一种销轴漏机加工检测夹具的制作方法
1.本实用新型涉及一种检测夹具,更具体的说是涉及一种销轴漏机加工检测夹具。
背景技术:
2.销轴在出厂之后一般需要对销轴成品的外观、长度和直径等参数进行检测,具体的检测项目随着销轴的形状而改变,目前现有技术中如图1中所示的销轴,其结构包括中间大圆柱体,在大圆柱体的左端设置一个小圆柱体,右端设置一个中圆柱体,然后在大圆柱体的侧壁靠近右端的位置上开设一个环槽,因此在检测上述销轴的过程中,就需要检测该销轴的外观、整体长度、大圆柱体长度、小圆柱体长度、中圆柱体长度和环槽的长度,以及小圆柱体直径、大圆柱体直径、环槽直径和中圆柱体直径,因此若是采用游标卡尺逐一测量验证的方式,在产品数量较多的情况下,便会显得十分的费事,效率也不高,因而现有技术中多采用通止规来实现快速检测。
3.目前现有技术中有专利号为2014204001865,名称为一种带有台阶和销轴的通止规的实用新型专利公开了,通过在长方体主体部分的上下两侧竖直方向上开有“u”形通槽的方式来实现通止规的检测功能,然而上述方式的所能够检测的销轴结构为两端圆柱直径大小相同,中间圆柱直径最大的销轴结构,因而并不能够很好的适用于图1中所示的销轴结构。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种能够同步对销轴上多个部位直径长度进行检测的销轴漏机加工检测夹具。
5.为实现上述目的,本实用新型提供了如下技术方案:一种销轴漏机加工检测夹具,包括上组合板和下组合板,所述下组合板的上侧边开设有检测槽,该检测槽设有左端直径检测沿、中部直径检测沿和右端直径检测沿,所述左端直径检测沿的右侧与右端直径检测沿的左侧之间组合成检测部件大圆柱体长度的检测槽结构,所述左端直径检测沿的上侧边作为检测部件小圆柱体长度的检测边,所述右端直径检测沿的上侧边作为检测部件中圆柱体长度的检测边,所述中部直径检测沿的上侧边作为检测部件环槽长度的检测边,所述上组合板与下组合板为镜像结构,且上组合板的下侧边与下组合板的上侧边相互之间可拆卸连接,以相互拼接,当上组合板和下组合板相互拼接时,两个左端直径检测沿之间构成检测小圆柱体直径的通孔,两个中部直径检测沿之间构成检测环槽的通孔,两个右端直径检测沿之间构成检测部件中圆柱体的通孔。
6.作为本实用新型的进一步改进,所述上组合板的下侧边内开设有安装槽,所述下组合板的上侧边固定有安装柱,当上组合板与下组合板相互拼接时,安装柱插入到安装槽内。
7.作为本实用新型的进一步改进,所述检测槽的槽底开设有凹槽,所述凹槽成长条状,一端延伸至左端直径检测沿另一端延伸至中部直径检测沿。
8.作为本实用新型的进一步改进,所述凹槽的断面呈瓶形设置,该瓶形瓶口作为凹槽的槽口,瓶底呈圆形设置。
9.本实用新型的有益效果,通过下组合板上的检测槽以及左端直径检测沿、中部直径检测沿和右端直径检测沿的设置,便可有效的构成一个检测销轴部件的止规结构,而采用了上组合板与下组合板为镜像结构的方式,便可利用两者之间的相互拼接构成想要的通规结构,并且通过左端直径检测沿、中部直径检测沿和右端直径检测沿的设置,可在止规状态时实现对于销轴部件多个部位长度进行检测,而在通规状态时,实现对于销轴部件多个部位的直径进行检测。
附图说明
10.图1为应用于本实用新型的检测夹具的销轴部件结构示意图;
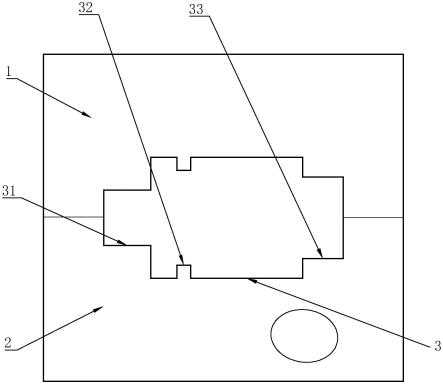
11.图2为本实用新型的销轴漏机加工检测夹具的结构示意图;
12.图3为上组合板和下组合板分离时的结构示意图;
13.图4为下组合板的中部剖面示意图。
具体实施方式
14.下面将结合附图所给出的实施例对本实用新型做进一步的详述。
15.参照图2至4所示,本实施例的一种销轴漏机加工检测夹具,包括上组合板1和下组合板2,所述下组合板2的上侧边开设有检测槽3,该检测槽3设有左端直径检测沿31、中部直径检测沿32和右端直径检测沿33,所述左端直径检测沿31的右侧与右端直径检测沿33的左侧之间组合成检测部件大圆柱体长度的检测槽结构,所述左端直径检测沿31的上侧边作为检测部件小圆柱体长度的检测边,所述右端直径检测沿31的上侧边作为检测部件中圆柱体长度的检测边,所述中部直径检测沿32的上侧边作为检测部件环槽长度的检测边,所述上组合板1与下组合板2为镜像结构,且上组合板1的下侧边与下组合板2的上侧边相互之间可拆卸连接,以相互拼接,当上组合板1和下组合板2相互拼接时,两个左端直径检测沿31之间构成检测小圆柱体直径的通孔,两个中部直径检测沿32之间构成检测环槽的通孔,两个右端直径检测沿33之间构成检测部件中圆柱体的通孔,通过上述结构的设置,便可有效的实现对于图1所示的部件进行长度、正反以及直径进行检测了,并且采用了中部直径检测沿32的设置,便可实现对于环槽的长度以及直径检测,如此相比于现有技术中的方式,能够更好的实现对于图1所示部件的相关检测,同时本实施例中的下组合板2的端面上还设有供手指部分嵌入的凹槽,以此增加人们手持夹具时的防滑性能,避免在检测的过程中由于部件的撞击导致夹具掉落而减慢检测速度的问题,其中本实施例中的凹槽一般设置三个,其中一个在前端面供人大拇指放置,另外两个相互间隔的设置在后端面供人其他两个手指放置,以此有效的定位。
16.作为改进的一种具体实施方式,所述上组合板1的下侧边内开设有安装槽,所述下组合板2的上侧边固定有安装柱,当上组合板1与下组合板2相互拼接时,安装柱插入到安装槽内,通过上述结构的设置,便可简单有效的实现上组合板1与下组合板2相互可拆卸的效果,并且本实施例中可以在侧边内嵌磁铁使得两个侧边相吸的方式进一步增加连接后结构的牢固性。
17.作为改进的一种具体实施方式,所述检测槽3的槽底开设有凹槽,所述凹槽成长条状,一端延伸至左端直径检测沿31另一端延伸至中部直径检测沿32,通过凹槽的设置便提供了一个可拆装的空间,如此在检测其他性质的销轴的时候,只需要通过凹槽安装相应的部件组合板即可改变检测槽3的形状,例如检测大圆柱体中间还具有一个环槽的销轴时,只需要在凹槽对应大圆柱体中间的位置上安装一个与该环槽相适配的部件条即可。
18.作为改进的一种具体实施方式,所述凹槽的断面呈瓶形设置,该瓶形瓶口作为凹槽的槽口,瓶底呈圆形设置,通过上述结构的设置可实现构成内大外小的结构,如此在相适配的部件安装进来时,便会因为边沿的限制而难以掉出去,很好的增加了连接结构的稳定性。
19.综上所述,本实施例的检测夹具结构,能够很好的实现对于图1所示销轴部件的检测。
20.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种销轴漏机加工检测夹具,其特征在于:包括上组合板(1)和下组合板(2),所述下组合板(2)的上侧边开设有检测槽(3),该检测槽(3)设有左端直径检测沿(31)、中部直径检测沿(32)和右端直径检测沿(33),所述左端直径检测沿(31)的右侧与右端直径检测沿(33)的左侧之间组合成检测部件大圆柱体长度的检测槽结构,所述左端直径检测沿(31)的上侧边作为检测部件小圆柱体长度的检测边,所述右端直径检测沿(31)的上侧边作为检测部件中圆柱体长度的检测边,所述中部直径检测沿(32)的上侧边作为检测部件环槽长度的检测边,所述上组合板(1)与下组合板(2)为镜像结构,且上组合板(1)的下侧边与下组合板(2)的上侧边相互之间可拆卸连接,以相互拼接,当上组合板(1)和下组合板(2)相互拼接时,两个左端直径检测沿(31)之间构成检测小圆柱体直径的通孔,两个中部直径检测沿(32)之间构成检测环槽的通孔,两个右端直径检测沿(33)之间构成检测部件中圆柱体的通孔。2.根据权利要求1所述的销轴漏机加工检测夹具,其特征在于:所述上组合板(1)的下侧边内开设有安装槽,所述下组合板(2)的上侧边固定有安装柱,当上组合板(1)与下组合板(2)相互拼接时,安装柱插入到安装槽内。3.根据权利要求2所述的销轴漏机加工检测夹具,其特征在于:所述检测槽(3)的槽底开设有凹槽,所述凹槽成长条状,一端延伸至左端直径检测沿(31)另一端延伸至中部直径检测沿(32)。4.根据权利要求3所述的销轴漏机加工检测夹具,其特征在于:所述凹槽的断面呈瓶形设置,该瓶形瓶口作为凹槽的槽口,瓶底呈圆形设置。
技术总结
本实用新型公开了一种销轴漏机加工检测夹具,包括上组合板和下组合板,所述下组合板的上侧边开设有检测槽,该检测槽设有左端直径检测沿、中部直径检测沿和右端直径检测沿。本实用新型的销轴漏机加工检测夹具,通过上述结构的设置,便可有效的实现构成检测销轴的通规和止规了。和止规了。和止规了。
技术研发人员:卢俊宏
受保护的技术使用者:浙江华远汽车科技股份有限公司
技术研发日:2022.09.16
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1