一种硅胶制品复合切口刀模的制作方法
1.本实用新型涉及硅胶制品冲切领域,尤其涉及一种硅胶制品复合切口刀模。
背景技术:
2.硅胶是指氧化硅胶,是一种高活性吸附材料,其具有良好的弹性,稳定性,化学性质稳定,耐高温和低温,因此其被广泛应用于食品和医疗行业。
3.目前现有技术中,硅胶会被加工成各种形状的产品,如硅胶奶嘴、硅胶按键等等,也可加工成如图1所示的硅胶制品,该硅胶制品初步成型后为整片产品(多个成品在一块板子上),需要经过冲切才能成为独立的成品;如图1中的产品,现有工艺需要冲切两次,第一次先冲切外形,第二次再冲切“一字型”的切口;两次冲切就需要两套单工序刀模,并且两次冲切需要两次模内定位,两次冲切的工艺不仅工序繁琐,并且两次模内定位容易造成“一字型”切口位置的偏差,影响产品的良品率、生产效率及生产的连贯性。
技术实现要素:
4.本实用新型的目的是提供一种硅胶制品复合切口刀模。
5.本实用新型的目的创新点在于:本复合切口刀模无需二次定位,只需一次冲切即可得到成品,提高产品的良品率、生产效率及生产的连贯性。
6.为实现上述实用新型目的,本实用新型的技术方案是:
7.一种硅胶制品复合切口刀模,包括上、下布置的弹板与下模座,所述下模座与弹板之间设置可下压弹性结构,所述弹板顶部中心设置凹腔,所述凹腔内固定连接外刀口板,所述外刀口板上设置外刀口刀片;所述下模座上设置若干内刀片,所述内刀片顶部刀口伸至凹腔内,所述外切口刀片与内刀片组成与硅胶制品切口相匹配的形状;所述可下压弹性结构包括均匀设置在下模座外边缘的若干限位螺钉,所述限位螺钉上套设弹簧,所述弹板外边缘周圈开设若干与限位螺钉相对应的限位孔,所述弹板插设在限位螺钉上,所述下模座与弹板之间还设置限位结构。
8.进一步地,所述限位结构包括设置在弹板底面中心的限位板及设置在下模座中心的固定板,所述下模座上还设置导向螺钉,所述导向螺钉穿过固定板及限位板后顶部伸至弹板的凹腔内;所述固定板与限位螺钉之间留有空隙形成弹簧容腔,所述弹簧设置在弹簧容腔内。
9.进一步地,所述固定板及限位板上还设置与内刀片相对应的刀片槽。
10.进一步地,所述固定板与限位板之间的间距为3mm-3.5mm。
11.进一步地,所述内刀片顶部中心设置u形定位缺口。
12.本实用新型的有益效果是:
13.第一:外切口刀片与内刀片组成与硅胶制品切口相匹配的形状,外切口刀片冲切硅胶制品的外形,内刀片冲切硅胶制品的切口,无需二次定位,只需一次冲切即可得到成品,提高产品的良品率、生产效率及生产的连贯性;
14.第二:设置可下压弹性结构和限位结构,确保弹板下压至限定位置时外切口刀片与内刀片的刀口高度一致,便于后续下压时外形切口和“一字型”切口可同时切断;
15.第三:内刀片顶部中心设置u形定位缺口,一方面可利用缺口进行定位,另一方面一个内刀片可冲切两个产品的切口。
附图说明
16.图1为本实用新型现有技术示意图。
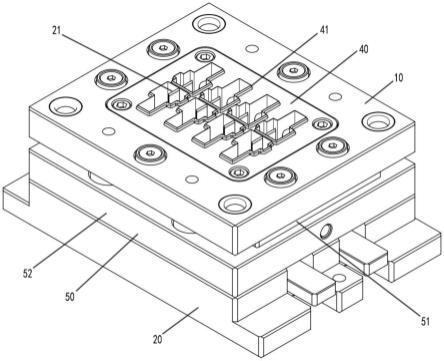
17.图2为本实用新型结构示意图。
18.图3为弹板剖面图。
19.图4为本实用新型截面图。
20.图中:10是弹板、11是凹腔、12是限位孔、20是下模座、21是内刀片、21.1是定位缺口、22是导向螺钉、30是可下压弹性结构、31是限位螺钉、32是弹簧、33是弹簧容腔、40是外刀口板、41是外刀口刀片、50是限位结构、51是限位板、52是固定板、53是刀片槽。
具体实施方式
21.下面将结合附图对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.实施例1:
23.一种硅胶制品复合切口刀模,包括上、下布置的弹板10与下模座20,所述下模座20与弹板10之间设置可下压弹性结构30,所述弹板10顶部中心设置凹腔11,所述凹腔11内固定连接外刀口板40,所述外刀口板40上设置外刀口刀片41;所述下模座20上设置若干内刀片21,所述内刀片21顶部刀口伸至凹腔11内,所述外切口刀片41与内刀片21组成与硅胶制品切口相匹配的形状,外切口刀片41与内刀片21之间存在高度差;所述可下压弹性结构30包括均匀设置在下模座20外边缘的若干限位螺钉31,所述限位螺钉31上套设弹簧32,所述弹板10外边缘周圈开设若干与限位螺钉31相对应的限位孔12,所述弹板10插设在限位螺钉31上,所述下模座20与弹板10之间还设置限位结构50。
24.进一步地,所述内刀片21的数量可根据硅胶制品的数量及“一字型”切口数量确定。
25.进一步地,所述限位结构50包括设置在弹板10底面中心的限位板51及设置在下模座20的固定板52,所述下模座20上还设置导向螺钉22,所述导向螺钉22穿过固定板52及限位板51后顶部伸至弹板10的凹腔11内;所述固定板52与限位螺钉31之间留有空隙形成弹簧容腔33,所述弹簧32设置在弹簧容腔33内。
26.进一步地,所述固定板52及限位板51上还设置与内刀片21相对应的刀片槽53。
27.进一步地,所述固定板52与限位板51之间的间距为3mm-3.5mm,弹板下压,当固定板52与限位板51相碰触时即为限定位置,此时内刀片21与外刀口刀片41刀口的高度一致。
28.进一步地,所述内刀片21顶部中心设置u形定位缺口21.1,设置定位缺口21.1,一个内刀片21即可冲切两个成品的切口。
29.本刀模使用方法,将硅胶制品倒扣(凸起部分朝下)在外刀口板40上,“一字型”切口位置对准内刀片21,外形位置对准外刀口刀片41,对准定位后,在弹板10上方设置一块尼龙板,下压尼龙板,弹板10随之下压,在限位结构50的限位下,外刀口刀片41与内刀片21处
于同一平面;当尼龙板持续向下作用力时,外刀口刀片41与内刀片21同时切入尼龙板内;将产品外形及“一字型”切口同时冲切完成。
30.所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
技术特征:
1.一种硅胶制品复合切口刀模,包括上、下布置的弹板(10)与下模座(20),其特征在于:所述下模座(20)与弹板(10)之间设置可下压弹性结构(30),所述弹板(10)顶部中心设置凹腔(11),所述凹腔(11)内固定连接外刀口板(40),所述外刀口板(40)上设置外切口刀片(41);所述下模座(20)上设置若干内刀片(21),所述内刀片(21)顶部刀口伸至凹腔(11)内,所述外切口刀片(41)与内刀片(21)组成与硅胶制品切口相匹配的形状;所述可下压弹性结构(30)包括均匀设置在下模座(20)外边缘的若干限位螺钉(31),所述限位螺钉(31)上套设弹簧(32),所述弹板(10)外边缘周圈开设若干与限位螺钉(31)相对应的限位孔(12),所述弹板(10)插设在限位螺钉(31)上,所述下模座(20)与弹板(10)之间还设置限位结构(50)。2.根据权利要求1所述的一种硅胶制品复合切口刀模,其特征在于:所述限位结构(50)包括设置在弹板(10)底面中心的限位板(51)及设置在下模座(20)的固定板(52),所述下模座(20)上还设置导向螺钉(22),所述导向螺钉(22)穿过固定板(52)及限位板(51)后顶部伸至弹板(10)的凹腔(11)内;所述固定板(52)与限位螺钉(31)之间留有空隙形成弹簧容腔(33),所述弹簧(32)设置在弹簧容腔(33)内。3.根据权利要求2所述的一种硅胶制品复合切口刀模,其特征在于:所述固定板(52)及限位板(51)上还设置与内刀片(21)相对应的刀片槽(53)。4.根据权利要求2所述的一种硅胶制品复合切口刀模,其特征在于:所述固定板(52)与限位板(51)之间的间距为3mm-3.5mm。5.根据权利要求1所述的一种硅胶制品复合切口刀模,其特征在于:所述内刀片(21)顶部中心设置u形定位缺口(21.1)。
技术总结
本实用新型公开了一种硅胶制品复合切口刀模,包括上、下布置的弹板与下模座,所述下模座与弹板之间设置可下压弹性结构,所述弹板顶部中心设置凹腔,所述凹腔内固定连接外刀口板,所述外刀口板上设置外刀口刀片;所述下模座上设置若干内刀片,所述内刀片顶部刀口伸至凹腔内,所述外切口刀片与内刀片组成与硅胶制品切口相匹配的形状;所述可下压弹性结构包括均匀设置在下模座外边缘的若干限位螺钉,所述限位螺钉上套设弹簧,所述弹板外边缘周圈开设若干与限位螺钉相对应的限位孔,所述弹板插设在限位螺钉上,所述下模座与弹板之间还设置限位结构;本刀模无需二次定位,只需一次冲切即可得到成品,提高产品的良品率、生产效率及生产的连贯性。产的连贯性。产的连贯性。
技术研发人员:刘玉虎
受保护的技术使用者:锐嘉(宜兴)科技有限公司
技术研发日:2022.10.08
技术公布日:2023/2/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1