一种两复合塑料条精密定长多段裁切装置的制作方法
1.本实用新型涉及一种两复合塑料条精密定长多段裁切装置,属于复合塑料条加工技术领域。
背景技术:
2.两复合塑料条是由硬pp料和软tpv制作而成的复合材料,如图10所示,用于汽车雨刮器上,起气流导向的作用。现有技术中,裁切该复合材料时,采取厚钢板作为定长限位挡块,利用亚德客双轴气缸夹持裁纸刀片对复合材料进行冲切,由于采用人工方式操作亚德客的手动阀,每次只能裁切一段复合材料,不仅效率较低,而且余量料头多,导致材料利用率低。另外,零件长度较短,要求定长精度高(最高为0.369%),材料主体为软质tpv,零件容易弯曲变形,给精确定长带来困难,而且要求产品切断端面整齐无变形,产品端面的平直度要求在0.3mm以下,外表面质量要求干净、无擦痕(高光下无磨擦痕迹),因此,采用现有的裁切方式无法满足上述要求。
技术实现要素:
3.为了解决现有技术中存在的问题,本实用新型提供一种两复合塑料条精密定长多段裁切装置,该装置可以实现精密定长多段裁切,大大提高了裁切效率和裁切精度,可节省周转和荒切工序,避免产生产品料头,降本增效效果显著。
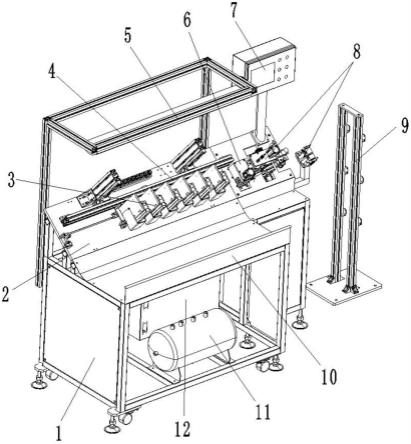
4.本实用新型的技术方案:一种两复合塑料条精密定长多段裁切装置,包括机架,在机架的顶部固定连接有斜坡板,在斜坡板上从左至右依次安装有气动裁切组、气动夹紧模胎、以及牵引轮夹送机构,在气动裁切组的一侧安装有活动式定位轮组,在机架内固定安装有plc控制柜和气包,在机架的端部固定安装有控制器,所述控制器与plc控制柜电性连接,plc控制柜的进气端通过气管与气包连接,其出气端通过气管分别与气动裁切组、活动式定位轮组、气动夹紧模胎以及牵引轮夹送机构上的气缸连接。
5.进一步,所述气动裁切组包括设置值在斜坡板上的一组l型支座板,在斜坡板上开设有滑槽,在l型支座板的底部设置有与滑槽滑动配合的凸台,在斜坡板上且位于l型支座板的一侧通过螺栓固定连接有调节座,所述的调节座通过调节螺钉与l型支座板螺纹连接,在每块l型支座板上固定安装有裁切气缸,在裁切气缸的伸缩杆上固定连接有刀座,在刀座上固定安装有与斜坡板表面垂直的美工刀片。
6.更进一步,所述滑槽的端部固定安装有限位挡块,在美工刀片的外部固定安装有防护罩。
7.进一步,所述活动式定位轮组包括固定安装在斜坡板上的两根立柱,在两根立柱上均滑动连接有滑块,在两块滑块之间固定连接有横梁,在横梁上固定连接有一组支杆,在每根支杆的端部转动连接有定位轮,在横梁的中央固定连接有连接板,在斜坡板的底部且对应连接板的位置固定连接有定位气缸,所述定位气缸的伸缩杆与连接板固定连接。
8.进一步,所述气动夹紧模胎包括模胎座以及固定在模胎座顶部的夹紧气缸,在模
胎座的底部固定安装有下部模胎,在夹紧气缸的伸缩杆上固定连接有与下部模胎配合的上部模胎。
9.进一步,所述牵引轮夹送机构包括成对布置的引导轮、限位轮、导正轮、夹送轮以及扶正轮,在斜坡板的右端固定连接有l型支撑杆,在l型支撑杆的顶部固定连接有与斜坡板平行的支撑板,在支撑板分别转动连接有一对引导轮和一对限位轮,在斜坡板上分别固定安装有导正轮安装座和夹送轮安装座,在导正轮安装座上转动连接有一对导正轮,在夹送轮安装座的一端转动连接有一对扶正轮,在夹送轮安装座的另一端的顶部固定安装有夹送气缸,在夹送气缸的伸缩杆上固定连接有活动式同步轮,在斜坡板的底部且位于活动式同步轮的下方固定安装有固定式同步轮,且活动式同步轮与固定式同步轮通过同步带传动连接,在活动式同步轮和固定式同步轮的转动轴上分别固定连接有一对夹送轮,在斜坡板的底部且位于固定式同步轮的下方固定安装有夹送电机,所述夹送电机与控制器电性连接,在夹送电机的输出轴上固定连接有驱动轮,所述驱动轮与固定式同步轮通过同步带传动连接。
10.进一步,所述机架靠近牵引轮夹送机构的一侧设置有材料放置架。
11.进一步,所述机架上且位于斜坡板的上方固定安装有照明灯。
12.由于采用了上述技术方案,本实用新型的优点在于:
13.①
本实用新型可以实现自动上料和自动裁切,不仅工作效率高,而且降低了人工成本;
14.②
本实用新型采用美工刀片冲切,切断断面整齐无变形,而且采用多刀多段同时冲切,不仅大大提高了工作效率,而且切断间距可控,余量料头较少,节约材料成本,保证了产品的定长精度;
15.③
落料方式采用斜坡式滑动落料方式,避免了落料时产品出现翻滚,使产品外观表面与其他物体因相对运动而产生的擦痕。
附图说明
16.图1为本实用新型的结构示意图的立体图;
17.图2为本实用新型的结构示意图的主视图;
18.图3为气动裁切组的结构示意图的立体图;
19.图4为图3的a处放大图;
20.图5为活动式定位轮组的结构示意图的前侧立体图;
21.图6为活动式定位轮组的结构示意图的后侧立体图;
22.图7为气动夹紧模胎和牵引轮夹送机构的结构示意图的左侧立体图;
23.图8为气动夹紧模胎和牵引轮夹送机构的结构示意图的右侧立体图;
24.图9为气动夹紧模胎和牵引轮夹送机构的结构示意图的后侧立体图。
25.图10为发明实施例中的两复合塑料条的断面结构示意图。
具体实施方式
26.为了使本实用新型的目的、技术方案和优点更加清楚,下面结合附图和实施例对本实用新型作进一步的详细说明。
27.本实用新型的实施例:参见图1及图2,两复合塑料条精密定长多段裁切装置,包括机架1,在机架1的顶部固定连接有斜坡板2,在斜坡板2上从左至右依次安装有气动裁切组3、气动夹紧模胎6、以及牵引轮夹送机构8,在气动裁切组3的一侧安装有活动式定位轮组4,在机架1内固定安装有plc控制柜12和气包11,在机架1的端部固定安装有控制器7,所述控制器7与plc控制柜12电性连接,plc控制柜12的进气端通过气管与气包11连接,其出气端通过气管分别与气动裁切组3、活动式定位轮组4、气动夹紧模胎6以及牵引轮夹送机构8上的气缸连接。所述机架1靠近牵引轮夹送机构8的一侧设置有材料放置架9,便于放置材料。所述机架1上且位于斜坡板2的上方固定安装有照明灯5,用以提供照明,方便操作和维修。
28.参见图3及图4,所述气动裁切组3包括设置值在斜坡板2上的一组l型支座板301,在斜坡板2上开设有滑槽307,在l型支座板301的底部设置有与滑槽307滑动配合的凸台310,在斜坡板2上且位于l型支座板301的一侧通过螺栓固定连接有调节座305,所述的调节座305通过调节螺钉309与l型支座板301螺纹连接,在每块l型支座板301上固定安装有裁切气缸302,在裁切气缸302的伸缩杆上固定连接有刀座303,在刀座303上固定安装有与斜坡板2表面垂直的美工刀片304。所述滑槽307的端部固定安装有限位挡块306,以防止l型支座板301在调节过程中从滑槽307内滑脱;在美工刀片304的外部固定安装有防护罩308,避免美工刀片304外露伤人。
29.参见图5及图6,所述活动式定位轮组4包括固定安装在斜坡板2上的两根立柱401,在两根立柱401上均滑动连接有滑块402,在两块滑块402之间固定连接有横梁403,在横梁403上固定连接有一组支杆404,在每根支杆404的端部转动连接有定位轮405,在横梁403的中央固定连接有连接板407,在斜坡板2的底部且对应连接板407的位置固定连接有定位气缸406,所述定位气缸406的伸缩杆与连接板407固定连接。
30.参见图7~9,所述气动夹紧模胎6包括模胎座601以及固定在模胎座601顶部的夹紧气缸602,在模胎座601的底部固定安装有下部模胎604,在夹紧气缸602的伸缩杆上固定连接有与下部模胎604配合的上部模胎603。所述牵引轮夹送机构8包括成对布置的引导轮807、限位轮811、导正轮806、夹送轮809以及扶正轮812,在斜坡板2的右端固定连接有l型支撑杆808,在l型支撑杆808的顶部固定连接有与斜坡板2平行的支撑板810,在支撑板810分别转动连接有一对引导轮807和一对限位轮811,在斜坡板2上分别固定安装有导正轮安装座805和夹送轮安装座810,在导正轮安装座805上转动连接有一对导正轮806,在夹送轮安装座810的一端转动连接有一对扶正轮812,在夹送轮安装座810的另一端的顶部固定安装有夹送气缸802,在夹送气缸802的伸缩杆上固定连接有活动式同步轮803,在斜坡板2的底部且位于活动式同步轮803的下方固定安装有固定式同步轮804,且活动式同步轮803与固定式同步轮804通过同步带传动连接,在活动式同步轮803和固定式同步轮804的转动轴上分别固定连接有一对夹送轮809,在斜坡板2的底部且位于固定式同步轮804的下方固定安装有夹送电机814,所述夹送电机814与控制器7电性连接,在夹送电机814的输出轴上固定连接有驱动轮813,所述驱动轮813与固定式同步轮804通过同步带传动连接。
31.本实用新型的工作原理:
32.首先,将两复合塑料条放置在材料放置架9上,然后将两复合塑料条的端部依次穿入引导轮807、限位轮811、导正轮806、夹送轮809以及扶正轮812,通过引导轮807和限位轮811对两复合塑料条进行引导和限位,通过导正轮806和扶正轮812对两复合塑料条进行导
正和扶正;此时,通过控制器7启动夹送气缸802和定位气缸406,使两个夹送轮809靠拢并同时夹紧两复合塑料条,然后启动夹送电机814,带动两个夹送轮809同时转动,这样便可以将两复合塑料条向前夹送,输送过程中通过活动式定位轮组4上的一组定位轮405对两复合塑料条进行定位,直至将两复合塑料条输送至气动裁切组3下方;此时,夹送电机814停止工作,夹紧气缸602动作,使下部模胎604和上部模胎603夹紧两复合塑料条,然后夹送气缸802再次动作,使两个夹送轮809松开两复合塑料条,所有裁切气缸302同时动作,带动美工刀片304将两复合塑料条裁切成多段,裁切完成后美工刀片304返回原位,定位轮405上升,切断后的两复合塑料条顺着斜坡板2滑入摆放台,便于收集;夹紧气缸602再次动作,下部模胎604和上部模胎603松开两复合塑料条,两个夹送轮809再次将两复合塑料条向前夹送,进行下一次裁切工作。
33.增效降本:使用在线切断前,为满足生产,车间用于加工产品精切的人员为6人(包括检查尺寸的3人)。每天产生42h(每人平均7h),产品需要加工的时间为20天,月节约的时间为840h,月节约的成本为840*70=5.88万元,年节约的成本为70.56万元。
34.效率降本:使用切断机后,万江扰流翼产品(例如型号为:13e6345004-271.5、13e6345004-258、13e6345004-17)使用设备后不需要精切工序,每件节约5s。本公司2019年7月的生产数为:226991件,2019年8月的生产数为:369213件,预计平均每月生产数量为300000件。月节约成本为300000*5/3600*70=2.9万元,年节约成本为2.9*12=35万元。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1