前控制臂夹具的制作方法
1.本技术属于夹持机构技术领域,更具体地,涉及前控制臂夹具。
背景技术:
2.目前汽车作为普通的交通工具,其需要量越来越大,为了满足市场的需求,各汽车生产厂家需不断进行技术革新。
3.传统的汽车前控制臂夹具夹紧方式采用人工装解夹紧方式,生产过程中经常出现夹紧块忘记安装,继而导致撞刀,增加产品单件成本。
技术实现要素:
4.为解决上述技术中存在的缺陷,本技术提供了前控制臂夹具,其实质在于改善传统的汽车前控制臂夹具夹紧方式采用人工装解夹紧方式,生产过程中经常出现夹紧块忘记安装,继而导致撞刀,增加产品单件成本的问题。
5.为实现上述目的,本技术的技术方案如下:
6.前控制臂夹具包括支撑组件和夹持组件。
7.所述支撑组件包括:底板、第一固定座、第二固定座、支撑板和工件,所述第一固定座和所述第二固定座均固定在所述底板的上表面上,所述支撑板固定在所述第一固定座和所述第二固定座之间,所述工件插设在所述支撑板上。
8.所述夹持组件包括第一辅助定位顶紧缸、第一主夹紧液压旋转压爪、第二主夹紧液压旋转压爪、第二辅助定位顶紧缸、第三主夹紧液压旋转压爪、第一辅助定位部和第二辅助定位部,所述第一辅助定位顶紧缸、所述第一主夹紧液压旋转压爪、所述第二主夹紧液压旋转压爪、所述第二辅助定位顶紧缸、所述第三主夹紧液压旋转压爪、所述第一辅助定位部和所述第二辅助定位部均固定在所述支撑板的上表面上。
9.在上述实现过程中,所述支撑组件还包括底座,所述底座固定在所述底板的下表面上。
10.在上述实现过程中,所述支撑组件还包括吊耳,不同的所述吊耳分别固定在所述第一固定座的外壁和所述第二固定座的外壁上。
11.在上述实现过程中,所述支撑组件还包括第一定位销,所述第一定位销固定在所述支撑板的外壁上,所述工件套设在所述第一定位销上。
12.在上述实现过程中,所述支撑组件还包括第二定位销,所述第二定位销固定在所述支撑板的外壁上,所述工件套设在所述第二定位销上。
13.在上述实现过程中,所述工件上开设有通孔,不同的所述通孔分别与所述第一定位销和所述第二定位销相对应在一起。
14.在上述实现过程中,所述第一辅助定位部包括导柱、定位块和锁紧件,所述导柱固定在所述支撑板的上表面上,所述定位块转动套设在所述导柱上,所述锁紧件螺纹贯穿所述定位块,所述锁紧件和所述导柱相对应设置。
15.在上述实现过程中,所述夹持组件还包括第一定位辅助支撑点和第二定位辅助支撑点,所述第一定位辅助支撑点和所述第二定位辅助支撑点均固定在所述支撑板的上表面上。
16.本技术与现有技术相比,具有以下优点:
17.使用时,通过第一定位销和第二定位销把工件放置在支撑板上,第一定位辅助支撑点和第二定位辅助支撑点防止工件移动,第一辅助定位顶紧缸、第一主夹紧液压旋转压爪、第二主夹紧液压旋转压爪、第二辅助定位顶紧缸和第三主夹紧液压旋转压爪工作把工件挤压住,操作第一辅助定位部和第二辅助定位部把工件抵住,在上述步骤的作用下使工件被夹持固定住,该前控制臂夹具减少了人工操作,避免撞刀事故发生,降低了产品单件成本。
附图说明
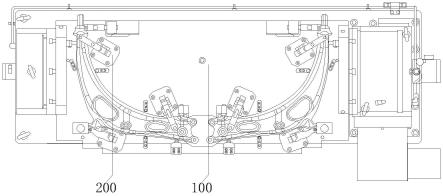
18.图1是本技术实施方式提供的前控制臂夹具的结构示意图;
19.图2是本技术实施方式提供的支撑组件的结构示意图;
20.图3为本技术实施方式提供的夹持组件的结构示意图;
21.图4为本技术实施方式提供的支撑组件和夹持组件的关系图。
22.图中:支撑组件100,底板110,底座120,第一固定座130,第二固定座140,支撑板150,吊耳160,工件170,第一定位销180,第二定位销190,通孔191,夹持组件200,第一辅助定位顶紧缸210,第一主夹紧液压旋转压爪220,第二主夹紧液压旋转压爪230,第二辅助定位顶紧缸240,第三主夹紧液压旋转压爪250,第一辅助定位部260,导柱261,定位块262,锁紧件263,第二辅助定位部270,第一定位辅助支撑点280,第二定位辅助支撑点290。
具体实施方式
23.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合实施例,对本技术进行进一步详细说明。
24.应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
25.实施例中,如无特别说明,所用手段均为本领域常规的手段。
26.请参阅图1-图4,本技术提供前控制臂夹具,包括支撑组件100和夹持组件200。夹持组件200设置在支撑组件100上,通过第一定位销180和第二定位销190把工件170放置在支撑板150上,第一定位辅助支撑点280和第二定位辅助支撑点290防止工件170移动,第一辅助定位顶紧缸210、第一主夹紧液压旋转压爪220、第二主夹紧液压旋转压爪230、第二辅助定位顶紧缸240和第三主夹紧液压旋转压爪250工作把工件170挤压住,操作第一辅助定位部260和第二辅助定位部270把工件170抵住,在上述步骤的作用下使工件170被夹持固定住,该前控制臂夹具减少了人工操作,避免撞刀事故发生,降低了产品单件成本。
27.请参阅图1-图3,支撑组件100包括:底板110、第一固定座130、第二固定座140、支撑板150和工件170,第一固定座130和第二固定座140均固定在底板110的上表面上,支撑组件100还包括底座120,底座120固定在底板110的下表面上,底座120使底板110的下表面离开地面,有效的防止地面上的污渍腐蚀底板110的下表面,支撑组件100还包括吊耳160,不同的吊耳160分别固定在第一固定座130的外壁和第二固定座140的外壁上,吊耳160便于对
该夹具进行吊运,支撑板150固定在第一固定座130和第二固定座140之间,支撑组件100还包括第一定位销180,第一定位销180固定在支撑板150的外壁上,工件170套设在第一定位销180上,第一定位销180便于把工件170快速的定位在支撑板150上的指定位置处,支撑组件100还包括第二定位销190,第二定位销190固定在支撑板150的外壁上,工件170套设在第二定位销190上,第二定位销190便于把工件170快速的定位在支撑板150上的指定位置处,工件170插设在支撑板150上,工件170上开设有通孔191,不同的通孔191分别与第一定位销180和第二定位销190相对应在一起,通孔191便于对第一定位销180和第二定位销190穿过工件170。
28.请参阅图2和图4,夹持组件200包括第一辅助定位顶紧缸210、第一主夹紧液压旋转压爪220、第二主夹紧液压旋转压爪230、第二辅助定位顶紧缸240、第三主夹紧液压旋转压爪250、第一辅助定位部260和第二辅助定位部270,第一辅助定位顶紧缸210、第一主夹紧液压旋转压爪220、第二主夹紧液压旋转压爪230、第二辅助定位顶紧缸240、第三主夹紧液压旋转压爪250、第一辅助定位部260和第二辅助定位部270均固定在支撑板150的上表面上,第一辅助定位部260包括导柱261、定位块262和锁紧件263,导柱261固定在支撑板的上表面上,定位块262转动套设在导柱261上,锁紧件263螺纹贯穿定位块262,锁紧件263和导柱261相对应设置,转动定位块262便于对其的方位进行调节,调节好后把持住定位块262,旋转锁紧件263,锁紧件263的端部通过挤压导柱261的外壁,使定位块262被固定在导柱261上,本实施例中的锁紧件263为螺栓,夹持组件200还包括第一定位辅助支撑点280和第二定位辅助支撑点290,第一定位辅助支撑点280和第二定位辅助支撑点290均固定在支撑板150的上表面上,第一定位辅助支撑点280和第二定位辅助支撑点290使工件170更加快速的被固定在支撑板150上。
29.具体的,该前控制臂夹具的工作原理:使用时,通过第一定位销180和第二定位销190把工件170放置在支撑板150上,第一定位辅助支撑点280和第二定位辅助支撑点290防止工件170移动,第一辅助定位顶紧缸210、第一主夹紧液压旋转压爪220、第二主夹紧液压旋转压爪230、第二辅助定位顶紧缸240和第三主夹紧液压旋转压爪250工作把工件170挤压住,操作第一辅助定位部260和第二辅助定位部270把工件170抵住,在上述步骤的作用下使工件170被夹持固定住,该前控制臂夹具减少了人工操作,避免撞刀事故发生,降低了产品单件成本。
30.以上实施例仅表达了本技术的几种实施方式,其描较为具体和详细,但并不能因此而理解为对申请专利范围的限制。
31.应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1