一种双唇骨架油封的压装工装的制作方法
1.本实用新型涉及单涡轮液力变矩器传动介质密封技术领域,具体涉及一种双唇骨架油封的压装工装。
背景技术:
2.现有的单涡轮变矩器中节采用单唇骨架油封进行密封,在短期使用过程中容易漏油,并且维护较困难;更换双唇骨架油封密封效果更好,但单唇骨架油封为金属外包,双唇骨架油封为全氟外包,现有的工装压装双唇骨架油封时,不能保证双唇骨架油封垂直压入,造成油封外圈挤伤,同时油封端面压不到位,密封效果变差。
技术实现要素:
3.本实用新型就是针对现有技术存在的上述不足,提供一种双唇骨架油封的压装工装。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种双唇骨架油封的压装工装,包括底板、导向柱、压装套、导向套和连接销,底板和导向柱上设有相互配合的定位结构,导向柱通过定位结构与底板连接,导向柱还设有导向芯杆、工件定位内止口和限位面,导向芯杆与工件定位内止口同心设置,压装套设有压盘和导向套筒,压盘和导向套筒同心设置,导向套筒内孔与导向芯杆外径间隙配合,导向套筒可沿导向芯杆轴向滑动,导向芯杆对导向套筒进行导向,导向套设有内定位套、外导向套和连接板,内定位套和外导向套通过连接板连接,内定位套和外导向套同心设置,内定位套内孔与导向套筒外径间隙配合,内定位套与导向套筒可沿轴向相对滑动,外导向套的内径大于压盘的外径,压盘和连接板上设有对应的销孔,连接销插入销孔中连接导向套和压装套,连接销的轴线与导向芯杆的轴线平行。
6.所述的定位结构为定位孔和定位凸台,定位孔和定位凸台通过止口定位,保证导向柱的定位精度。
7.较佳地,所述的导向套筒的外径不大于双唇骨架油封的内径,方便导向套筒插入双唇骨架油封的内圈。
8.较佳地,所述的外导向套的内径不小于双唇骨架油封的外径,方便双唇骨架油封装入外导向套内。
9.较佳地,所述的外导向套内孔下端设有倒角,在双唇骨架油封装入外导向套时不会对双唇骨架油封的外圈造成损伤。
10.所述的连接销为2个或2个以上,2个或两个以上连接销能够更好地对导向套进行导向。
11.所述的压盘下面至导向套筒下端面的距离等于双唇骨架油封安装到位后油封上面至导向柱的限位面之间的距离,在压装套向下压装双唇骨架油封到位后,导向套筒下端面与导向柱的限位面接触,保证双唇骨架油封正确的安装位置。
12.较佳地,所述的导向套筒上端设有挡板,在挡板与导向芯杆上端面之间设有复位弹簧,在双唇骨架油封压装到位,去掉施加到压装套上的压力后,在复位弹簧的作用下压装套向上移动与双唇骨架油封脱离,方便操作。
13.较佳地,所述的复位弹簧为螺旋弹簧或碟簧。
14.该工装的使用过程:先将导向柱利用定位结构安装到压力机底板上,然后将变矩器中节安装到导向柱的工件定位内止口处,把双唇骨架油封放至变矩器中节压装口处,把压装套与导向套的连接体装配到导向柱上,导向柱对压装套进行导向定位,压装套对导向套进行导向定位,导向套内孔套入双唇骨架油封外圈,可将双唇骨架油封准确定位,导向芯杆对压装套进行导向,将双唇骨架油封垂直压入变矩器中节装配位置,在压装套向下压装双唇骨架油封到位后,导向套筒下端面与导向柱的限位面接触,保证双唇骨架油封正确的安装位置,这时压装套继续下压不会造成双唇骨架油封损伤。
15.本实用新型的有益效果是:利用导向柱的导向芯杆与压装套的导向套筒内孔配合,保证双唇骨架油封垂直压入,防止双唇骨架油封内、外圈压伤,利用导向套筒的下端面与导向柱的限位面接触控制双唇骨架油封压装到位,同时能避免压力偏大将双唇骨架油封压变形,大幅度降低了漏油的风险,提高了安装效率。
附图说明
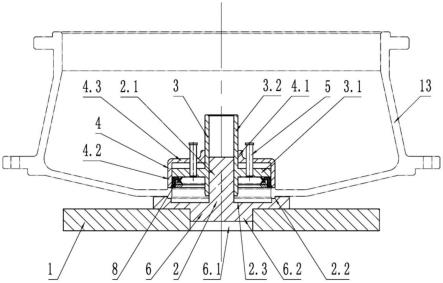
16.图1是实施例1中一种双唇骨架油封的压装工装开始压装时的结构示意图;
17.图2是实施例1中一种双唇骨架油封的压装工装压装到位时的结构示意图;
18.图3是实施例1中导向套的结构示意图;
19.图4是实施例1中压装套的结构示意图;
20.图5是实施例2中一种双唇骨架油封的压装工装压装到位时的结构示意图;
21.图中:
22.1-底板、2-导向柱、2.1-导向芯杆、2.2-工件定位内止口、2.3-限位面、3-压装套、3.1-压盘、3.2-导向套筒、3.3-挡板、4-导向套、4.1-内定位套、4.2-外导向套、4.3-连接板、5-连接销、6-定位结构、6.1-定位孔、6.2-定位凸台、7-销孔、8-双唇骨架油封、9-倒角、10-压盘下面、11-导向套筒下端面、12-油封上面、13-变矩器中节、14-复位弹簧、15-螺旋弹簧。
具体实施方式
23.下面将结合实施例及附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1
25.一种双唇骨架油封的压装工装,如图1-4所示,包括底板1、导向柱2、压装套3、导向套4和连接销5,底板1和导向柱2上设有相互配合的定位结构6,导向柱2通过定位结构6与底板1连接,导向柱2还设有导向芯杆2.1、工件定位内止口2.2和限位面2.3,导向芯杆2.1与工件定位内止口2.2同心设置,压装套3设有压盘3.1和导向套筒3.2,压盘3.1和导向套筒3.2同心设置,导向套筒3.2内孔与导向芯杆2.1外径间隙配合,导向套筒3.2可沿导向芯杆2.1
轴向滑动,导向芯杆2.1对导向套筒3.2进行导向,导向套4设有内定位套4.1、外导向套4.2和连接板4.3,内定位套4.1和外导向套4.2通过连接板4.3连接,内定位套4.1和外导向套4.2同心设置,内定位套4.1内孔与导向套筒3.2外径间隙配合,内定位套4.1与导向套筒3.2可沿轴向相对滑动,外导向套4.2的内径大于压盘3.1的外径,压盘3.1和连接板4.3上设有对应的销孔7,连接销5插入销孔7中连接导向套4和压装套3,连接销5的轴线与导向芯杆2.1的轴线平行。
26.所述的定位结构6为定位孔6.1和定位凸台6.2,定位孔6.1和定位凸台6.2通过止口定位,保证导向柱2的定位精度。
27.较佳地,所述的导向套筒3.2的外径不大于双唇骨架油封8的内径,方便导向套筒3.2插入双唇骨架油封8的内圈。
28.较佳地,所述的外导向套4.2的内径不小于双唇骨架油封8的外径,方便双唇骨架油封8装入外导向套4.2内。
29.较佳地,所述的外导向套4.2内孔下端设有倒角9,在双唇骨架油封8装入外导向套4.2时不会对双唇骨架油封8的外圈造成损伤。
30.较佳地,所述的连接销5为2个,2个连接销5能够更好地对导向套4进行导向。
31.所述的压盘下面10至导向套筒下端面11的距离等于双唇骨架油封8安装到位后油封上面12至导向柱2的限位面2.3之间的距离,在压装套3向下压装双唇骨架油封8到位后,导向套筒下端面11与导向柱2的限位面2.3接触,保证双唇骨架油封8正确的安装位置。
32.该工装的使用过程:先将导向柱2利用定位结构6安装到压力机底板1上,然后将变矩器中节13安装到导向柱2的工件定位内止口2.2处,把双唇骨架油封8放至变矩器中节13压装口处,把压装套3与导向套4的连接体装配到导向柱2上,导向柱2对压装套3进行导向定位,压装套3对导向套4进行导向定位,导向套4内孔套入双唇骨架油封8外圈,可将双唇骨架油封8准确定位,导向芯杆2.1对压装套3进行导向,将双唇骨架油封8垂直压入变矩器中节13装配位置,在压装套3向下压装双唇骨架油封8到位后,导向套筒下端面11与导向柱2的限位面2.3接触,保证双唇骨架油封8正确的安装位置,这时压装套3继续下压不会造成双唇骨架油封8损伤。
33.实施例2
34.一种双唇骨架油封的压装工装,如图5所示,所述的导向套筒3.2上端设有挡板3.3,在挡板3.3与导向芯杆2.1上端面之间设有复位弹簧14,在双唇骨架油封8压装到位,去掉施加到压装套3上的压力后,在复位弹簧14的作用下压装套3向上移动与双唇骨架油封8脱离,方便操作。
35.较佳地,所述的复位弹簧14为螺旋弹簧15,也可以采用碟簧。
36.其余同实施例1。
37.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1