一种曲轴正时链轮压装夹具的制作方法
本技术涉及一种夹具,特别是一种曲轴正时链轮压装夹具。
背景技术:
1、摩托车曲轴组装完成后,需要在其表面套设链轮;现有的将链轮套设在曲轴上是采用夹具来完成,目前所使用的夹具是针对所有常规产品曲轴正时链轮在曲轴输出端方向进行链轮的安装,产品的检测及定位均在曲轴输入端方向,这种结构虽能用于夹持定位,但仍存在以下缺点:产品检测及定位均设置在曲轴输入端方向,导致后续压加工效率低,产品质量得不到保证并且影响生产效率。
技术实现思路
1、本实用新型的目的就是提供一种能够保证产品质量,同时提高压加工和生产效率的曲轴正时链轮压装夹具。
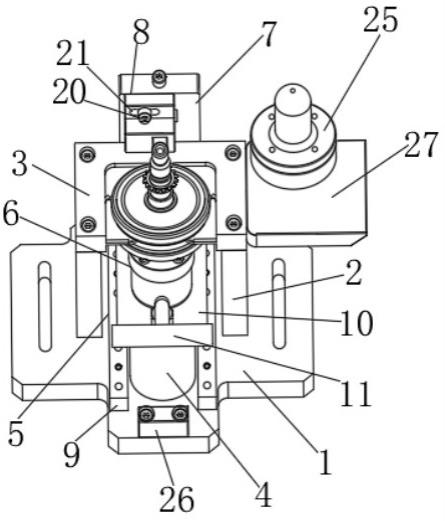
2、为实现上述目的,本实用新型提供如下技术方案:一种曲轴正时链轮压装夹具,包括底板,在所述底板上端面对称设置有两个支脚,在所述两个支脚上端固定设置有u形承压板,在所述底板上且位于两个支脚之间开设有凹槽,在所述底板上且位于凹槽两侧设置有移动机构,在所述移动机构上设置有夹持定位机构,在所述底板后端设置有立板,在所述立板前端面上侧设置有定位机构。
3、为了使曲轴移动到加工所需位置,在所述底板上设置有移动机构,方便对曲轴进行压装。
4、其中,所述移动机构包括设置在凹槽两侧的滑轨,在所述滑轨上滑动连接有移动板,在所述移动板的上端面前侧设置有手柄。
5、为了对曲轴进行夹持定位,在所述移动板上设置有夹持定位机构,所述夹持定位机构对曲轴进行夹持定位,防止曲轴错位导致压加工效率降低。
6、其中,所述夹持定位机构包括设置在所述移动板上的定位套,在所述定位套内部下侧设置有锥套,在所述定位套上端面设置有封盖,在所述定位套下方设置有位于底板中的盖板,所述定位套与盖板之间设置有弹簧,所述弹簧一端与所述定位套连接,所述弹簧另一端与所述盖板连接,在所述锥套与所述定位套之间设置有镶条,且所述镶条固定设置在所述锥套上。
7、为了对链轮进行定位,在所述立板上设置有定位机构,方便后续压装工序。
8、其中,所述定位机构包括定位板,在所述定位板的上部和下部均设置有滑槽,在所述滑槽内设置有用于与立板固定的螺钉,所述定位板通过螺钉滑动设置在所述立板上,在所述定位板的中部右侧设置有定位杆,所述定位杆前端设置为弧形。
9、为了防止把移动板移到超出滑轨的位置,在所述底板上设置有挡块,用于对移动板位置的限定。
10、其中,在所述底板上端面的前侧设置有挡块,且所述挡块的位置与所述移动板相对应。
11、为了确保链轮高度,通过设置压齿套实现对链轮的角度及高度进行有效控制。
12、在所述u形承压板的右端面固定设置有增长板,在所述增长板上放置有用于限位的压齿套。
13、由于采用上述技术方案,本实用新型具有结构简单、操作方便的优点,通过使用移动板将曲轴移动到u形承压板上,曲轴输入端右曲柄上半圆键槽与定位套内的锥套相互配合对曲轴进行定位,曲轴输出端方向左曲柄上的链轮同时被定位杆定位实现双定位,从而提高产品质量降低报废率,同时也能提高生产效率。
技术特征:
1.一种曲轴正时链轮压装夹具,包括底板(1),其特征是:在所述底板(1)上端面对称设置有两个支脚(2),在所述两个支脚(2)上端固定设置有u形承压板(3),在所述底板(1)上且位于两个支脚(2)之间开设有凹槽(4),在所述底板(1)上且位于凹槽(4)两侧设置有移动机构(5),在所述移动机构(5)上设置有夹持定位机构(6),在所述底板(1)后端设置有立板(7),在所述立板(7)前端面上侧设置有定位机构(8)。
2.如权利要求1所述的一种曲轴正时链轮压装夹具,其特征是:所述移动机构(5)包括设置在凹槽(4)两侧的滑轨(9),在所述滑轨(9)上滑动连接有移动板(10),在所述移动板(10)的上端面前侧设置有手柄(11)。
3.如权利要求2所述的一种曲轴正时链轮压装夹具,其特征是:所述夹持定位机构(6)包括设置在所述移动板(10)上的定位套(14),在所述定位套(14)内部下侧设置有锥套(16),在所述定位套(14)上端面设置有封盖(15),在所述定位套(14)下方设置有位于底板(1)中的盖板(13),所述定位套(14)与盖板(13)之间设置有弹簧(12),所述弹簧(12)一端与所述定位套(14)连接,所述弹簧(12)另一端与所述盖板(13)连接,在所述锥套(16)与所述定位套(14)之间设置有镶条(17),且所述镶条(17)固定设置在所述锥套(16)上。
4.如权利要求3所述的一种曲轴正时链轮压装夹具,其特征是:所述定位机构(8)包括定位板(19),在所述定位板(19)的上部和下部均设置有滑槽(21),在所述滑槽(21)内设置有用于与立板(7)固定的螺钉(20),所述定位板(19)通过螺钉(20)滑动设置在所述立板(7)上,在所述定位板(19)的中部右侧设置有定位杆(22),所述定位杆(22)前端设置为弧形。
5.如权利要求4所述的一种曲轴正时链轮压装夹具,其特征是:在所述底板(1)上端面的前侧设置有挡块(26),且所述挡块(26)的位置与所述移动板(10)相对应。
6.如权利要求5所述的一种曲轴正时链轮压装夹具,其特征是:在所述u形承压板(3)的右端面固定设置有增长板(27)。
7.如权利要求6所述的一种曲轴正时链轮压装夹具,其特征是:在所述增长板(27)上放置有用于限位的压齿套(25)。
技术总结
本技术涉及一种曲轴正时链轮压装夹具,包括底板在所述底板上端面对称设置有两个支脚,在所述两个支脚上端固定设置有U形承压板,在所述底板上且位于两个支脚之间开设有凹槽,在所述底板上且位于凹槽两侧设置有移动机构,在所述移动机构上设置有夹持定位机构,在所述底板后端设置有立板,在所述立板前端面上侧设置有定位机构。通过使用移动板将曲轴移动到承压板上,曲轴输入端方向右柄上半圆键槽与定位套内的锥套相互配合对曲轴进行定位,曲轴输出端方向左柄上的链轮同时被定位杆定位实现双定位,从而提高产品质量降低报废率,同时也能提高生产效率。
技术研发人员:赵怀志,温景航
受保护的技术使用者:重庆钧顶机械制造有限公司
技术研发日:20221017
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!