一种商用车车桥轮毂总成装配工装的制作方法
1.本实用新型涉及一种轮毂总成的装配工装,具体的说涉及一种商用车车桥的轮毂总成装配工装,属于汽车装配技术领域。
背景技术:
2.随着汽车工业的不断发展,市场对汽车精益生产的要求越来越高,竞争日趋激烈。装配工艺及装备必须满足多品种、柔性化的生产方式,达到成本及质量的最佳控制。车桥轮毂总成装配是装配过程中一个重要的环节,现有的装配方式越来越不适应日益提高的车桥工艺要求。为了满足不同零件压装的要求,必须寻求高效率、适用性广泛的装配工装。
3.如图1所示,为现有的车桥轮毂总成装配示意。其中图1(a)为压装轮毂外轴承外圈的方式,图1(b)为压装轮毂内轴承外圈的方式,图1(c)为装配轮毂内轴承内圈及滚子、轮毂油封、计数齿圈的方式,图1(d)为压装车轮螺栓的方式。该装配方式先将轮毂外轴承外圈压入轮毂外侧孔中,将轮毂翻转180
°
,再将轮毂内轴承外圈压入轮毂。搬运轮毂,将其放置在轮毂支承座上,用辅助压头依次压入轮毂内轴承内圈及滚子、轮毂油封、计数齿圈。最后用机床压头将车轮螺栓压入轮毂车轮螺栓孔内。该方式不能实现一次性完成所有零件的压装,需翻转、二次搬运,单件装配时间长,工作强度大,不利于精益生产。
技术实现要素:
4.本实用新型的目的在于:针对上述车桥轮毂总成装配问题,提出一种结构设计合理、装配方案优化和装配工艺改善的商用车车桥轮毂总成装配工装。
5.本实用新型的技术方案如下:本实用新型提供一种商用车车桥轮毂总成装配工装方案,包括底板、压板、耐磨条、滚针总成、滑板、定位座、轮毂支承座、下压头、限位块、把手。所述底板沿上表面垂直方向开有螺纹孔,所述压板通过螺栓固定于底板,所述耐磨条通过螺钉与底板连接,所述滚针总成通过垫块、螺钉与滑板连接,所述滑板放置于底板上,其两侧有压板定位,所述定位座通过螺栓固定于滑板上,所述轮毂支承座通过内止口与定位座配合,所述下压头放置于定位座中,所述限位块通过螺栓固定于底板的前端与后端,所述把手通过螺栓固定于滑板上。
6.进一步地,所述压板通过螺栓与底板连接,与底板构成限位导向槽。
7.进一步地,所述耐磨板通过螺钉固定于底板导向槽中,磨损后可更换。
8.进一步地,所述滚针总成包括滚针、滚针保持架,滚针沿滚针保持架放置,滚针保持架通过垫块、螺钉固定于滑板导向槽中,使滑板可沿导向滑动。
9.进一步地,所述定位座通过螺栓固定于滑板,与轮毂支承座接口为变高度牙型接口。
10.进一步地,所述轮毂支承座通过内止口与定位座配合,与定位座接口为变高度牙型接口,可通过旋转轮毂支承座改变结合面位置,实现轮毂支承座高度调整。
11.进一步地,所述限位块固定于底板前端与后端,限位块上装有调整螺栓,实现滑板
的定位位置调整。
12.进一步地,所述下压头放置于定位座中,用于压装轮毂外轴承外圈。
13.本实用新型的有益效果如下:
14.本实用新型提供的一种商用车车桥轮毂总成装配工装采用变高度的定位方式,先在轮毂支承座处于低位位置时,压装内外轴承外圈,再旋转轮毂支承座,使轮毂支承座调整到高位位置,压装内轴承内圈及滚子、轮毂油封、计数齿圈和车轮螺栓。因此可实现在同一轮毂支承座上一次性完成多种零件的压装,避免工装夹具的更换及二次搬运。提高了装配工艺性,有利于精益生产。
附图说明
15.图1(a)为现有的轮毂外轴承外圈装配示意图;图1(b)为现有的轮毂外轴承外圈装配示意图;图1(c)为现有的轮毂内轴承内圈及滚子、轮毂油封、计数齿圈装配示意图;图1(d)为现有的车轮螺栓装配示意图;
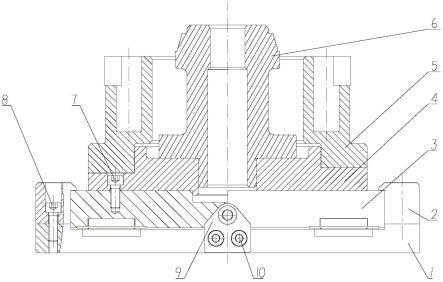
16.图2(a)、图2(b)、图2(c)为本实用新型的装配工装结构示意图;
17.图3(a)为本实用新型的定位座与轮毂支承座分离状态的轴测图;图3(b)为本实用新型的定位座与轮毂支承座2种配合状态的接口展开图;
18.图4(a)为本实用新型的轮毂内外轴承外圈装配示意图;图4(b)为本实用新型的轮毂内轴承内圈及滚子、轮毂油封、计数齿圈装配示意图;图4(c)为本实用新型的车轮螺栓装配示意图;
19.图5为轮毂总成结构示意图;
20.图中:1-底板;2-压板;3-滑板;4-定位座;5-轮毂支承座;6-下压头;7-内六角螺栓;8-内六角螺栓;9-限位块;10-内六角螺栓;11-沉头螺钉;12-耐磨条;13-沉头螺钉;14-垫块;15-滚针;16-滚针保持架;17-定位螺栓;18-把手;19-内六角螺栓;20-轮毂;21-轮毂外轴承外圈;22-轮毂内轴承外圈;23-轮毂内轴承内圈及滚子;24-轮毂油封;25-计数齿圈;26-车轮螺栓。
具体实施方式
21.如图2所示,本实用新型一种商用车车桥轮毂总成装配工装,包括底板1、压板2、滑板3、定位座4、轮毂支承座5、下压头6、限位块9、耐磨条12、滚针15、滚针保持架16、把手18。
22.本实用新型所述底板1沿上表面垂直方向开有螺纹孔;所述压板2通过内六角螺栓8固定于底板1;所述耐磨条12通过沉头螺钉11与底板1连接;所述滚针15与滚针保持架16通过垫块14、沉头螺钉13与滑板3连接;所述滑板3放置于底板1上,其两侧有压板2定位;所述定位座4通过内六角螺栓7固定于滑板3上;所述轮毂支承座5通过内止口与定位座4配合;所述下压头6放置于定位座4中;所述限位块9通过内六角螺栓10固定于底板1的前端与后端;所述把手18通过内六角螺栓19固定于滑板3上。
23.本实用新型一种商用车车桥轮毂总成装配工装的装配工艺,包括如下步骤:
24.步骤一、根据产品型号,将相对应的下压头6、轮毂支承座5放于定位座4上,旋转轮毂支承座5,使轮毂支承座5与定位座4结合面位于低位位置。将轮毂外轴承外圈21放于下压头6上,再将轮毂20放于轮毂支承座5上,最后将轮毂内轴承外圈22放入轮毂20内;
25.步骤二、推动把手18将滑板3与前端限位块9接触,机床压头下压,同时将轮毂内轴承外圈22、外轴承外圈21压入轮毂20;
26.步骤三、转动轮毂支承座5位置,使轮毂支承座5与定位座4结合面位于高位位置。同时使轮毂20与下压头6分离,轮毂20与轮毂支承座5接触;
27.步骤四、用辅助压头依次将轮毂内轴承内圈及滚子23、轮毂油封24、计数齿圈25压入轮毂20内;
28.步骤五、拉动把手18将滑板3与后端限位块9接触,将车轮螺栓26放入轮毂20车轮螺栓孔内,用机床压头依次将车轮螺栓26压入轮毂20。
29.本实用新型提供的车桥轮毂总成装配工装,采用变高度的定位方式,可实现在同一轮毂支承座上一次性完成多个零件的压装,避免工装夹具的更换及二次搬运,提高了装配工艺性。通过更换不同规格下压头、轮毂支承座、辅助压头,可实现多品种轮毂总成的装配。
30.下面采用表格的方式对采用本实用新型的技术方案与现有技术方案结果的比较。
31.序号项目现有技术方案本实用新型技术方案1单个车桥轮毂总成装配时间120s80s
32.上表可以看出,使用本实用新型装配工装后车桥轮毂总成装配时间比原有装配方案有重要的改进。
33.除上述实施例外,本实用新型还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1