自动切割及分配一体的装置的制作方法
1.本实用新型涉及切割装置技术领域,尤其涉及自动切割及分配一体的装置。
背景技术:
2.在工业生产或者机械制造中,通常需要对原材料进行切割,以将原材料切割成预定的尺寸,进而符合工业要求。例如,可以采用切割机对塑料管或钢管进行切割,将塑料管或钢管切割成预定的尺寸。在利用切割装置进行切割时,通常需要将塑料管或钢管放置在切割位置,然后再利用切割刀切割,因此在切割的过程中,切割装置自动化程度较低。此外切割完成后,原材料切成两段,一段是符合要求的成品,另一段是不符合要求的废料。
3.现有的切割装置并不具备将成品和废料重新分配并放置于不同区域的能力,通常需要人工分拣,但是人工在分拣的过程中,由于切割刀较为锋利,分拣的过程中可能会存在一定的安全隐患,因此通常会选择加工完成后再进行分拣,但是若不及时进行分拣操作,废料和成品会逐渐堆积,影响到后续原材料的切割操作。此外成品和废料相互混杂,后续可能会难以分清,最终影响原材料的加工。
4.此外,在对原材料切割时,无法自动化调整原材料的切割长度,若需要调整原材料的切割长度,需要人为手动调整,使用多有不便。
技术实现要素:
5.本实用新型的一个优势在于提供自动切割及分配一体的装置,通过自动切割及分配一体的装置将工件切割后,再将工件切割后形成的成品和废料分别分配至预定的区域,将成品和废料自动进行区分,不需要人为进行分拣操作,更加省时省力,同时避免堆积在工作台的成品和废料影响后续工件的加工。
6.本实用新型的一个优势在于提供自动切割及分配一体的装置,可以调整自动切割及分配一体的装置切割工件的长度,不需要人工手动调整,更加省时省力。
7.本实用新型的一个优势在于提供自动切割及分配一体的装置,在将工件切割后形成的成品和废料分别分配至预定的区域时,对成品和废料进行阻挡,避免分配的过程中成品和废料偏离分配的区域相互混杂。
8.为达到本实用新型以上至少一个优势,本实用新型提供自动切割及分配一体的装置,所述自动切割及分配一体的装置用于将一工件切割成两段,并且切割后的两段所述工件分配至不同的区域,所述自动切割及分配一体的装置包括:
9.一控制器;
10.一工作台,所述工作台具有一支撑部,所述支撑部定义一成品区和一半成品区;
11.一带移组件,所述带移组件安装于所述工作台,所述带移组件被可控制地连接于所述控制器,所述带移组件将切割后的所述工件分别分配至所述成品区和所述半成品区;
12.至少一夹臂,所述夹臂具有可开合的夹口,所述夹臂被安装于所述带移组件,所述夹臂被可控制地连接于所述控制器;
13.一切割组件,所述切割组件安装于所述工作台,所述切割组件被可控制地连接于所述控制器,所述切割组件包括一带转构件和一切割件,所述带转构件和所述切割件安装于所述支撑部,所述带转构件包括一带转驱动件和一带转本体,所述带转本体被可驱动地连接于所述带转本体,通过所述带转驱动件驱动所述带转本体旋转,所述带转本体形成一安装口,所述工件的一端部通过所述安装口安装于所述带转本体,所述切割件具有一切割状态和一避让状态,当所述切割件处于所述切割状态时,所述切割件置于安装于所述安装口的所述工件的上方,并且抵接于所述工件,当所述切割件处于避让状态时,所述切割件远离所述工件,并且不会对所述工件的移动造成阻碍,所述切割件可在所述切割状态和所述避让状态之间切换。
14.根据本实用新型一实施例,所述带移组件包括一横向带移构件、一前后带移构件和一竖向带移构件,所述横向带移构件被安装于所述支撑部的上方,所述前后带移构件安装于所述横向带移构件,通过所述横向带移构件带动所述前后带移构件沿水平方向移动,定义所述横向带移构件带动所述前后带移构件的移动方向为x轴方向,所述竖向带移构件安装于所述前后带移构件,通过所述前后带移构件带动所述竖向带移构件沿水平方向垂直的前后方向移动,定义所述前后带移构件带动所述竖向带移构件的移动方向为y轴方向,所述夹臂安装于所述竖向带移构件,所述竖向带移构件被设置上下移动,通过所述竖向带移构件带动所述夹臂上下移动,定义所述竖向带移构件带动所述夹臂移动的方向定义为z轴方向。
15.根据本实用新型一实施例,所述横向带移构件包括一第一驱动件、一第一移动本体和一第一支撑架,所述第一移动本体被可移动地安装于所述第一支撑架,所述第一移动本体被可驱动地连接于所述第一驱动件,所述第一驱动件驱动所述第一移动本体被可沿x轴方向移动,所述前后带移构件安装于所述第一移动本体。
16.根据本实用新型一实施例,所述前后带移构件包括一第二驱动件、一第二移动本体和一第二支撑架,所述第二移动本体被可驱动地连接于所述第二驱动件,所述第二驱动件驱动所述第二移动本体沿y轴方向移动,所述第二移动本体安装于所述第二支撑架,所述竖向带移构件安装于所述第二移动本体。
17.根据本实用新型一实施例,所述竖向带移构件包括一第三驱动件和一第三移动本体,所述第三移动本体被可驱动地连接于所述第三驱动件,所述第三驱动件驱动所述第三移动本体沿z轴方向移动,所述夹臂安装于所述第三移动本体,利用所述第三移动本体的移动带动所述夹臂同步沿z轴方向移动,所述夹臂安装于所述第三移动本体,所述第三移动本体安装于所述第二移动本体。
18.根据本实用新型一实施例,所述带转构件包括至少一限位件,所述限位件被可控制地连接于所述控制器,所述限位件之间形成一限位空间,所述限位空间连通于所述安装口,并且所述限位件可靠近或远离所述限位空间,当所述工件安装于所述安装口时,所述限位件夹紧或松开所述工件。
19.根据本实用新型一实施例,所述自动切割及分配一体的装置还包括一切换组件,所述切换组件将所述切割件在所述避让状态和所述切割状态之间切换,所述切换组件包括一切换驱动件、一安装件和一支撑件,所述安装件被可驱动地连接于所述切换驱动件,所述安装件被可旋转地安装于所述支撑件,所述切割件安装于所述安装件。
20.根据本实用新型一实施例,所述自动切割及分配一体的装置还包括一位置调整件,所述位置调整件被可控制地连接于所述控制器,所述支撑件安装于所述位置调整件,所述控制器控制所述位置调整件调整所述切割件相对于所述带转本体的水平距离。
21.根据本实用新型一实施例,所述自动切割及分配一体的装置还包括两传送件,所述传送件被设置能够传送,两个所述传送件分别安装于所述成品区和所述半成品区。
22.根据本实用新型一实施例,所述自动切割及分配一体的装置还包括两组止挡件,两组所述止挡件分别设置于所述支撑部,每组所述止挡件包括两个止挡板,两个所述止挡板间隔设置,其中两个所述止挡板和所述支撑部形成所述半成品区,另外两个所述止挡板和所述支撑部形成所述成品区。
附图说明
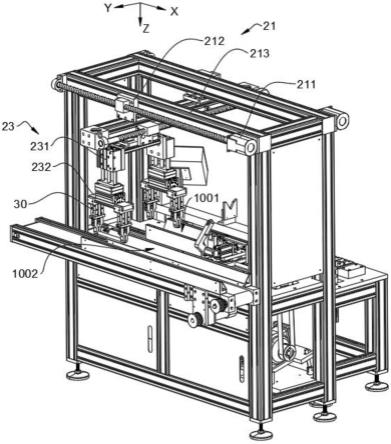
23.图1示出了本实用新型所述自动切割及分配一体的装置的结构示意图。
24.图2示出了本实用新型所述自动切割及分配一体的装置一个状态下的结构示意图。
25.图3示出了本实用新型所述自动切割及分配一体的装置另一个状态下的结构示意图。
26.图4示出了本实用新型所述自动切割及分配一体的装置的部分结构一个状态下的结构示意图。
27.图5示出了本实用新型所述自动切割及分配一体的装置的部分结构另一个状态下的结构示意图。
具体实施方式
28.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
29.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
30.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
31.参考图1至图5,依本实用新型一较佳实施例的自动切割及分配一体的装置将在以下被详细地阐述,所述自动切割及分配一体的装置用于将一工件900如一塑料管切割,并且将切割后的所述工件900重新分配至不同的区域。为了便于描述,本实用新型以所述自动切割及分配一体的装置将所述塑料管切割成两段为例进行阐述。
32.所述自动切割及分配一体的装置包括一工作台10、一带移组件20、至少一夹臂30、
一切割组件40和一控制器50。
33.所述带移组件20安装于所述工作台10,所述夹臂30具有可开合的夹口3001,以使利用所述夹臂30夹持或松开所述工件900。所述夹臂30被安装于所述带移组件20。所述切割组件40安装于所述工作台10,通过所述切割组件40对所述工件900进行切割。
34.所述带移组件20、所述夹臂30和所述切割组件40均被可控制地连接于所述控制器50,当需要对所述工件900加工时,所述控制器50控制所述夹臂30对所述工件900进行夹持,夹紧后所述控制器50控制所述带移组件20带动所述工件900移动至所述切割组件40进行切割操作。
35.进一步地,所述工作台10具有一支撑部11,所述支撑部11定义一成品区1001和一半成品区1002,切割后的所述工件900通过所述带移组件20分别分配至所述成品区1001和所述半成品区1002,不需要人为操作,更加省时省力,同时便于废料的回收,避免堆积的废料影响所述工件900的加工。
36.所述切割组件40包括一带转构件41和一切割件42,所述带转构件41和所述切割件42安装于所述支撑部11。所述带转构件41包括一带转驱动件411和一带转本体412,所述带转本体412被可驱动地连接于所述带转驱动件411,通过所述带转驱动件411驱动所述带转本体412旋转。
37.所述带转本体412具有一安装口41201,所述工件900的一端部通过所述安装口41201安装于所述带转本体412,以通过所述带转本体412的旋转带动所述工件900旋转。
38.所述切割件42具有一切割状态和一避让状态,当所述切割件42处于所述切割状态时,所述工件900的一端部通过所述安装口41201安装于所述带转本体412,所述切割件42置于所述工件900的上方,并且和所述工件900紧贴,从而利用所述切割件42将所述工件900切割成两段;当所述切割件42处于所述避让状态时,所述切割件42远离所述工件900,并且不会对所述工件900的移动造成阻碍,所述切割件42可在所述切割状态和所述避让状态之间切换。
39.在一实施例中,所述带移组件20被实施为包括机械臂,利用所述机械臂的移动带动所述夹臂30同步移动。
40.在另一实施例中,所述带移组件20包括一横向带移构件21、一前后带移构件22和一竖向带移构件23,所述横向带移构件21被安装于所述支撑部11的上方,所述前后带移构件22安装于所述横向带移构件21,通过所述横向带移构件21带动所述前后带移构件22沿水平方向移动,定义所述横向带移构件21带动所述前后带移构件22的移动方向为x轴方向。
41.所述竖向带移构件23安装于所述前后带移构件22,所述前后带移构件22带动所述竖向带移构件23沿水平方向垂直的前后方向移动,定义所述前后带移构件22带动所述竖向带移构件23的移动方向为y轴方向。所述夹臂30安装于所述竖向带移构件23,所述竖向带移构件23被设置上下移动,所述竖向带移构件23带动所述夹臂30上下移动,定义所述竖向带移构件23带动所述夹臂30移动的方向为z轴方向。
42.具体地,所述横向带移构件21包括一第一驱动件211、一第一移动本体212和一第一支撑架213,所述第一移动本体212被可移动地安装于所述第一支撑架213,所述第一移动本体212被可驱动地连接于所述第一驱动件211,所述第一移动本体212被可沿x轴方向移动,所述前后带移构件22安装于所述第一移动本体212,利用所述第一移动本体212的移动
带动所述前后带移构件22同步沿x轴方向移动。
43.优选地,所述第一支撑架213的表面设置有滑轨,所述第一移动本体212通过所述滑轨可滑动地安装于所述第一支撑架213。
44.在一实施例中,所述第一驱动件211被实施为包括气缸,所述第一移动本体212被实施为包括滑块,所述滑块被安装于所述气缸的移动端,所述滑块安装于所述第一支撑架213,利用所述气缸的伸缩运动带动所述滑块沿所述第一支撑架213移动,所述前后带移构件22安装于所述滑块,从而利用所述滑块的移动带动所述前后带移构件22同步沿x轴方向移动。
45.进一步地,前后带移构件22包括一第二驱动件221、一第二移动本体222和一第二支撑架223,所述第二移动本体222被可驱动地连接于所述第二驱动件221,以利用所述第二驱动件221驱动所述第二移动本体222沿y轴方向移动,并且通过所述第一移动本体212会带动所述第二移动本体222沿x轴方向移动,进而会带动所述第二移动本体222沿x轴方向移动的同时会沿y轴方向移动。所述第二移动本体222安装于所述第二支撑架223,所述竖向带移构件23安装于所述第二移动本体222,从而带动所述竖向带移构件23沿x轴方向移动的同时会沿y轴方向移动。
46.优选地,所述第二支撑架223的表面设置有滑轨,所述第二移动本体222通过所述滑轨被可移动地安装于所述第二支撑架223。
47.在一实施例中,所述第二驱动件221被实施为包括气缸,所述第二移动本体222被实施为包括滑块,所述滑块安装于所述气缸的移动端,所述滑块安装于所述前后带移构件22,通过所述气缸的伸缩运动带动所述滑块移动,从而带动所述竖向带移构件23同步移动。
48.进一步地,所述竖向带移构件23包括一第三驱动件231和一第三移动本体232。所述第三移动本体232被可驱动地连接于所述第三驱动件231,所述第三驱动件231驱动所述第三移动本体232沿z轴方向移动,所述夹臂30安装于所述第三移动本体232,利用所述第三移动本体232的移动带动所述夹臂30同步沿z轴方向移动。
49.所述第三移动本体232安装于所述第二移动本体222,所述第二移动本体222沿x轴方向移动的同时会沿y轴方向移动,进而会带动所述第三驱动件231沿x轴方向移动的同时会沿y轴方向移动,同时所述第三驱动件231驱动所述第三移动本体232沿z轴方向移动,进而使得所述第三移动本体232沿x轴方向移动的同时会沿y轴方向移动,并且可以在z轴方向移动,所述夹臂30安装于所述第三移动本体232,从而带动所述夹臂30沿x轴方向移动的同时会沿y轴方向移动,并且可以在z轴方向移动。
50.在一实施例中,所述第三驱动件231被实施为包括气缸,所述第三移动本体232被实施为包括滑块,所述滑块安装于所述气缸的移动端,利用所述气缸的伸缩运动带动所述滑块移动。
51.请参考图2至图3,进一步地,所述带转构件41还包括至少一限位件413,所述限位件413被可控制地连接于所述控制器50。所述限位件413之间形成一限位空间41301,所述限位空间41301连通于所述安装口41201,并且所述限位件413可靠近或远离所述限位空间41301。当所述工件900安装于所述安装口41201时,所述限位件413夹紧或松开所述工件900,进而对所述工件900进行固定,提高所述工件900加工时的稳定性。
52.进一步地,所述自动切割及分配一体的装置还包括一切换组件60,所述切换组件
60将所述切割件42在所述避让状态和所述切割状态之间切换。
53.在一实施例中,所述切换组件60包括一切换驱动件61、一安装件62和一支撑件63,所述安装件62被可驱动地连接于所述切换驱动件61,所述安装件62被可旋转地安装于所述支撑件63,所述切割件42安装于所述安装件62,利用所述安装件62的旋转带动所述切割件42同步旋转,从而带动所述切割件42在所述避让状态和所述切割状态之间切换。
54.优选地,所述切换驱动件61被实施为包括气缸,所述安装件62安装于所述气缸的移动端,利用所述气缸的移动推动所述安装件62旋转,从而带动所述切割件42在所述避让状态和所述切割状态之间切换。
55.本领域技术人员可以理解的是,所述切换驱动件61可以被实施为包括电机,所述安装件62和所述电机的输出轴连接,利用所述电机的旋转带动所述安装件62同步旋转,此时也可带动所述切割件42在所述避让状态和所述切割状态之间切换。
56.优选地,所述切割件42被可旋转地安装于所述支撑件63。
57.请参考图4至图5,进一步地,所述自动切割及分配一体的装置还包括一位置调整件70,所述位置调整件70被可控制地连接于所述控制器50,所述支撑件63安装于所述位置调整件70,所述控制器50控制所述位置调整件70调整所述切割件42相对于所述带转本体412的水平距离,以此自动调整所述工件900的切割长度,根据不同的生产需要进行调整,增加所述自动切割及分配一体的装置的使用场景。
58.在一实施例中,所述位置调整件70被实施为包括气缸,所述支撑件63安装于所述气缸的移动端,利用所述气缸推动所述支撑件63沿水平方向靠近或远离所述带转本体412,从而调整所述切割件42和所述带转本体412之间的水平距离,以此调整所述工件900的切割长度。
59.在另一实施例中,所述位置调整件70被实施为丝杆结构,利用所述丝杆结构调整所述支撑件63的位置,此处不再赘述。
60.值得一提的是,本领域技术人员可以理解的是,通过所述位置调整件70调整所述切割件42相对于所述带转本体412的水平距离时,所述带转本体412安装于所述位置调整件70,通过调整所述带转本体412的位置,同样可以调整所述切割件42相对于所述带转本体412的水平距离,此处不再赘述。
61.进一步地,所述自动切割及分配一体的装置还包括两传送件80,两个所述传送件80分别安装于所述成品区1001和所述半成品区1002,将切割后并分配至所述成品区1001和所述半成品区1002的所述工件900利用所述传送件80进行传送至下一工位。
62.优选地,所述传送件80被实施为包括传送带运输装置。
63.进一步地,所述自动切割及分配一体的装置还包括两组止挡件90,两组所述止挡件90分别设置于所述支撑部11。每组所述止挡件90包括两个止挡板91,两个所述止挡板91间隔设置,其中两个所述止挡板91和所述支撑部11形成所述半成品区1002,另外两个所述止挡板91和所述支撑部11形成所述成品区1001。
64.优选地,所述止挡板91相对设置的两个面设置为斜面,且该斜面与所述支撑部11之间的夹角为钝角,以使在将切割后的所述工件900置于所述成品区1001或所述半成品区1002时,可以沿着斜面滑入所述成品区1001或所述半成品区1002。
65.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为
举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1