一种飞机加劲肋加工工装的制作方法
1.本实用新型涉及加工工装技术领域,尤其涉及一种飞机加劲肋加工工装。
背景技术:
2.加工工装指制造过程中所用的各种工具的总称,现工装夹具在使用中,不能调节夹具夹持角度,夹具固定不牢固,给操作者带来困扰,尤其是飞机加劲肋加工工装,需要多角度进行加工,为此,我们提出一种便于调节角度的加工工装夹具。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在现有市场上的工装夹具在使用中,不能调节夹具夹持角度,夹具固定不牢固,给操作者带来困扰的缺点,而提出的一种飞机加劲肋加工工装。
4.为了实现上述目的,本实用新型采用了如下技术方案:一种飞机加劲肋加工工装,包括工作台、限位装置和辅助装置,所述工作台的上表面固定安装有安装板,所述安装板的上表面设置有限位装置,所述限位装置包括电机,所述电机固定安装在安装板的上表面,所述安装板的上表面固定安装有两个第一固定板,两个所述第一固定板之间转动安装有转轴,所述转轴的一端与电机的输出端固定安装,所述转轴的表面固定安装有挡板,所述挡板远离安装板的表面固定安装有底板,所述挡板远离安装板的表面转动安装有第二螺杆,所述第二螺杆的表面螺纹安装有螺纹套,所述螺纹套的外表面固定安装有压板,所述底板的表面固定安装有限位杆,所述限位杆滑动贯穿压板;通过压板对加劲肋进行夹紧,增加加劲肋的稳定,同时通过电机带动挡板转动,从而夹具夹持角度,便于对加劲肋进行多角度加工。
5.优选的,所述挡板远离安装板的表面固定安装有两个第二固定板,所述第二固定板的表面螺纹连接有第一螺杆,两个所述第一螺杆相互靠近的表面转动安装有推板;通过两个推板可以对加劲肋进行预加工,避免在压板对加劲肋进行固定时,加劲肋发生滑动。
6.优选的,所述推板滑动安装在底板的上表面,两个所述推板相互靠近的表面均固定安装有防滑垫;通过在推板的表面安装有防护垫,使得推板对加劲肋挤压时更加稳定。
7.优选的,所述安装板的上表面开设有两个第一滑槽,所述第一滑槽内部滑动安装有第一滑块,所述第一滑块的表面转动安装有连接杆,所述连接杆的自由端与挡板转动安装,所述第一滑块和第一滑槽之间固定安装有弹簧;通过连接杆可以对挡板进一步支撑,增加挡板的稳定性。
8.优选的,所述第二螺杆远离挡板的表面固定安装有把手,且把手的直径大于第二螺杆的直径;通过把手使得转动第二螺杆更加方便,同时可以对压板进行限位,避免压板发生脱离。
9.优选的,所述安装板的侧面设置有辅助装置,所述辅助装置包括垫板,所述垫板固定安装在安装板的侧面,所述垫板的表面固定安装有支撑杆,所述支撑杆的下表面固定安
装有第二滑块,所述工作台的上表面开设有第二滑槽,所述第二滑块滑动安装在第二滑槽的内部,所述安装板的上表面设置有两个第二螺钉;通过两个第二滑块在第二滑槽的内部进行滑动可以对安装板进行限位,增加安装板的稳定性。
10.优选的,所述工作台的两侧均安装有限位板,所述限位板的外表面设置有第一螺钉;通过限位板避免安装板发生脱离,同时通过拆卸限位板,便于对安装板进行拆卸和维修。
11.与现有技术相比,本实用新型的优点和积极效果在于:
12.本实用新型中,在对飞机加劲肋进行加工时,首先将加劲肋放在底板的上表面,然后通过转动第一螺杆,第一螺杆带动推板移动,通过两个推板可以对加劲肋进行挤压,从而对加劲肋进行预夹紧,防止在加工前加劲肋发生滑动,硬性后续夹具使用,然后通过转动第二螺杆,第二螺杆带动螺纹套移动,螺纹套带动压板移动,通过压板对加劲肋进行夹紧,增加加劲肋的稳定,然后松开推板,此时可以对加劲肋进行加工,同时,当需要对加劲肋进行对角度加工时,此时可以通过启动电机,电机带动转轴转动,转轴带动挡板转动,从而可以调节加劲肋的角度,使得工作更加方便,提高工作效率。
附图说明
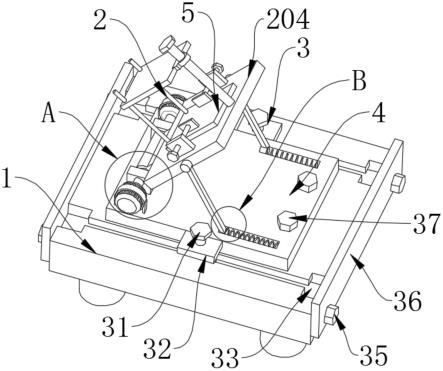
13.图1为本实用新型提出一种飞机加劲肋加工工装的立体结构示意图;
14.图2为本实用新型提出一种飞机加劲肋加工工装图1中的a处结构示意图;
15.图3为本实用新型提出一种飞机加劲肋加工工装的限位装置结构示意图;
16.图4为本实用新型提出一种飞机加劲肋加工工装图1中的b处结构示意图;
17.图5为本实用新型提出一种飞机加劲肋加工工装的辅助装置结构示意图。
18.图例说明:1、工作台;2、限位装置;201、电机;202、转轴;203、第一固定板;204、挡板;205、连接杆;206、第一螺杆;207、第二固定板;208、推板;209、第二螺杆;210、螺纹套;211、压板;212、限位杆;213、第一滑块;214、第一滑槽;215、弹簧;3、辅助装置;31、支撑杆;32、垫板;33、第二滑槽;34、第二滑块;35、第一螺钉;36、限位板;37、第二螺钉;4、安装板;5、底板。
具体实施方式
19.请参阅图1-5,本实用新型提供一种技术方案:一种飞机加劲肋加工工装,包括工作台1、限位装置2和辅助装置3,工作台1的上表面固定安装有安装板4,安装板4的上表面设置有限位装置2。
20.下面具体说一下其限位装置2和辅助装置3的具体设置和作用。
21.本实施方案中:限位装置2包括电机201,电机201固定安装在安装板4的上表面,安装板4的上表面固定安装有两个第一固定板203,两个第一固定板203之间转动安装有转轴202,转轴202的一端与电机201的输出端固定安装,转轴202 的表面固定安装有挡板204,挡板204远离安装板4的表面固定安装有底板5,挡板204远离安装板4的表面转动安装有第二螺杆209,第二螺杆209的表面螺纹安装有螺纹套210,螺纹套210的外表面固定安装有压板211,底板5的表面固定安装有限位杆212,限位杆212滑动贯穿压板211;通过压板211对加劲肋进行夹紧,增加加劲肋的稳定,同时通过电机201带动挡板204转动,从而夹具夹持角度,
便于对加劲肋进行多角度加工。
22.具体的,挡板204远离安装板4的表面固定安装有两个第二固定板207,第二固定板207的表面螺纹连接有第一螺杆206,两个第一螺杆206相互靠近的表面转动安装有推板208;通过两个推板208可以对加劲肋进行预加工,避免在压板211 对加劲肋进行固定时,加劲肋发生滑动。
23.具体的,推板208滑动安装在底板5的上表面,两个推板208相互靠近的表面均固定安装有防滑垫。
24.在本实施例中:通过在推板208的表面安装有防护垫,使得推板208对加劲肋挤压时更加稳定。
25.具体的,安装板4的上表面开设有两个第一滑槽214,第一滑槽214内部滑动安装有第一滑块213,第一滑块213的表面转动安装有连接杆205,连接杆205的自由端与挡板204转动安装,第一滑块213和第一滑槽214之间固定安装有弹簧 215;通过连接杆205可以对挡板204进一步支撑,增加挡板204的稳定性。
26.具体的,第二螺杆209远离挡板204的表面固定安装有把手,且把手的直径大于第二螺杆209的直径;通过把手使得转动第二螺杆209更加方便,同时可以对压板211进行限位,避免压板211发生脱离。
27.在本实施例中:安装板4的侧面设置有辅助装置3,辅助装置3包括垫板32,垫板32固定安装在安装板4的侧面,垫板32的表面固定安装有支撑杆31,支撑杆 31的下表面固定安装有第二滑块34,工作台1的上表面开设有第二滑槽33,第二滑块34滑动安装在第二滑槽33的内部,安装板4的上表面设置有两个第二螺钉 37;通过两个第二滑块34在第二滑槽33的内部进行滑动可以对安装板4进行限位,增加安装板4的稳定性。
28.具体的,工作台1的两侧均安装有限位板36,限位板36的外表面设置有第一螺钉35。
29.在本实施例中:通过限位板36避免安装板4发生脱离,同时通过拆卸限位板 36,便于对安装板4进行拆卸和维修。
30.工作原理:在对飞机加劲肋进行加工时,首先将加劲肋放在底板5的上表面,然后通过转动第一螺杆206,第一螺杆206带动推板208移动,通过两个推板208 可以对加劲肋进行挤压,从而对加劲肋进行预夹紧,防止在加工前加劲肋发生滑动,硬性后续夹具使用,然后通过转动第二螺杆209,第二螺杆209带动螺纹套210移动,螺纹套210带动压板211移动,通过压板211对加劲肋进行夹紧,增加加劲肋的稳定,然后松开推板208,此时可以对加劲肋进行加工,同时,当需要对加劲肋进行对角度加工时,此时可以通过启动电机201,电机201带动转轴 202转动,转轴202带动挡板204转动,从而可以调节加劲肋的角度,使得工作更加方便,提高工作效率,当加劲肋在被夹紧后需要移动时,此时可以通过移动安装板4,安装板4会带动整个夹具进行移动,同时通过两个第二滑块34在第二滑槽33的内部进行滑动可以对安装板4进行限位,增加安装板4的稳定性,然后通过转动第二螺钉37,使得安装板4固定在工作台1的上表面,避免加工时发生偏移,影响加工精度,同时使得加劲肋能够移动至加工器械前端,使得加工更加方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1