一种轨迹滑槽气动夹具的制作方法
1.本实用新型涉及机械加工技术领域,特别涉及一种轨迹滑槽气动夹具。
背景技术:
2.在光通讯行业,散热器是常见的零部件;散热器的结构随着不同的使用场景和功率要求而对应变化。散热器的散热盖板通常采用薄壁类型的钣金或者型材,在机械加工散热槽的过程中存在装夹困难的问题。如图1所示(左边上面是加工前的原板,左边下面是板壁厚度的示意图;右边是加工后的散热盖板,散热槽及腰形孔为加工内容),制作一种应用在光通讯的散热盖板时,由于其板壁厚d只有1mm,机械加工过程中,现有的装夹方式采用平口虎钳,夹持力靠人工控制,由于产品壁厚较薄,很容易导致散热盖板夹持变形,加工尺寸有误;因此,现有的装夹方式不能适用于这种薄型结构的散热盖板的夹持,
3.因而现有技术还有待改进和提高。
技术实现要素:
4.鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种轨迹滑槽气动夹具,以解决现有装夹夹具夹持薄型化的散热盖板会使散热盖板变形的问题。
5.为了达到上述目的,本实用新型采取了以下技术方案:
6.一种轨迹滑槽气动夹具,用于对散热盖板进行装夹,其包括控制装置和装夹装置,控制装置放置在装夹装置的外侧,控制装置与装夹装置进行气动连接和电连接;
7.所述控制装置根据按钮操作输出对应的操作信号给装夹装置,还检测压力气源的压力值并显示;装夹装置根据操作信号对散热盖板内部的两条侧边进行对应的压紧和松开。
8.所述的轨迹滑槽气动夹具中,所述控制装置包括底座和控制箱,所述控制箱内设有控制器、压力传感器、第一气路组件和按钮组件;
9.所述压力传感器和按钮组件与控制器电连接,第一气路组件的进气口从控制箱右侧的气管进口伸出,第一气路组件的出气口从控制箱左侧的气管出口伸出,第一气路组件的检测口与压力传感器的接管气动连接;控制器检测按钮组件被按压时输出对应的操作信号给装夹装置,压力气源通过第一气路组件组成的第一气源管道进入装夹装置,压力传感器用于检测第一气源管道中的压力气源,显示压力值并输出压力值给控制器。
10.所述的轨迹滑槽气动夹具中,所述控制箱包括防护罩、左侧板和右侧板;所述左侧板固定在底座的左侧边上,右侧板固定在底座的右侧边上,防护罩的两端对应螺接固定在左侧板和右侧板上;
11.所述右侧板上设有气管进口和电源口,左侧板上设有气管出口和信号线口,防护罩的顶部设有透明视窗;
12.所述按钮组件包括夹紧按钮和松开按钮,设置在防护罩顶部的一侧。
13.所述的轨迹滑槽气动夹具中,所述第一气路组件包括第一气管、第二气管、第三气
管和第一气管三通接头;
14.所述第一气管的一端从气管进口伸出,第一气管的另一端接入第一气管三通接头的右支管道,第二气管的一端从气管出口伸出连接装夹装置,第二气管的另一端接入第一气管三通接头的左支管道,第三气管的一端与压力传感器的接管气动连接,第三气管的另一端接入第一气管三通接头的侧支管道;
15.压力气源从第一气管输入,通过第三气管输出至压力传感器进行压力检测,通过第二气管输出给装夹装置。
16.所述的轨迹滑槽气动夹具中,所述装夹装置包括夹具底座、治具座、气动组件、第二气路组件、松夹组件和支撑组件;
17.所述气动组件固定在夹具底座上,气动组件连接第二气路组件和松夹组件,气动组件与控制器电连接,所述治具座上设有用于放置散热盖板的台阶槽,支撑组件设置在夹具底座与治具座之间并将治具座支撑在夹具底座上,气动组件根据控制器输出的操作信号带动松夹组件上下移动,松夹组件上移时从台阶槽上的方孔伸出并松开,松夹组件下移时压紧散热盖板内部的两条侧边。
18.所述的轨迹滑槽气动夹具中,所述气动组件包括第一气缸、第二气缸、4个磁性开关、磁阀安装板和二位三通电磁阀;
19.所述第一气缸和第二气缸固定在夹具底座上,第一气缸和第二气缸通过第二气路组件与二位三通电磁阀气动连接,2个气缸的上侧壁和下侧壁分别安装一个磁性开关,磁性开关与控制器电连接,二位三通电磁阀的底部插入夹具底座一侧的磁阀安装凹槽中进行限位,二位三通电磁阀的侧面螺接固定在磁阀安装板上,磁阀安装板固定在夹具底座上。
20.所述的轨迹滑槽气动夹具中,所述气动组件还包括4个调速阀;4个调速阀分别安装在2个气缸的进气口和出气口,各个调速阀的进气口与第二气路组件气动连接。
21.所述的轨迹滑槽气动夹具中,所述第二气路组件包括第四气管、第五气管、第六气管、第七气管、第八气管、第九气管、第二气管三通接头和第三气管三通接头;
22.所述第四气管的一端连接第一调速阀的进气口,第四气管的另一端接入第二气管三通接头的左支管道,第五气管的一端接入第二调速阀的进气口,第五气管的另一端接入第三气管三通接头的左支管道,第六气管的一端接入第二气管三通接头的侧支管道,第六气管的另一端接入第三调速阀的进气口,第七气管的一端接入第三气管三通接头的侧支管道,第七气管的另一端接入第四调速阀的进气口,第八气管的一端接入第二气管三通接头的右支管道,第八气管的另一端接入二位三通电磁阀的上气口,第九气管的一端接入第三气管三通接头的右支管道,第九气管的另一端接入二位三通电磁阀的下气口。
23.所述的轨迹滑槽气动夹具中,所述松夹组件包括第一链接块、第二链接块、第一滑槽压块、第二滑槽压块、第三滑槽压块、第四滑槽压块和若干个圆柱销;
24.第一滑槽压块和第二滑槽压块的底部分别通过一圆柱销过盈配合铰接在第一链接块两端的卡槽内,第三滑槽压块和第四滑槽压块的底部分别通过一圆柱销过盈配合铰接在第二链接块两端的卡槽内,各个滑槽压块的顶部从台阶槽上的方孔伸出,2个圆柱销穿过台阶槽一侧面并对应插入第一滑槽压块和第二滑槽压块的轨迹滑槽中进行间隙配合,另2个圆柱销穿过台阶槽另一侧面并对应插入第三滑槽压块和第四滑槽压块的轨迹滑槽进行间隙配合,第一链接块的中部与第一气缸的活塞杆螺接固定,第二链接块的中部与第二气
缸的活塞杆螺接固定。
25.所述的轨迹滑槽气动夹具中,所述支撑组件包括防护板和4个支撑柱;所述防护板固定在治具座的底部并盖在夹具底座上;4个支撑柱设置在夹具底座与治具座之间,各个支撑柱中间贯穿一螺孔,通过螺钉拧入螺孔将夹具底座与治具座锁紧固定。
26.相较于现有技术,本实用新型提供的一种轨迹滑槽气动夹具,用于对散热盖板进行装夹,其包括控制装置和装夹装置,控制装置放置在装夹装置的外侧,控制装置与装夹装置进行气动连接和电连接;所述控制装置根据按钮操作输出对应的操作信号给装夹装置,还检测压力气源的压力值并显示;装夹装置根据操作信号对散热盖板内部的两条侧边进行对应的压紧和松开。对内部的侧边进行松夹,既能避免散热盖板被夹持变形,又可以避开散热盖板的取出路径,不影响散热盖板的取出,解决了现有薄壁类散热盖板的装夹固定易形变和松开取出困难的难题。
附图说明
27.图1为散热盖板的示意图。
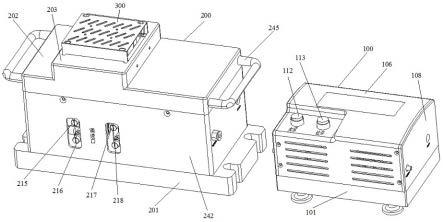
28.图2为本实用新型提供的轨迹滑槽气动夹具的示意图。
29.图3为本实用新型提供的轨迹滑槽气动夹具中控制装置的爆炸图。
30.图4为本实用新型提供的轨迹滑槽气动夹具中控制装置的内部结构示意图。
31.图5为本实用新型提供的轨迹滑槽气动夹具中装夹装置的爆炸图。
32.图6为本实用新型提供的轨迹滑槽气动夹具中装夹装置一部分内部结构的一视角的示意图。
33.图7为本实用新型提供的轨迹滑槽气动夹具中装夹装置一部分内部结构的另一视角的示意图。
34.图8为本实用新型提供的轨迹滑槽气动夹具的松开示意图。
35.图9为本实用新型提供的轨迹滑槽气动夹具的夹紧示意图。
具体实施方式
36.本实用新型提供一种轨迹滑槽气动夹具。为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
37.容易理解,本文中,诸如第一和第二等之类的关系术语仅仅用于将一个实体、操作或者方向与另一个实体、操作或者方向区分开来,而不要求或者暗示这些实体、操作或者方向之间存在任何实际的关系或者顺序。在本说明书中提到或者可能提到的上、下、左、右、前、后、正面、背面、顶部、底部等方位用语是相对于各附图中所示的构造进行定义的,它们是相对的概念,因此有可能会根据其所处不同位置、不同使用状态而进行相应地变化。所以,也不应当将这些或者其他的方位用语解释为限制性用语。在下面的描述中,为不同构造的实施例描述了各种参数和部件,这些具体的参数和部件仅作为示例而不对本技术的实施例做出限制。
38.请同时参阅图2至图7,本实用新型实施例提供的轨迹滑槽气动夹具用于对薄壁类型的散热盖板300(如应用在光通讯的散热盖板)进行装夹,其包括控制装置100和装夹装置
200,控制装置100放置在装夹装置200的外侧,控制装置与装夹装置进行气动连接(如通过气管连接,提供气源压力)和电连接(如通过信号线连接,传输电源和控制信号),控制装置外接空气压缩机(也可外接其他能产生压力气源的设备,此处不作限定)。所述控制装置根据按钮操作输出对应的操作信号给装夹装置,还检测空气压缩机提供的压力气源的压力值并显示;装夹装置根据操作信号对散热盖板内部的两条侧边进行对应的压紧和松开。
39.本实施例中,如图3和图4所示,所述控制装置100包括底座101和控制箱,所述控制箱内设有控制器102、压力传感器103、第一气路组件和按钮组件;所述压力传感器103和按钮组件与控制器102电连接,第一气路组件的进气口从控制箱右侧的气管进口104伸出,第一气路组件的出气口从控制箱左侧的气管出口105伸出,第一气路组件的检测口与压力传感器103的接管气动连接。控制器102检测按钮组件被按压时输出对应的操作信号(包括松开信号和夹紧信号)给装夹装置200,压力气源通过第一气路组件组成的第一气源管道进入装夹装置200,压力传感器103用于检测第一气源管道中的压力气源,显示压力值并输出压力值给控制器102。
40.其中,所述底座101是控制装置100整体的支撑底板,其上做所有结构的布置;控制箱的箱体侧面可与底座101的边沿对齐。所述控制器102优选型号为fx1s-14mr的plc控制器,其是控制核心,输出操作信号来控制装夹装置200内各电气元件的相关工作,具体实施时可通过2颗螺钉固定在控制箱的底座101上。
41.所述压力传感器103优选的型号为smc ise30a-01-n-m,通过其接管与第一气路组件接通,即可对第一气路组件中的压力气源进行压力值的检测,通过压力传感器103上的导线(或信号线)传输给plc控制器;其带有数显功能,能在压力传感器的显示屏上直接显示检测到压力值,可通过控制箱顶部的透明视窗来观察压力值;具体实施时,压力传感器103设置在控制器102的一侧,压力传感器103的托架通过2颗螺钉固定在控制箱的底座101上。
42.所述控制箱包括防护罩106、左侧板107和右侧板108;所述左侧板107螺接(通过2颗螺钉)固定在底座101的左侧边上,右侧板108螺接(通过2颗螺钉)固定在底座101的右侧边上,防护罩106的两端对应螺接固定在左侧板107和右侧板108上,
43.所述防护罩106是一个三面罩(包括前侧面、有一定弧度的顶面和后侧面),防护罩106的前侧面和后侧面的左右两侧均设有2个第一螺孔,左侧板107和右侧板108的前后侧边上对应设有2个与第一螺孔匹配的第二螺孔,防护罩106盖在底座101上时包住左右侧板的前后侧边,第一螺孔与第二螺孔对齐并通过螺钉紧固。前侧面和后侧面上开设有长条形的散热孔。
44.右侧板108上设有气管进口104和电源口110并丝印对应的标识名称(如“气管进口”、“电源口”),气管进口104外接空气压缩机来输入压力气源(0.5mpa左右),电源口110外接220v交流电来供电。左侧板上设有气管出口105和信号线口111并丝印对应的标识名称(如“气管出口”、“信号线口”),气管出口105与装夹装置200气动连接来对装夹装置200提供压力气源,信号线口111与装夹装置200电连接来传输操作信号。所述透明视窗109设置在所述防护罩106的顶部,以便于观察压力传感器及plc控制器的工作状态。
45.所述按钮组件包括夹紧按钮112和松开按钮113,对应地,在防护罩106顶部的一侧(如左前角)开设两个按钮孔并丝印如“夹紧”、“松开”的按钮名称,夹紧按钮112和松开按钮113插入对应的按钮孔中并固定,夹紧按钮112和松开按钮113的键帽部分露出,两个按钮的
引脚通过信号线与控制器102电连接。控制器102检测夹紧按钮112被按下时输出夹紧信号给装夹装置200,检测松开按钮113被按下时输出松开信号给装夹装置200。夹紧按钮带112有绿灯功能,松开按钮113带有黄灯功能,绿灯亮代表工作正常,黄灯亮代表暂停及异常。
46.所述第一气路组件包括第一气管114、第二气管115、第三气管116和第一气管三通接头117(t型三通);所述第一气管114的一端(即第一气路组件的进气口)从气管进口104伸出,第一气管114的另一端接入第一气管三通接头117的右支管道,第二气管115的一端(即第一气路组件的出气口)从气管出口105伸出,第二气管115的另一端接入第一气管三通接头117的左支管道,第三气管116的一端(即第一气路组件的检测口)与压力传感器103的接管气动连接,第三气管116的另一端接入第一气管三通接头117的侧支管道。压力气源从第一气管114输入,通过第三气管116输出至压力传感器103进行压力检测,通过第二气管115输出给装夹装置200。
47.优选地,所述底座101的底面还设有(螺接固定)4个地脚118,既能支撑底座,又能通过地脚上的胶圈来增加摩擦力,为了避免使用过程中控制装置100移动。
48.请一并参阅图5、图6和图7,所述装夹装置200包括夹具底座201、治具座202、气动组件、第二气路组件、松夹组件和支撑组件;所述气动组件固定在夹具底座201上,气动组件连接第二气路组件和松夹组件,气动组件与控制器电连接,所述治具座202上设有用于放置散热盖板300的台阶槽203,支撑组件设置在夹具底座201与治具座202之间并将治具座202支撑在夹具底座201上,气动组件根据控制器输出的操作信号带动松夹组件上下移动,松夹组件上移时从台阶槽203上的方孔伸出并松开,松夹组件下移时压紧散热盖板内部的两条侧边。
49.其中,所述夹具底座201是装夹装置200整体结构的支撑底板,其上布置有4个安装孔204,通过拧入螺钉将装夹装置200安装于工作台面上,保证作业的稳定性。
50.本实施例中,所述气动组件包括第一气缸205、第二气缸206、4个磁性开关(包括第一磁性开关207、第二磁性开关208、第三磁性开关209和第四磁性开关210)、磁阀安装板211和二位三通电磁阀212;所述第一气缸205和第二气缸206对应固定在夹具底座201的2个气缸安装凹槽213(用于避免气缸移动)内,第一气缸202和第二气缸203通过第二气路组件与二位三通电磁阀212气动连接,2个气缸的上侧壁和下侧壁分别安装一个磁性开关,磁性开关与控制器电连接,二位三通电磁阀212的底部插入夹具底座201一侧的磁阀安装凹槽214中进行限位,二位三通电磁阀212的侧面螺接固定在磁阀安装板211上,磁阀安装板211螺接固定在夹具底座201上。
51.其中,2个气缸分别通过4个螺钉螺接固定在夹具底座201对应的气缸安装凹槽213内。对散热盖板300两端的开口处均进行夹紧,才能提高夹紧的稳固性,为了避免加工时移位,因此,需要设置2个气缸来同步带动松夹组件,使松夹组件能对散热盖板300两端的开口处同步进行松开或压紧。2个气缸是双向作用气缸,即其进气口和出气口可互换,无论哪个口进气,另一个就自动排气到二位三通电磁阀212,二位三通电磁阀212的泄气口泄气。
52.优选地,所述气动组件还包括4个调速阀(包括第一调速阀215、第二调速阀216、第三调速阀217和第四调速阀218),型号优选为as22q-g02-06;4个调速阀分别安装在2个气缸的进气口和出气口,如第一调速阀215的出气口接入第一气缸205的进气口,第二调速阀216的出气口接入第一气缸205的出气口,第三调速阀217的出气口接入第二气缸206的进气口,
第四调速阀218的出气口接入第二气缸206的出气口,各个调速阀的进气口与第二气路组件气动连接。通过旋转气阀旋钮调节气缸上升与下降的速度,从而控制松夹组件压紧散热盖板的速度。
53.所述磁性开关用于检测气缸上下运动的位置并输出位置信号给控制器,4个磁性开关的信号线依次穿过支撑组件上的信号口、左侧板107上的信号出口111与控制装置内的控制器102电连接,控制器根据位置信号判断2个气缸是否工作到位,即活塞杆上升时是否达到了预设的上升松开位置,下降时是否处于下降夹紧位置。磁性开关内部有一对舌簧簧片,当气缸内部活塞移动,靠近磁性开关时,随活塞一起移动的永久磁铁的磁环就会磁化磁性开关内部的舌簧簧片,两个舌簧簧片相互吸引直至触点闭合,闭合信号就会反馈到plc控制器,plc控制器判断位置有效;当气缸内部活塞移动使磁环移开磁性开关后,两个舌簧簧片失磁,触点断开,无信号输出,即位置无效。
54.有效的情况下,plc控制器会继续执行下一步动作,夹具正常运行;无效的情况下,plc控制器会暂停执行下一步动作,并使松开按钮的黄灯亮起,提醒作业员夹具工作异常。
55.所述二位三通电磁阀212优选型号为4v310-06-b-1,其用于切换气路来控制气缸的上下运动。二位三通电磁阀212的信号线接口与控制装置内的控制器102之间通过信号线电连接,即两者之间的信号线穿过支撑组件上的信号口、左侧板107上的信号出口111与控制装置内的控制器102电连接。二位三通电磁阀212的气口227从支撑组件上的气源进口伸出,并通过对应气管连接控制装置100中第二气管115的一端。
56.控制器102输出夹紧信号和松开信号来控制二位三通电磁阀212对气缸进行的换向动作,具体为:二位三通电磁阀212根据控制器102输出的松开信号进行换向,将控制装置传输的压力气源直接传输至气缸,气缸向上运动使松夹组件松开;二位三通电磁阀212根据控制器102输出的夹紧信号动作,将压力气源通过第二气路组件、调速阀后进入气缸,气缸向下运动使松夹组件夹紧散热盖板300。
57.所述第二气路组件包括第四气管219、第五气管220、第六气管221、第七气管222、第八气管223、第九气管224、第二气管三通接头225和第三气管三通接头226;所述第四气管219的一端连接第一调速阀215的进气口,第四气管219的另一端接入第二气管三通接头225的左支管道,第五气管220的一端接入第二调速阀216的进气口,第五气管220的另一端接入第三气管三通接头226的左支管道,第六气管221的一端接入第二气管三通接头225的侧支管道,第六气管221的另一端接入第三调速阀217的进气口,第七气管222的一端接入第三气管三通接头226的侧支管道,第七气管222的另一端接入第四调速阀218的进气口,第八气管223的一端接入第二气管三通接头225的右支管道,第八气管223的另一端接入二位三通电磁阀212的上气口,第九气管224的一端接入第三气管三通接头226的右支管道,第九气管224的另一端接入二位三通电磁阀212的下气口。通过这些气管将二位三通电磁阀212与2个气缸气动连接,组成压力气源的传输通道。
58.所述松夹组件包括第一链接块228、第二链接块229、第一滑槽压块230、第二滑槽压块231、第三滑槽压块232、第四滑槽压块233和若干个圆柱销;第一滑槽压块230和第二滑槽压块231的底部分别通过一圆柱销过盈配合铰接在第一链接块228两端的卡槽内,第三滑槽压块232和第四滑槽压块233的底部分别通过一圆柱销过盈配合铰接在第二链接块229两端的卡槽内,各个滑槽压块的顶部从台阶槽203上的方孔伸出,2个圆柱销穿过台阶槽一侧
面并对应插入第一滑槽压块230和第二滑槽压块231的轨迹滑槽中进行间隙配合,另外2个圆柱销穿过台阶槽另一侧面并对应插入第三滑槽压块232和第四滑槽压块233的轨迹滑槽进行间隙配合,第一链接块228的中部与第一气缸205的活塞杆螺接固定,第二链接块229的中部与第二气缸206的活塞杆螺接固定。
59.具体实施时,所述台阶槽203上设有与散热盖板的尺寸适配的凹形平台,通过凹形平台的四条边进行限位来避免散热盖板放入后移动,凹形平台上设有2个方孔(贯穿整个治具座202),第一滑槽压块230和第二滑槽压块231为一组在第一方孔内升降,第三滑槽压块232和第四滑槽压块233为一组在第二方孔内升降。设有8个圆柱销,即第一圆柱销234、第二圆柱销235、第三圆柱销236、第四圆柱销237、第五圆柱销238、第六圆柱销239、第七圆柱销240和第八圆柱销241;第一圆柱销234至第四圆柱销237的长度是20mm,第五圆柱销238至第八圆柱销241的长度是50mm。
60.所述第一滑槽压块230的底部插入第一链接块228一端的卡槽中,第一滑槽压块230底部的通孔与第一链接块228一端的卡槽上的前后通孔对齐并通过插入第一圆柱销234进行过盈配合铰接;第二滑槽压块231的底部插入第一链接块228另一端的卡槽中,第二滑槽压块231底部的通孔与第一链接块228另一端的卡槽上的前后通孔对齐并通过插入第二圆柱销235进行过盈配合铰接;第三滑槽压块232的底部插入第二链接块229一端的卡槽中,第三滑槽压块232底部的通孔与第二链接块229一端的卡槽上的前后通孔对齐并通过插入第三圆柱销236进行过盈配合铰接;第四滑槽压块233的底部插入第二链接块229另一端的卡槽中,第四滑槽压块233部的通孔与第二链接块229另一端的卡槽上的前后通孔对齐并通过插入第四圆柱销237进行过盈配合铰接;第一滑槽压块230和第二滑槽压块231的顶部从台阶槽203上的第一方孔伸出,第五圆柱销238穿过台阶槽203一侧面的一通孔并插入第一滑槽压块230的轨迹滑槽242中,第六圆柱销239穿过台阶槽203一侧面的另一通孔并插入第二滑槽压块231的轨迹滑槽中,第三滑槽压块232和第四滑槽压块233的顶部从台阶槽203上的第二方孔伸出,第七圆柱销240穿过台阶槽203另一侧面的一通孔并插入第三滑槽压块232的轨迹滑槽中,第八圆柱销241穿过台阶槽203另一侧面的另一通孔并插入第四滑槽压块233的轨迹滑槽中;第一链接块228的中部与第一气缸205的活塞杆螺接固定,第二链接块229的中部与第二气缸206的活塞杆螺接固定。
61.本实施例中,过盈配合铰接,即滑槽压块通过圆柱销与链接块连接在一起,滑槽压块能相对链接块转动。间隙配合,即气缸带动各个滑槽压块上下移动时,圆柱销引导滑槽压块沿轨迹滑槽上下左右移动。请一并参阅图8和图9(箭头朝上表示气缸向上运动,箭头朝下表示气缸向下运动),轨迹滑槽由上部是竖槽和下部是向外斜的斜槽组成,气缸向上运动时(如图8所示),由于第五圆柱销238至第八圆柱销241卡在台阶槽203的侧面不会动,滑槽压块沿着轨迹滑槽向上移动时,斜槽使两个滑槽压块向中间靠拢,即可松开散热盖板;气缸向下运动时(如图9所示),滑槽压块沿着轨迹滑槽向下移动,竖槽使两个滑槽压块呈直立状,滑槽压块顶部的压面即可压紧散热盖板。
62.所述支撑组件包括防护板242和4个支撑柱243。所述防护板242固定在治具座202的底部并盖在夹具底座201上,所述防护板242采用钣金制造,其前后两侧的顶部分别设有2个螺钉沉头过孔,通过螺钉与治具座202的底部螺接固定;4个支撑柱243设置在夹具底座201与治具座202之间起支撑作用,各个支撑柱中间贯穿一螺孔,通过螺钉拧入螺孔将夹具
底座201与治具座202锁紧固定。
63.所述防护板242是由4个面板围成的,在前面板上开设有2个用于露出各个调速阀的气阀旋钮的调速口244、并丝印对应的标识名称(如“调速口”),右侧面板设有设置一个气源进口和一个信号口,并丝印对应的标识名称。二位三通电磁阀212的气口227从气源进口伸出,控制器102与二位三通电磁阀212之间信号线穿过信号口。
64.优选地,为了方便搬运装夹装置,所述治具座的左右两侧还分别设有一手柄245。本实施例对上述各个器件的尺寸不做限定,如对控制装置和装夹装置的整体长、宽、高,可根据需求来设置。
65.请继续参阅图2至图9,所述轨迹滑槽气动夹具的装夹流程为:
66.一、控制装置100通过电源口110外接220v交流电后,控制器102得电工作,空气压缩机提供的压力气源通过气管进口104进入第一气管114,从第二气管115输出给二位三通电磁阀212;按下松开按钮113时控制器102输出松开信号给二位三通电磁阀212,二位三通电磁阀212动作使气路换向,压力气源进入2个气缸,2个气缸向上运动带动链接块上移,4个滑槽压块沿着轨迹滑槽同步上移,滑槽压块从台阶槽上的方孔伸出,斜槽使滑槽压块向中间靠拢从而松开。
67.二、压力传感器103和气缸处的磁性开关开始工作,压力传感器103检测压力气源的压力值并传输给控制器判断压力是否足够,磁性开关检测气缸当前所处的否处于上升松开位置。若控制器判断压力值低于设定值,则控制压力传感器显示屏上的数值以黄色字体显示;其次,plc控制器也会停止执行下一步动作,并且使松开按钮的黄灯亮起,提醒作业员夹具工作异常,作业员通过检查发现压力值不够,作出压力调整。若没有到位,plc控制器会暂停执行下一步动作,并使松开按钮的黄灯亮起,提醒作业员夹具工作异常。
68.三、放置散热盖板的原材料在治具座的台阶槽203上。
69.四、按下夹紧按钮112时控制器102输出夹紧信号给二位三通电磁阀212,二位三通电磁阀212动作输出压力气源、通过气管、第二气管三通接头、各个调速阀后进入气缸。气缸的活塞杆向下运动从而带动链接块同步向下运动,气缸处的磁性开关检测气缸是否处于下降夹紧位置。
70.五、链接块的运动带动滑槽压块跟随运动,固定在治具座上的第五圆柱销至第八圆柱销使滑槽压块在随链接块运动的过程中,必须沿着滑槽轨迹移动,两个滑槽压块向外分开直至呈直立状,滑槽压块顶部的压面即可压紧散热盖板。
71.六、加工完散热盖板上的散热槽后,再次按下松开按钮113,控制器102输出松开信号给二位三通电磁阀212,二位三通电磁阀212动作使气路换向,气缸活塞杆换向,向上运动带动链接块上移,4个滑槽压块沿着轨迹滑槽同步上移,斜槽使滑槽压块向中间靠拢从而松开散热盖板,还避开了散热盖板的取出路径,不影响散热盖板从治具座上取下。
72.综上所述,本实用新型提供的一种轨迹滑槽气动夹具,根据松开信号控制气缸向上运动带动链接块上移,滑槽压块沿着轨迹滑槽同步上移并向中间靠拢从而实现松开操作,根据夹紧信号控制气缸向下运动带动链接块下降,滑槽压块沿着轨迹滑槽同步下降并向两边分开直至滑槽压块呈直立状,滑槽压块顶部的压面即可压紧散热盖板内部的两条侧边。对内部的侧边进行松夹,既能避免散热盖板被夹持变形,又可以避开散热盖板的取出路径,不影响散热盖板的取出,解决了现有薄壁类散热盖板的装夹固定易形变和松开取出困
难的难题。
73.同时,气缸配合调速阀使用,方便控制压紧的力度,避免对散热盖板造成压痕;通过压力传感器对压力气源的压力值的实时检测,可在压力气源低于设定值时停止工作,以避免压力值不够而影响装夹效果;通过气缸处的4个磁性开关来检测气缸上下移动时的位置来判断是否工作到位,以避免下降不到位时影响夹紧效果,上升不到位时松开角度不够不方便取出散热盖板的问题。
74.上述功能模块的划分仅用以举例说明,在实际应用中,可以根据需要将上述功能分配由不同的功能模块来完成,即划分成不同的功能模块,来完成上述描述的全部或部分功能。
75.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1