一种风琴纸冲压设备的制作方法
1.本技术涉及蜂窝纸品生产领域,尤其是涉及一种风琴纸冲压设备。
背景技术:
2.风琴纸是蜂窝纸品的其中一种形式,风琴纸根据自然界蜂窝巢的结构原理制作,如公告号为cn208850983u、cn208640230u、cn304755476s、cn303567856s的中国专利所公开的风琴纸产品,风琴纸产品因具有环保、便于收纳等优点,被广泛进行应用于日常生活中。
3.现有的风琴纸产品制作过程通常包括以下步骤:s1、将多层原纸(通常4-8层 )用交叉间隔布置的胶水进行粘连,以形成原纸组,且在原纸组上侧/下侧预留胶水;s2、将多个原纸组依次叠加,且用原纸组上侧/下侧预留胶水进行粘连,以形成所需厚度的原纸整体;s3、利用数控铣床进行铣切加工,将原纸整体铣切形成所需形状的风琴纸产品。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:原纸整体利用数控铣床铣切加工的过程中,容易产生大量的纸屑粉尘,污染工作环境;因此,可作进一步改善。
技术实现要素:
5.为了便于对风琴纸产品进行收集,本技术提供一种风琴纸冲压设备。
6.本技术的上述目的是通过以下技术方案得以实现的:
7.一种风琴纸冲压设备,包括机架、刀模以及冲压组件,所述刀模包括安装于机架的模板以及模体,所述模体贯穿固设于模板且位于原纸组下方,所述冲压组件安装于机架且位于原纸组上方,以推动原纸组与模体相接触冲压;所述机架安装有顶出装置,所述顶出装置包括顶出板、固设于顶出板且与模体相对应的顶出杆以及顶出驱动组件,所述顶出板安装于顶出驱动组件输出端,所述顶出驱动组件安装于机架一侧且用于驱动顶出板移动,以令顶出杆插入相对应的模体。
8.通过采用上述技术方案,当刀模以及冲压组件相互配合重复完成多次的冲压加工,多次冲压所形成的多个风琴纸产品组件通过其上侧/下侧预留胶水进行粘连,最终形成风琴纸产品。此时,顶出驱动组件安装于机架一侧且用于驱动顶出板移动,以令顶出杆插入相对应的模体,将风琴纸产品顶出刀模,便于对风琴纸产品进行收集。
9.可选的,所述顶出驱动组件包括固设于机架一侧的竖直气缸以及固设于竖直气缸输出端的水平气缸,所述顶出板固设于水平气缸输出端。
10.通过采用上述技术方案,水平气缸推动顶出板移动至刀模正上方,随后竖直气缸带动水平气缸、顶出板朝下移动,使多个顶出杆能够同时插入多个模体,将风琴纸产品顶出刀模,便于对风琴纸产品进行收集。
11.可选的,所述机架前后两侧均安装有传送装置,所述传送装置包括固设于机架的连接板、两个转动设置于连接板的传送辊以及传送驱动组件,两个所述传送辊分别抵接于原纸组上侧以及下侧,所述传送驱动组件安装于连接板且用于驱动其中一个传送辊转动。
12.通过采用上述技术方案,当传送驱动组件能够驱动其中一个传送辊转动时,由于两个传送辊分别抵接于原纸组上侧以及下侧,使两个传送辊同步异向转动并带动原纸组进行传送,使原纸组能够间歇性进行传送,以实现多次冲压。
13.可选的,所述刀模朝向原纸组一侧安装有弹性复位件。
14.通过采用上述技术方案,在完成一次冲压步骤之后,弹性复位件能够推动原纸组朝向移动复位,使原纸组与模体相互分离,便于原纸组传送一定的长度,以进行下一次的冲压步骤,以此循环。
15.可选的,所述弹性复位件包括多个间隔布置的海绵,所述海绵与原纸组预留的胶水相互错开布置。
16.通过采用上述技术方案,海绵与原纸组预留的胶水相互错开布置,则尽量避免预留的胶水附着于弹性复位件,导致多个风琴纸产品组件之间的粘连稳定性下降。
17.可选的,所述机架包括底座、位于底座正上方的顶盖以及竖直布置的导向杆,所述导向杆两端分别固设于底座以及顶盖。
18.通过采用上述技术方案,导向杆为刀模、冲压组件提供安装基础。
19.可选的,所述冲压组件包括滑动设置于导向杆的冲压板以及冲压气缸,所述冲压气缸固设于顶盖,且所述冲压气缸输出端固设于冲压板。
20.通过采用上述技术方案,冲压气缸能够推动冲压板下降,从而使冲压板推动原纸组下降。
21.综上所述,本技术至少包括以下有益技术效果:
22.1.当刀模以及冲压组件相互配合重复完成多次的冲压加工,多次冲压所形成的多个风琴纸产品组件通过其上侧/下侧预留胶水进行粘连,最终形成风琴纸产品;此时,顶出驱动组件安装于机架一侧且用于驱动顶出板移动,以令顶出杆插入相对应的模体,将风琴纸产品顶出刀模,便于对风琴纸产品进行收集;
23.2.水平气缸推动顶出板移动至刀模正上方,随后竖直气缸带动水平气缸、顶出板朝下移动,使多个顶出杆能够同时插入多个模体,将风琴纸产品顶出刀模,便于对风琴纸产品进行收集。
附图说明
24.图1是本技术的整体结构示意图。
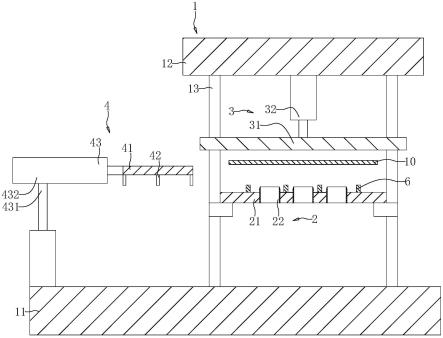
25.图2是本技术的剖视结构示意图。
26.附图标记说明:1、机架;11、底座;12、顶盖;13、导向杆;2、刀模;21、模板;22、模体;3、冲压组件;31、冲压板;32、冲压气缸;4、顶出装置;41、顶出板;42、顶出杆;43、顶出驱动组件;431、竖直气缸;432、水平气缸;5、传送装置;51、连接板;52、传送辊;53、传送驱动组件;6、弹性复位件;10、原纸组。
具体实施方式
27.以下结合附图1-2对本技术作进一步详细说明。
28.本技术实施例公开一种风琴纸冲压设备。
29.参照图1、2,风琴纸冲压设备包括机架1、刀模2以及冲压组件3;其中,原纸组10由
机架1中部传送穿过,刀模2以及冲压组件3均安装于机架1,且刀模2以及冲压组件3分别位于原纸组10两侧,且刀模2以及冲压组件3相互配合以对原纸组10进行冲压加工。
30.具体的,机架1包括底座11、位于底座11正上方的顶盖12以及四个导向杆13;其中,四个导向杆13均呈竖直布置,四个导向杆13的底端分别固设于底座11四个边角,四个导向杆13的顶端分别固设于顶盖12四个边角,以形成框架状的机架1,供原纸组10由机架1中部传送穿过。
31.冲压组件3包括冲压板31以及冲压气缸32;其中,冲压板31为水平布置的矩形板状体结构,冲压板31滑动设置于导向杆13;冲压气缸32固设于顶盖12,冲压气缸32输出端竖直朝下布置,且冲压气缸32输出端固设于冲压板31,使冲压气缸32能够推动冲压板31下降,从而使冲压板31推动原纸组10下降。
32.刀模2包括模板21以及多个模体22;其中,模板21为水平布置的矩形板状体结构,模板21固定安装于机架1的导向杆13,且模板21位于原纸组10下方;模体22为两端贯通的筒状体结构,模体22内周与风琴纸产品形状相吻合,模体22底部贯穿固设于模板21,模体22顶部设置为刀口,使模体22顶部能够对原纸组10进行冲压加工,且冲压所形成的风琴纸产品组件留在模体22内部,在达到一定量时由模体22底部传出。
33.原纸组10由机架1中部传送穿过时,冲压组件3推动原纸组10与模体22相接触冲压,使模体22顶部能够对原纸组10进行冲压加工,且冲压所形成的风琴纸产品组件留在模体22内部。通过重复多次的冲压加工,多次冲压所形成的多个风琴纸产品组件通过其上侧/下侧预留胶水进行粘连,最终形成风琴纸产品。
34.在本实施例中,刀模2的模板21朝向原纸组10一侧安装有弹性复位件6;弹性复位件6包括多个长条状的海绵,多个海绵相互间隔布置,海绵与原纸组10预留的胶水相互错开布置。在完成一次冲压步骤之后,弹性复位件6能够推动原纸组10朝向移动复位,使原纸组10与模体22相互分离,便于原纸组10传送一定的长度,以进行下一次的冲压步骤,以此循环。而海绵与原纸组10预留的胶水相互错开布置,则尽量避免预留的胶水附着于弹性复位件6,导致多个风琴纸产品组件之间的粘连稳定性下降。
35.在本实施例中,机架1前后两侧均安装有传送装置5,传送装置5包括固设于机架1的连接板51、两个转动设置于连接板51的传送辊52以及传送驱动组件53;其中,两个传送辊52分别抵接于原纸组10上侧以及下侧,传送驱动组件53为固定安装于连接板51的电机,电机输出轴同轴固设于其中一个传送辊52,使传送驱动组件53能够驱动其中一个传送辊52转动。
36.当传送驱动组件53能够驱动其中一个传送辊52转动时,由于两个传送辊52分别抵接于原纸组10上侧以及下侧,使两个传送辊52同步异向转动并带动原纸组10进行传送,使原纸组10能够间歇性进行传送,以实现多次冲压。
37.在本实施例中,机架1一侧安装有顶出装置4,顶出装置4包括顶出板41、多个顶出杆42以及顶出驱动组件43;其中,顶出驱动组件43包括竖直气缸431以及水平气缸432;竖直气缸431固设于机架1一侧且呈竖直布置,水平气缸432固设于竖直气缸431输出端且呈水平布置;顶出板41为水平布置的矩形板状体结构,顶出板41固设于水平气缸432输出端,顶出杆42为竖直布置的杆状体结构,多个顶出杆42均固设于顶出板41一侧,且多个顶出杆42与多个模体22一一相对应设置,使多个顶出杆42能够同时插入多个模体22。
38.当刀模2以及冲压组件3相互配合重复完成多次的冲压加工,多次冲压所形成的多个风琴纸产品组件通过其上侧/下侧预留胶水进行粘连,最终形成风琴纸产品。此时,水平气缸432推动顶出板41移动至刀模2正上方,随后竖直气缸431带动水平气缸432、顶出板41朝下移动,使多个顶出杆42能够同时插入多个模体22,将风琴纸产品顶出刀模2,便于对风琴纸产品进行收集。
39.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之上内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1