一种锂电池回收放电的装载夹具的制作方法
1.本实用新型涉及锂电池回收放电装备技术领域,具体涉及一种锂电池回收放电的装载夹具。
背景技术:
2.锂电池是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池。由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高。
3.在锂电池回收拆解工艺中,放电环节作为其最重要的工艺环节之一。由于锂电池的规格众多,尺寸跨度大。按照gb/t34013-2017标准,对于方壳锂电池,其厚度尺寸范围为12mm~86mm,宽度范围为65mm~217mm,高度范围为80mm~396mm,按照其尺寸范围可设置的方壳锂电池规格众多,因此,需要一种能够适用于多种规格锂电池的装夹机构。但,目前并未有能够适应众多规格方壳锂电池的装夹机构,方壳锂电池的装夹机构设计的不合理,造成机构繁杂,而且调整困难,装载及换产效率低。
技术实现要素:
4.为了解决背景技术中存在的技术问题,本实用新型的目的在于提供一种锂电池回收放电的装载夹具,结构简单,且能够适应于众多规格的方壳锂电池的快速装夹,换产调整方便快捷。
5.本实用新型采用的技术方案如下:
6.一种锂电池回收放电的装载夹具,包括锂电池置台以及设置于锂电池置台左右两侧的夹紧接电机构;
7.锂电池置台上分为两排设置有若干个锂电池,每排的若干个锂电池组成锂电池组,两个锂电池组相背且锂电池组的极耳面朝向锂电池置台外侧设置;
8.夹紧接电机构包括安装板、移动机构、移动架和极耳接触件,极耳接触件设置于移动架上,移动架可滑动的设置于安装板上,移动机构一端固设于安装板上,另一端与移动架相连接,以通过移动机构控制移动架在安装板上左右滑动,使极耳接触件上的若干个电极端子对对锂电池置台上的锂电池进行夹紧。
9.作为进一步的技术方案,所述锂电池置台包括基板、以及设置于基板上的定位条、导向轴和后挡装置,两个定位条左右设置于基板上,用于对锂电池组的外侧进行限位,两个导向轴前后设置于基板上,两个导向轴上共同可滑动的设置有两个后挡装置,通过后档装置对两个锂电池组的内侧进行限位。
10.作为进一步的技术方案,所述后挡装置与导向轴的连接处设置有直线轴承和固定环,导向轴穿过直线轴承和固定环以将后挡装置设置于导向轴上,通过旋转固定环的固定把手将后挡装置与导向轴相固定。
11.作为进一步的技术方案,所述基板上位于锂电池的极耳面下方设置有集液槽,且集液槽内设置有导流孔。
12.作为进一步的技术方案,所述移动架上设置有移动机架和导向轴,通过移动机架与移动机构相连接,同侧的两个导向轴上位置可调的设置有两个极耳接触件。
13.作为进一步的技术方案,所述极耳接触件包括电极支撑弯板、直线轴承滑块、紧定手柄和电极端子,若干个电极端子设置于电极支撑弯板上,且与所述若干个锂电池相对应;电极支撑弯板两端分别设置有一个直线轴承滑块,紧定手柄与直线轴承滑块相连接并安装于直线轴承滑块的螺纹孔中,通过旋转紧定手柄对套设于直线轴承滑块内的导向轴进行压紧。
14.作为进一步的技术方案,所述极耳接触件还设置有绝缘件和弹簧,绝缘件固定于电极支撑弯板的左右两侧,电极端子穿套于绝缘件和电极支撑弯板上的孔中;弹簧套设于电极端子上,且设置于电极端子的台阶与绝缘件之间。
15.作为进一步的技术方案,所述移动机构为气缸;所述安装板上设置有与所述移动架上的导轨滑块相配合的直线导轨机构,以使移动架在安装板上的位置可调。
16.有益效果
17.本实用新型通过简单可靠的结构,实现多规格锂电池的定位及夹紧,并且锂电池装载快速省力,换产调整方便快捷。
附图说明
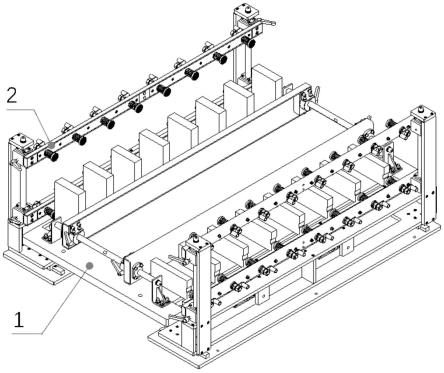
18.图1为本实施例中一种锂电池回收放电的装载夹具的结构示意图;
19.图2为本实施例中锂电池置台的结构示意图;
20.图3为本实施例中后挡装置和导向轴的连接示意图;
21.图4为本实施例中锂电池置台的基板示意图;
22.图5为本实施例中夹紧接电机构的结构示意图;
23.图6为本实施例中移动机构的俯视图;
24.图7为本实施例中极耳接触件的结构示意图。
25.图示说明:
26.1-锂电池置台;11-基板;111-集液槽;112-导流孔;12-定位条;13-锂电池组;14-导向轴;15-后挡装置;151-直线轴承;152-固定环;2-夹紧接电机构;21-安装板;22-移动机构;221-气缸;222-直线导轨机构;23-移动架;231-导轨滑块;232-移动机架;233-导向轴;24-极耳接触件;241-电极支撑弯板;242-直线轴承滑块;243-紧定手柄;244-绝缘件;245-电极端子;246-弹簧。
具体实施方式
27.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例,仅仅用以解释本技术,并不用于限定本技术。
28.相反,本技术涵盖任何由权利要求定义的在本技术的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本技术有更好的了解,在下文对本技术的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本技术。
29.实施例:
30.参照附图1-6,一种锂电池回收放电的装载夹具,包括锂电池置台1以及设置于锂电池置台1两侧的夹紧接电机构2。
31.锂电池置台上分为两排设置有若干个锂电池,每排的若干个锂电池组成锂电池组,两个锂电池组相背且锂电池组的极耳面朝向锂电池置台外侧设置;本实施例中,锂电池置台1可同时16颗方壳锂电池;锂电池前后侧面即厚度方向自由无限制,外侧由锂电池置台上专门机构限制不能外移,其中,设置于左侧的锂电池通过专门机构限制不能向左侧外移,设置于右侧的锂电池通过专门机构限制不能向右侧外移。
32.夹紧接电机构包括安装板、移动机构、移动架和极耳接触件,极耳接触件设置于移动架上,移动架可滑动的设置于安装板上,移动机构一端固设于安装板上,另一端与移动架相连接,以通过移动机构控制移动架在安装板上左右滑动,使极耳接触件上的若干个电极端子对对锂电池置台上的锂电池进行夹紧。
33.进一步的,锂电池置台包括基板、以及设置于基板上的定位条、导向轴和后挡装置,两个定位条左右设置于基板上,用于对锂电池组的外侧进行限位,两个导向轴前后设置于基板上,两个导向轴上共同可滑动的设置有两个后挡装置,通过后档装置对两个锂电池组的内侧进行限位。后挡装置与导向轴的连接处设置有直线轴承和固定环,导向轴穿过直线轴承和固定环以将后挡装置设置于导向轴上,通过旋转固定环的固定把手将后挡装置与导向轴相固定。
34.更进一步的,移动架上设置有移动机架和导向轴,通过移动机架与移动机构相连接,同侧的两个导向轴上位置可调的设置有两个极耳接触件。极耳接触件包括电极支撑弯板、直线轴承滑块、紧定手柄和电极端子,若干个电极端子与所述若干个锂电池相对应设置于电极支撑弯板上,电极支撑弯板两端分别设置有一个直线轴承滑块,紧定手柄与直线轴承滑块相连接并安装于直线轴承滑块的螺纹孔中,通过旋转紧定手柄对套设于直线轴承滑块内的导向轴进行压紧。极耳接触件还设置有绝缘件和弹簧,绝缘件固定于电极支撑弯板的左右两侧,电极端子穿套于绝缘件和电极支撑弯板上的孔中;弹簧套设于电极端子上,且设置于电极端子的台阶与绝缘件之间。安装板上设置有与所述移动架上的导轨滑块相配合的直线导轨机构,以使移动架在安装板上的位置可调。
35.具体的,锂电池置台1包括基板11、定位条12、导向轴14和后挡装置15。两个定位条左右设置于基板上,用于对锂电池组的外侧进行限位,两个导向轴前后设置于基板上,两个导向轴上共同可滑动的设置有两个后挡装置,通过后档装置对两个锂电池组的内侧进行限位。具体的,基板11上左右两侧分别前后设置有一个集液槽111,并设置于锂电池的极耳面下方。集液槽111内设置有导流孔112,作为优选,本实施例中,集液槽的导流孔设置为两个,且分别设置于集液槽的两端,通过集液槽收集锂电池注液口或其它处泄漏的电解液。集液槽上还设置有对锂电池组外侧进行限位的定位条12,锂电池的极耳面紧贴定位条侧面设置,用于限定锂电池的位置。放置于一排的锂电池形成锂电池组13,位于锂电池组前后两侧的锂电池置台1上设置有导向轴14,前后两侧的导向轴上连接设置有两个后挡装置15,两个后档装置设置于锂电池组13的内侧,分别对两个锂电池组13的后侧进行限位。进一步的,后挡装置15的前后两端均设置有直线轴承151和固定环152,且固定环152和锂电池组13设置于同侧的后挡装置15的左右两侧,以方便对固定环152的固定把手进行转动。前后两侧的导
向轴14穿过直线轴承151和固定环152设置,以将后挡装置15设置于导向轴14上;通常固定环152与导向轴之间为间隙配合,后挡装置15可沿导向轴14滑动。当后挡装置贴住锂电池后侧面后,旋转固定环152的固定把手,固定环可抱夹在导向轴上,锁住后挡装置使其不能移动,以对锂电池组13内侧进行限位。
36.两个夹紧接电机构2分别对应两个锂电池组,设置于夹紧接电机构2上的电极端子根据锂电池高度上下调节。夹紧接电机构2在其运动机构驱动下,向锂电池置台中心移动,以将锂电池夹紧固定的同时将电极端子与锂电池极耳相接通。夹紧接电机构2包括:安装板21、移动机构22、移动架23和两套极耳接触件24,本实施例中,两个移动架固定设置于一个安装板的前后两端,移动机构设置于两个移动架之间且一端固定于安装板上。本实施例中,移动机构22设置为包括气缸221和直线导轨机构222,通过气缸实现移动机构控制移动架的运动。其中,两个气缸221设置于安装板中部,两套直线导轨机构222设置于安装板前后。
37.移动架23上设置有导轨滑块231、移动机架232和导向轴233,导轨滑块231通过螺钉固接在移动架上,并滑动套装在直线导轨机构222上。移动机架232移动机架232通过螺纹与气缸221的活塞杆连接,气缸动作时移动架23通过导轨滑块231沿直线导轨222移动。同侧的两个导向轴上位置可调的设置有两个极耳接触件。
38.极耳接触件24设置于位于同侧的移动架23上,本实施例中,极耳接触件24设置为四个,且两两分别设置于位于同侧的移动架23上。两个同侧的极耳接触件24上下设置,分为上侧极耳接触件和下侧极耳接触件。上侧极耳接触件和下侧极耳接触件分别设置于导向轴233上。
39.具体的,极耳接触件24包括电极支撑弯板241、直线轴承滑块242、紧定手柄243、绝缘件244、电极端子245和弹簧246。电极支撑弯板241两端各设置有一个直线轴承滑块242,直线轴承滑块242用螺钉固接在电极支撑弯板241上。紧定手柄243与直线轴承滑块242相连接并安装于直线轴承滑块242的螺纹孔中,绝缘件244用螺钉固定在电极支撑弯板241的两侧,电极端子245穿套在绝缘件244和电极支撑弯板241的圆柱孔中,本实施例中,一个极耳接触件24上均匀设置有8个电极端子245,以对应锂电池设置。电极端子245上套设有弹簧246,且位于电极端子245台阶端面与绝缘件端面之间,即为电极端子靠近锂电池一端。极耳接触件24通过直线轴承滑块242滑动圈套在导向轴233的两端,导向轴设置于移动架23上,根据锂电池正负极耳位置进行极耳接触件24的上下调节,位置调好后,通过旋转紧定手柄243使紧定手柄另一端顶住导向轴233从而将极耳接触件24锁定在该位置。
40.作业时,移动机构22上的气缸221拉动移动架23向锂电池置台中心移动,当极耳接触件24上的电极端子245压住锂电池极耳后,气缸继续动作,电极端子压缩弹簧,使弹簧的反作用力将电极端子紧紧压在锂电池极耳上。
41.放电生产时,操作人员仅需将锂电池放置到位,装载夹具自动夹紧,省力快速;换产时,仅需调整后挡装置及极耳接触件位置即可,且一套后挡装置和极耳接触件对应八颗电池,因此调整方便快捷。另外,本实用新型的装载夹具可对不同的锂电池进行夹紧操作,适应性较广。
42.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1