多出粒子载带机用高适应性流道及其应用系统的制作方法
1.本实用新型涉及一种载带修边流道及其应用系统,尤其是涉及一种应用于多出粒子载带机上对载带切边时限位的流道及其应用系统,属于电子包装载带技术领域。
背景技术:
2.修边流道系统,即粒子载带机上用于对载带进行修边分条的机构,其在刀片切割载带时起到切边定位及固定载带的作用,属于粒子机修边模组及分条模组。如今,不同规格的载带产品由于模具的不同,成型具有不同的限位尺寸;且在原料或原材料配比变更的情况下,限位尺寸也会随之改变。因此流道设计时,需要设计不同规格的流道进行匹配,无疑增加了企业的生产制造成本。
技术实现要素:
3.本实用新型的目的在于克服上述不足,提供一种多出粒子载带机用高适应性流道及其应用系统,该流道几乎能够适用于本公司所有载带产品,从而在载带新品开发及之后的量产中,无需额外设计或增加针对不同载带产品或制程工艺变更的特定流道。
4.本实用新型的目的是这样实现的:
5.一种多出粒子载带机用高适应性流道,包含有安装板、左滑移块和右滑移块,左滑移块和右滑移块相互平行设置且滑动设置于安装板上,左滑移块和右滑移块的相对面上均设置有用于对载带进行限位的定位链边槽结构。
6.优选的,所述左滑移块和右滑移块的顶面均沿其长度方向设置有避空槽和定位链边槽,且避空槽位于外侧的槽壁高于位于内侧的定位链边槽的槽壁,避空槽位于外侧的槽壁上通过螺栓压合有左压板或右压板,左压板或右压板与定位链边槽的槽壁顶部之间形成一间隙层,上述避空槽、定位链边槽和间隙层构成定位链边槽结构。
7.优选的,所述安装板的上表面设置有滑槽,滑槽的长度方向与载带的移动方向相垂直,且左滑移块和右滑移块的下表面均设置有嵌入上述滑槽内的滑条,穿过安装板的螺钉旋置于左滑移块或右滑移块实现固定。
8.应用方式一:
9.一种多出粒子载带机用高适应性流道应用系统,包含有安装切刀组件的支架,支架内安装有流道,该流道包含有安装板、左滑移块和右滑移块,左滑移块和右滑移块相互平行设置且滑动设置于安装板上,左滑移块和右滑移块的相对面上均设置有用于对载带进行限位的定位链边槽结构。
10.优选的,所述所述支架上设置有至少两根导向杆,导向杆的长度方向与载带的移动方向相垂直,左滑移块和右滑移块均活动穿接于导向杆上。
11.优选的,所述左滑移块和右滑移块朝向支架一面上均开设有沉孔,一调节螺栓旋置并穿过支架的调节螺孔后使得该调节螺栓的头部位于左滑移块的沉孔内,压紧弹簧位于右滑移块和支架之间。
12.应用方式二:
13.一种多出粒子载带机用高适应性流道应用系统,包含有安装切刀组件的支架,支架内固定设置有安装板,安装板上滑动设置有左滑移块和右滑移块,左滑移块和右滑移块的相对面上均设置有用于对载带进行限位的定位链边槽结构;所述左滑移块和右滑移块朝向支架一面上均开设有沉孔,一调节螺栓旋置并穿过支架的调节螺孔后使得该调节螺栓的头部位于左滑移块的沉孔内,压紧弹簧位于右滑移块和支架之间。
14.与现有技术相比,本实用新型的有益效果是:
15.本实用新型通过左右滑移块的设计,使得可针对不同的载带限位尺寸调节相互之间的间距,从而使得本专利的流道系统能够适用于各种规格的载带即载带后续成型变化。同时,由于采用左右滑移块的设计,使得载带中间处于镂空状态,因此不存在摩擦损伤的情况,意外保证了载带产品的外观质量,起到了额外的有益效果。
附图说明
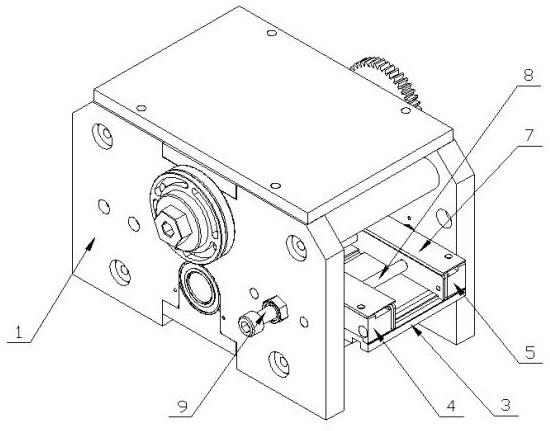
16.图1为本实用新型一种多出粒子载带机用高适应性流道应用系统的结构示意图。
17.图2为本实用新型一种多出粒子载带机用高适应性流道应用系统的去除构成支架的一侧固定板后的结构示意图。
18.图3为本实用新型一种多出粒子载带机用高适应性流道应用系统的去除构成支架的另一侧固定板后的结构示意图。
19.图4为本实用新型一种多出粒子载带机用高适应性流道应用系统的局部剖视图效果示意图。
20.图5为本实用新型一种多出粒子载带机用高适应性流道的左右滑移块和安装板的结构示意图。
21.图6为本实用新型一种多出粒子载带机用高适应性流道的图5的正视图。
22.图7为本实用新型一种多出粒子载带机用高适应性流道的左滑移块的结构示意图。
23.其中:
24.支架1、切刀组件2、安装板3、左滑移块4、右滑移块5、左压板6、右压板7、导向杆8、调节螺栓9、压紧弹簧10、压盖11、避空槽12、定位链边槽13、间隙层14。
具体实施方式
25.参见图1~7,本实用新型涉及的一种多出粒子载带机用高适应性流道应用系统,包含有安装切刀组件2的支架1,安装切刀组件2包含有上下两根转轴,转轴安装于支架1上,同时,多个切刀轮套装于转轴上,与此同时,流道机构同样安装于支架1内,载带通过流程进行限位后,利用切刀组件2对载带进行修边和分条作业;
26.支架1包含有左右平行设置的两块支架固定板,流道机构包含有位于安装于支架1的两块支架固定板之间的安装板3,同时两块支架固定板之间设置有至少两根导向杆8,左滑移块4和右滑移块5穿接于导向杆8上,且左滑移块4和右滑移块5均滑动设置于安装板3上,具体的讲,该安装板3的上表面设置于导向杆8平行的滑槽,且左滑移块4和右滑移块5的下表面均设置有嵌入上述滑槽内的滑条,从而保证左滑移块4和右滑移块5安装板3上的滑
动。
27.同时,左滑移块4和右滑移块5的相对面上分别设置有定位链边槽结构,用于对载带进行限位。
28.本实用新型的工作原理为:当多出粒子载带机对载带成型完成后,以平板条带形式输出的载带产品除了中间用于后续装载电子元器件的有效袋口外,载带的两边各多出一排方形成型袋口,这些袋口其实是后续冲孔切边的定位链边,在进行分条之后这些定位链边将粉碎遗弃;因此在进行修边分条之前通过定位链边对载带进行限位,此时载带两边的定位链边夹持在左滑移块4和右滑移块5的定位链边槽结构内,并且由于左滑移块4和右滑移块5可进行左右滑移调整,从而可方便的匹配不同成型限位尺寸的载带产品,左滑移块4和右滑移块5通过调整之后以螺栓紧固方式固定在安装板3上,即可兼容所有的载带产品;同时,在调试过程中发现,与常规流道系统结构相比,由于左滑移块4和右滑移块5之间悬空,因此对于通过本专利流道的载带产品而言,中间成型位置处的袋口全部避空了,从而减少了载带外表面的刮擦风险,一举两得。上述调整完毕后,将已经构成整体式结构的安装板3、左滑移块4和右滑移块5通过后续导向杆8安装于支架1上进行上机调试,此时通过调节螺栓9和压紧弹簧10使得其能够与切刀组件2完美匹配。
29.本实施例上述工作过程中,左滑移块4和右滑移块5的定位链边槽结构还可采用下述分体式结构:
30.所述左滑移块4和右滑移块5的顶面均沿其长度方向设置有相互平行的避空槽12和定位链边槽13,且避空槽12位于外侧的槽壁高于位于内侧的定位链边槽13的槽壁,避空槽12位于外侧的槽壁上通过螺栓压合有压板(左压板6或右压板7),压板与定位链边槽13的槽壁顶部构成一间距不小于载带带体厚度的间隙层14。 工作时,载带两侧的多出一排方形成型袋口位于内侧的定位链边槽13内进行导向,此时载带带体位于间隙层14内,同时,载带最边缘位于避空槽12内通过后续组件进行修边和分条切除,由于载带最边缘的参差不齐,因此避空槽12的宽度大于定位链边槽13的宽度。
31.本实施例上述工作过程中,在左滑移块4和右滑移块5固定于安装板3上之后需要将其在支架1上进行调整以匹配切刀组件2,该调节结构为:
32.左滑移块4和右滑移块5朝向构成支架1的支架固定板的一面上均开设有沉孔,一支架固定板上设置有调节螺孔,调节螺栓9旋置于该调节螺孔内后使得该调节螺栓9的头部位于左滑移块4的沉孔内,压紧弹簧10的一端位于右滑移块5的沉孔内,压紧弹簧10的另一端位于另一支架固定板的通孔内,且该通孔上覆盖有压盖11实现封堵,从而便于压紧弹簧10的安装。
33.调节时,首先调整的是左滑移块4和右滑移块5在安装板3上的位置,通过定位链边槽13和避空槽12对载带两侧进行限位,从而确定左滑移块4和右滑移块5之间的间距来匹配现生产载带的成型定位链边,然后通过紧固安装板3反面的螺栓,使左滑移块4和右滑移块5固定在安装板3上,此时左滑移块4、右滑移块5和安装板3为一个整体。通过整体的流道结构,方便用户先行根据载带规格对流道进行调节,然后将流道安装于支架1上进行上机调试,提高了整体操作效率。
34.随后,该整体安装结构活动套装于导向杆8上,通过旋转调节螺栓9配合压紧弹簧10来控制通用修边流道整体相对于支架1和切刀组件2的位置,从而控制修边以及分条。
35.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1