一种钻咀预排模块托盘的制作方法
1.本实用新型涉及钻咀预排模块托盘技术领域,具体为一种钻咀预排模块托盘。
背景技术:
2.现有的机械钻机有6个主轴,生产前员工排钻咀时需要手动一根刀条一根刀条的去插钻咀,6组刀条钻咀排列顺序需要完全相同,分开操作容易有排错的风险,且在钻咀的运输方面频繁拿刀条会有撞针等问题出现。
3.现有装钻咀盒容量为50支/盒,排列为5*10,而钻机为6个轴,钻咀无法按轴排列,混放容易排错,且员工发放钻咀时浪费时间,设备使用效率低。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有的缺陷,提供一种钻咀预排模块托盘,将刀条先装入托盘模板内,然后同时往刀条内插入钻咀,集中操作,便于检查及运输,通过排钻咀模块托盘的制作,可以减少生产线排钻咀的次数,同时减少排错钻咀的问题,提高员工排钻咀速度,同时减少一次排钻咀次数,缩短工时,可以提升效率,减少拿刀片的次数,避免撞针的情况出现,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种钻咀预排模块托盘,包括托盘模板和垫条,所述托盘模板的上表面纵向开设有八个长槽,且长槽的前端与托盘模板的前侧面平齐,且长槽的后端与托盘模板的后侧面之间留有阻挡连接位,托盘模板的外侧涂覆有乳胶漆层二;
6.所述垫条设有九个且横向等距离的设置在托盘模板的上表面,且长槽与垫条横向交错分布,所述垫条的外侧涂覆有乳胶漆层一。
7.可以将刀条的底部放入到长槽内,通过阻挡连接位可以阻挡刀条的后端,垫条可以对刀条两侧进行支撑,避免刀条从长槽内轻易滑脱,乳胶漆层二可以对托盘模板进行保护,避免托盘模板的磨损,同时避免托盘模板上起倒刺而影响使用,乳胶漆层一对垫条的外侧进行保护。
8.进一步的,所述垫条与长槽长度相同。
9.进一步的,所述托盘模板的厚度为十毫米,所述长槽的深度为五毫米,所述长槽的宽度为五毫米。
10.进一步的,所述垫条的宽度为七毫米,且垫条的厚度为三毫米。
11.进一步的,还包括钉子、定位孔一和定位孔二,每个垫条上分别纵向等距离的开设有五个定位孔一,所述托盘模板的上表面开设有对应定位孔一的定位孔二,对应的定位孔一和定位孔二均穿插固定有钉子,使用多个钉子将垫条固定在托盘模板上,方便组装使用。
12.与现有技术相比,本实用新型的有益效果是:本钻咀预排模块托盘,具有以下好处:
13.1、将刀条先装入托盘模板内,然后同时往刀条内插入钻咀,集中操作,便于检查及
运输,通过排钻咀模块托盘的制作,可以减少生产线排钻咀的次数,同时减少排错钻咀的问题;
14.2、使用排钻咀模块后,钻咀发放员工可直接将发放钻咀排至刀条上,写上制板编号,值机员直接将排好的模块拿至机位上机就可以使用,大大提升了设备的利用率;
15.3、提高员工排钻咀速度,同时减少一次排钻咀次数,缩短工时,可以提升效率,减少拿刀片的次数,避免撞针的情况出现。
附图说明
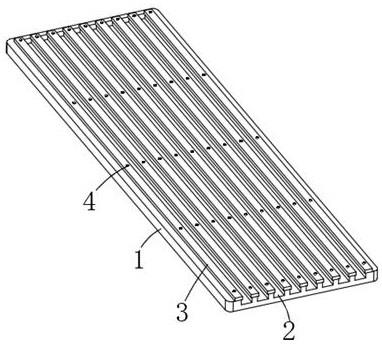
16.图1为本实用新型结构示意图;
17.图2为本实用新型局部剖面放大结构示意图;
18.图3为本实用新型使用时的结构示意图。
19.图中:1托盘模板、2长槽、3垫条、4钉子、5定位孔一、6定位孔二、7乳胶漆层一、8乳胶漆层二、9刀条。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.实施例一,请参阅图1-3,本实用新型提供一种技术方案:一种钻咀预排模块托盘,包括托盘模板1和垫条3,托盘模板1的上表面纵向开设有八个长槽2,且长槽2的前端与托盘模板1的前侧面平齐,且长槽2的后端与托盘模板1的后侧面之间留有阻挡连接位,托盘模板1的外侧涂覆有乳胶漆层二8;
22.垫条3设有九个且横向等距离的设置在托盘模板1的上表面,且长槽2与垫条3横向交错分布,垫条3的外侧涂覆有乳胶漆层一7。
23.垫条3与长槽2长度相同。
24.托盘模板1的厚度为十毫米,长槽2的深度为五毫米,长槽2的宽度为五毫米。
25.垫条3的宽度为七毫米,且垫条3的厚度为三毫米。
26.可以将刀条9的底部放入到长槽2内,通过阻挡连接位可以阻挡刀条9的后端,垫条3可以对刀条9两侧进行支撑,避免刀条9从长槽2内轻易滑脱,乳胶漆层二8可以对托盘模板1进行保护,避免托盘模板1的磨损,同时避免托盘模板1上起倒刺而影响使用,乳胶漆层一7对垫条3的外侧进行保护。
27.实施例二,请参阅图1-3,本实用新型提供一种技术方案:一种钻咀预排模块托盘,本实施例与实施例一结构大致相同,区别之处在于:
28.还包括钉子4、定位孔一5和定位孔二6,每个垫条3上分别纵向等距离的开设有五个定位孔一5,托盘模板1的上表面开设有对应定位孔一5的定位孔二6,对应的定位孔一5和定位孔二6均穿插固定有钉子4,使用多个钉子4将垫条3固定在托盘模板1上,方便组装使用。
29.钻咀预排模块托盘的制作方法包括以下步骤:
30.钻房用过报废的10mm厚的电木板用pcb锣板锣成一个140mm*460mm的托盘模板1;
31.利用pcb锣板在140mm*460mm的电木板上锣出8条10mm*455mm的长槽2,长槽2与长槽2的间距为5mm,长槽2的深度为5mm,长槽2的前端端锣空,长槽2的后端端留5mm的阻挡连接位;
32.pcb锣板上利用废电木板锣9条垫条3,垫条3的尺寸:长*宽*高:455mm*7mm*3mm;
33.在垫条3上钻五个定位孔一5,定位孔一5从垫条3的前端10mm处开始,依次定位孔位置分别为:120mm、230mm、340mm、450mm,在托盘模板1上按照垫条3的位置也依次钻上五个定位孔二6,定位孔二6的直径大小为1mm;
34.垫条3上涂上乳胶漆层一7,在托盘模板1上涂上乳胶漆层二8,依次对上定位孔后将垫条3粘在长槽2与长槽2中间的连接位上;
35.将钻孔位置钉上 1mm的钉子4固定后,排钻咀模块托盘就完成。
36.钻咀预排模块托盘为一个pcb板钻孔作业的预处理工装,钻机为6个轴同时作业,每次操作,6个轴同步取6个相同的钻咀,然后切换到下个操作,同步取下6个相同的钻咀与上一批不同,预处理工装,适应上述要求,将钻咀排成6列,每行6个相同,每列一次按工序需要的钻咀排列。
37.值得注意的:
38.1、托盘模板1上插刀条的长槽2长度为455mm,保证每个长槽2内可一次性放4根刀条9;
39.2、长槽2宽10mm,与刀条9宽度等大,确保刀条9可以有效的插入托盘模板1上;
40.3、垫条3宽度为7mm,确保刀条9插入后不会掉出;
41.4、长槽2的深度大于等于刀条9底部的卡接部位,刀条9底部的卡接部位深度为4mm,长槽2的槽深为5mm;
42.5、长槽2的槽深与垫条3总高度小于等于刀条9的高度,刀条9的高度为16mm,否则刀条9会掉进长槽2,拿取方便,刀条9的顶部部分裸露在外面方便插拔。
43.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1