一种大宽度真空吸附装置型材壳体及真空吸附装置的制作方法
本技术涉及真空抓取,更具体地说,涉及一种大宽度真空吸附装置型材壳体及真空吸附装置。
背景技术:
1、在仓储、物流以及包装线上都需要用到移动抓取设备,抓取设备上设有真空吸附装置,真空吸附装置在与被吸物体接触后形成一个临时性的密封空间,通过抽走或者稀薄密封空间里面的空气,产生内外压力差从而吸附住物体,将物体移动需要的位置。
2、相关技术中,真空吸附装置的真空发生器采用射流式真空发生管,射流式真空发生管安装在一型材壳体中,壳体为长方体形,内部为吸气腔,壳体的底面设置有若干个连通至吸气腔的通气孔,壳体的底面上设置有密封件,该密封件上设置有与各个通气孔对应的若干个吸附通孔。射流式真空发生管的进气端和出气端设置在壳体外部,射流式真空发生管利用压缩空气通过其中射出高速射流,卷吸走吸气腔内的气体,使该吸气腔形成很低的真空度,密封件上的吸附通孔同时形成很低的真空度以吸附住工件。
3、在真空吸附装置的应用场景中,有时需要吸附较大宽度的工件,此时真空吸附装置需要具有较大宽度的吸附面。为了保证壳体的底面整体吸附力,在壳体的整个底面均需要布置通气孔,如要增加吸附面宽度,必须增加壳体的宽度,而为了保证壳体的强度,壳体的高度也需要相应的增加,但这样壳体内部的吸气腔也会相应地增大,吸气腔的增大会使真空度的形成和解除所需的时间增长,这样会造成工件的吸取和释放时间增长,会降低真空吸附装置的工作效率。因此,大宽度的壳体,其高度必须做得相对较小,以尽量减小吸气腔的体积。
4、因挤压型材具有成本低、重量轻、易于密封、结构紧凑等优点,真空吸附装置的壳体优选采用挤压型材。受限于挤压成型工艺,挤压型材的任一宽度方向上的截面尺寸都是一致的,当型材的宽度过大而高度较小时,为保证其结构强度,必须在挤压型材的中间设置加强筋。但是,增加的加强筋又会把壳体内部分割成几个独立且不相互连通的腔体,为了保证壳体的底面整体吸附力,这样又只能在壳体内的每个腔体内设置一个真空发生器,这无疑会极大地增加真空吸附装置的成本。基于上述原因,挤压型材壳体式的真空吸附装置的宽度一般不超过135mm。为吸附较大宽度的工件,通常做法是将多个真空吸附装置拼装起来,但这样还是会极大地增加成本。
技术实现思路
1、本实用新型针对现有技术的上述缺陷,提供一种大宽度真空吸附装置型材壳体及真空吸附装置。
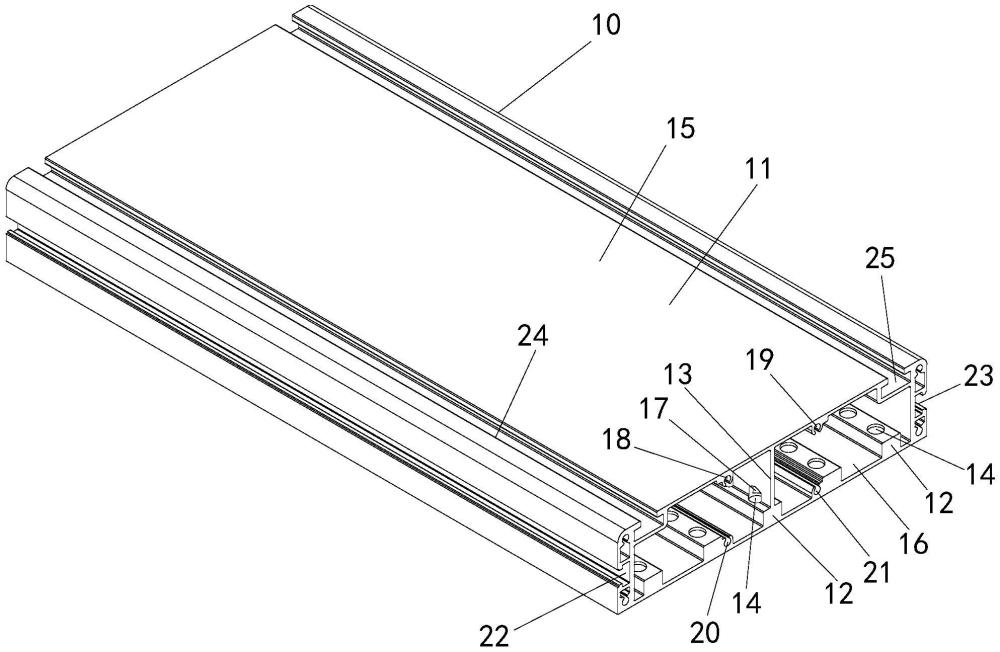
2、本实用新型解决其技术问题所采用的技术方案是:构造一种大宽度真空吸附装置型材壳体,该型材壳体包括两端开口的中空长方体状外壳、凸设于该外壳的底板上的多条凸肋、纵向设置于该外壳内的至少一条纵向加强筋,该多条凸肋和至少一条纵向加强筋均沿该外壳的长度方向设置,该至少一条纵向加强筋固设于该外壳的顶板和该多条凸肋中的至少一条凸肋之间;
3、该多条凸肋中每条凸肋上均设有多个通气孔,该通气孔纵向贯穿该凸肋和该外壳的底板,该至少一条纵向加强筋的底端与该凸肋固定连接,该至少一条纵向加强筋的底端位于该通气孔的中间位置处,且该至少一条纵向加强筋的厚度小于该通气孔的直径。
4、在本实用新型所述的大宽度真空吸附装置型材壳体中,该至少一条纵向加强筋的底端与该多个通气孔相对应位置处设有多个缺口。
5、在本实用新型所述的大宽度真空吸附装置型材壳体中,该至少一条纵向加强筋为一条纵向加强筋,该纵向加强筋将该外壳内部分隔为左腔体和右腔体,该纵向加强筋位于该外壳内中间位置处。
6、在本实用新型所述的大宽度真空吸附装置型材壳体中,该外壳的顶板底面设有相互平行的第一“c”型槽和第二“c”型槽,该外壳的底板顶面设有相互平行的第三“c”型槽和第四“c”型槽,该第一“c”型槽、第二“c”型槽、第三“c”型槽和第四“c”型槽相互平行,且该第一“c”型槽、第二“c”型槽、第三“c”型槽和第四“c”型槽均沿该外壳的长度方向设置。
7、在本实用新型所述的大宽度真空吸附装置型材壳体中,该外壳的第一侧板外侧面设有第一“t”型槽,该外壳的第二侧板外侧面设有第二“t”型槽,该第一“t”型槽和第二“t”型槽均沿该外壳的长度方向设置,该型材壳体还包括可拼接该第一“t”型槽和第二“t”型槽的“工”字形连接件。
8、在本实用新型所述的大宽度真空吸附装置型材壳体中,该“工”字形连接件包括可滑动插入至该第一“t”型槽内的第一连接板、可滑动插入至该第二“t”型槽内的第二连接板、固定连接该第一连接板中部和第二连接板中部的固定板。
9、在本实用新型所述的大宽度真空吸附装置型材壳体中,该外壳的顶板顶面第一侧设有第三“t”型槽,该外壳的顶板顶面第二侧设有第四“t”型槽,该第三“t”型槽和第四“t”型槽均沿该外壳的长度方向设置。
10、本实用新型解决其技术问题所采用的另一技术方案是:构造一种真空吸附装置,该真空吸附装置包括如上述的型材壳体。
11、实施本实用新型的大宽度真空吸附装置型材壳体及真空吸附装置,具有以下有益效果:使用本实用新型的大宽度真空吸附装置型材壳体时,通过在凸肋位置处和顶板之间设置纵向加强筋,可大大提高大宽度壳体的支撑强度。通过在凸肋位置设置延伸至纵向加强筋的通气孔,可将被纵向加强筋分隔开的内部腔体连通,该通气孔的钻设可以从外壳底部向内钻孔形成,不再需要在纵向加强筋上设置连通孔,可大大降低型材壳体的加工难度。
技术特征:
1.一种大宽度真空吸附装置型材壳体,其特征在于,所述型材壳体包括两端开口的中空长方体状外壳、凸设于所述外壳的底板上的多条凸肋、纵向设置于所述外壳内的至少一条纵向加强筋,所述多条凸肋和至少一条纵向加强筋均沿所述外壳的长度方向设置,所述至少一条纵向加强筋固设于所述外壳的顶板和所述多条凸肋中的至少一条凸肋之间;
2.根据权利要求1所述的大宽度真空吸附装置型材壳体,其特征在于,所述至少一条纵向加强筋的底端与所述多个通气孔相对应位置处设有多个缺口。
3.根据权利要求1所述的大宽度真空吸附装置型材壳体,其特征在于,所述至少一条纵向加强筋为一条纵向加强筋,所述纵向加强筋将所述外壳内部分隔为左腔体和右腔体,所述纵向加强筋位于所述外壳内中间位置处。
4.根据权利要求1所述的大宽度真空吸附装置型材壳体,其特征在于,所述外壳的顶板底面设有相互平行的第一“c”型槽和第二“c”型槽,所述外壳的底板顶面设有相互平行的第三“c”型槽和第四“c”型槽,所述第一“c”型槽、第二“c”型槽、第三“c”型槽和第四“c”型槽相互平行,且所述第一“c”型槽、第二“c”型槽、第三“c”型槽和第四“c”型槽均沿所述外壳的长度方向设置。
5.根据权利要求1所述的大宽度真空吸附装置型材壳体,其特征在于,所述外壳的顶板顶面第一侧设有第三“t”型槽,所述外壳的顶板顶面第二侧设有第四“t”型槽,所述第三“t”型槽和第四“t”型槽均沿所述外壳的长度方向设置。
6.一种真空吸附装置,其特征在于,所述真空吸附装置包括如权利要求1-5中任一项所述的型材壳体。
技术总结
本技术公开了一种大宽度真空吸附装置型材壳体,该型材壳体包括两端开口的中空长方体状外壳、凸设于该外壳的底板上的多条凸肋、纵向设置于该外壳内的至少一条纵向加强筋,该多条凸肋和至少一条纵向加强筋均沿该外壳的长度方向设置,该至少一条纵向加强筋固设于该外壳的顶板和该多条凸肋中的至少一条凸肋之间;该多条凸肋中每条凸肋上均设有多个通气孔,该通气孔纵向贯穿该凸肋和该外壳的底板,该至少一条纵向加强筋的底端与该凸肋固定连接,该至少一条纵向加强筋的底端位于该通气孔的中间位置处,且该至少一条纵向加强筋的厚度小于该通气孔的直径。
技术研发人员:姜红
受保护的技术使用者:深圳市鼎达信装备有限公司
技术研发日:20221116
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!