一种ZB48包装设备内框纸切刀相位的定位工装的制作方法
本技术属于国产超高速zb48包装设备,具体涉及一种zb48包装设备内框纸切刀相位的定位工装。
背景技术:
1、zb48是国产超高速设备,生产速度可达800包/分,其中内框纸切割组件是将内框纸切割成烟包所需的尺寸并进行输送。在zb48包装设备内框纸组件开展部件维修后,可直接更换装配好的内框纸组件。但为了保证切割后的内框纸符合产品质量要求,内框纸切割组件安装调整具有一定的精度要求。在安装新组件时常常会遇到以下问题:(1)较难和主机的齿轮啮合,需要反复盘动齿轮推进;(2)安装完毕的内框纸切割组件还需重新调整内框纸切刀相位,需要关注设备相位和内框纸切刀,输送皮带等相位关系,需要盘车反复确认调节,并产生大量的辅料消耗;(3)整个相位调整过程须耗时1小时左右,且相位调整精度得不到有效保证。
2、综上,亟需寻找一种切实有效的办法来解决上述技术问题。
技术实现思路
1、为解决现有技术存在的上述技术问题,本实用新型提供一种zb48包装设备内框纸切刀相位的定位工装,通过该工装的使用,大幅提高了内框纸切割组件安装调整效率,并有效保证了相位调整的准确性。
2、本实用新型采用的技术方案是:
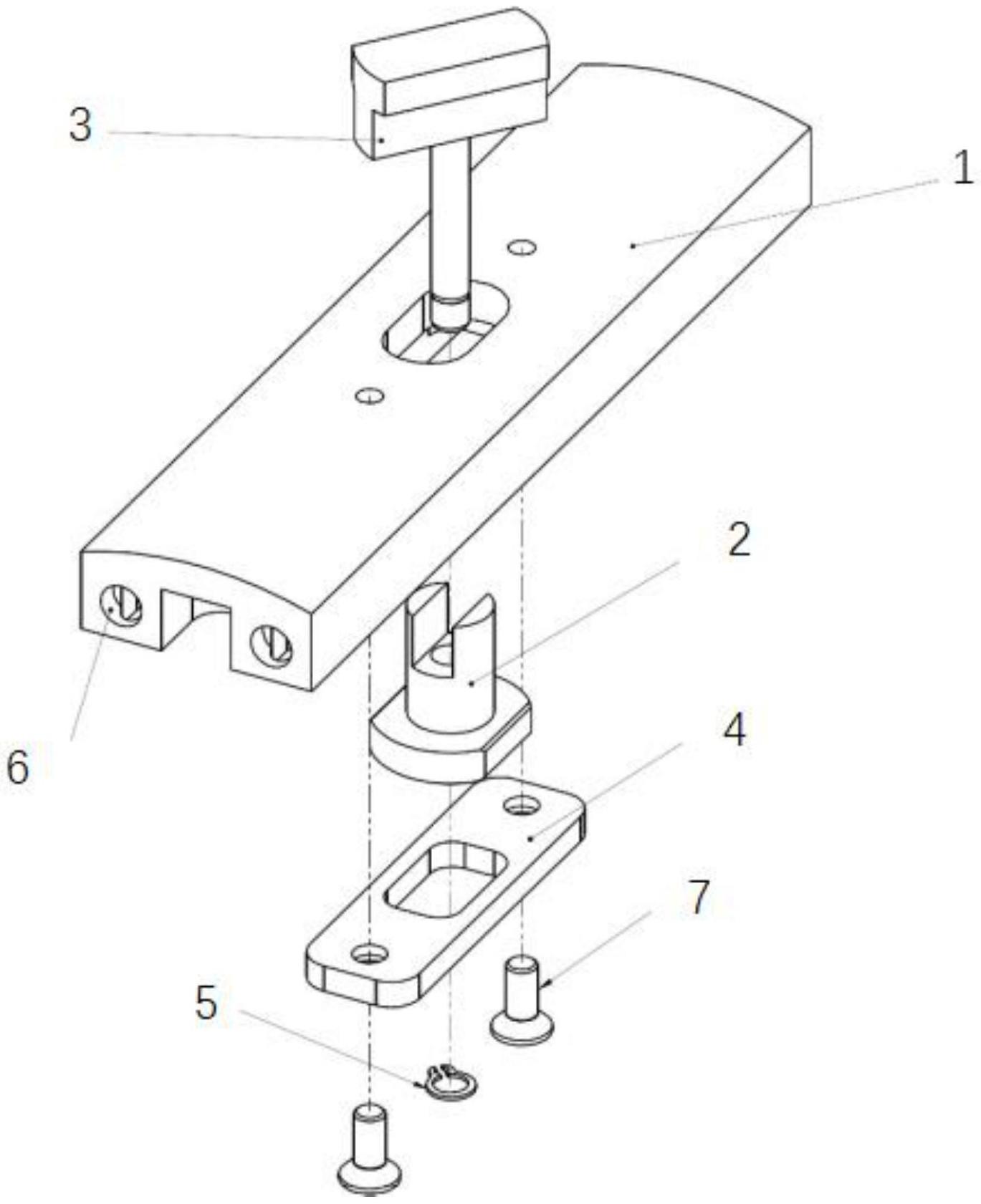
3、一种zb48包装设备内框纸切刀相位的定位工装,其特征在于,包括:
4、定位块,为长方体板条,底部沿长度方向的两端分别开设有用于在内框纸切割组件的外壳上定位的u形凹槽;定位块上开设有定位通孔,定位通孔为从上至下依次变大的台阶孔,台阶孔包括第一孔、第二孔、第三孔、连接在第一孔与第二孔之间的第一台阶面以及连接在第二孔与第三孔之间的第二台阶面,第一孔、第二孔以及第三孔同轴连通;
5、滑动套,包括滑动板和设置在滑动板上的圆柱体,圆柱体的中间以及滑动板上对应位置开设有通孔,下端穿过滑动板,上端开设有卡槽;滑动板的上端面与第一台阶面接触,并可沿第二孔的长度方向移动;
6、挡板,为中间开一椭圆形通孔的板件,椭圆形通孔与第一孔的尺寸一致,刚好通过滑动套上的圆柱体;挡板的上端面与第二台阶面接触;
7、定位杆,包括顶部的t形块以及设置在t形块底部的长圆杆,t形块嵌设在圆柱体上端的卡槽内;定位时,长圆杆的下端依次穿过第一孔、第二孔、第三孔、通孔以及挡板上的椭圆形通孔后伸入内框纸切割组件的对应孔内。
8、进一步的,所述挡板上开设有沉头螺丝孔,所述第二台阶面对应所述沉头螺丝孔的位置开设有螺纹孔,沉头螺丝头部穿过沉头螺丝孔固定在螺纹孔内,将滑动板限位在第二孔内。
9、进一步的,所述长圆杆靠近下端端部设置有一环形槽,所述环形槽内放置有用于防止定位杆从滑动套中脱出的挡圈。
10、进一步的,所述定位块沿宽度方向的两侧面分别设置有2个用于放置圆形磁钢的圆形小孔,以保证定位块在内框纸组件外壳上的牢固定位。
11、进一步的,所述长圆杆的尺寸与圆柱体中间的通孔大小相适配。
12、与现有技术相比,本实用新型的有益效果体现在:
13、1、通过本实用新型的定位工装,提高内框纸切刀组件安装的可操作性和效率,提升内框纸切刀相位的准确性。
14、2、本实用新型在定位块的两侧各有两个圆形小孔,用于放置磁钢,从而保证定位块能在内框纸切割组件外壳上牢固定位。
15、3、本实用新型在定位杆接近端部处有一环形槽,用于放置挡圈,从而对定位杆进行限位,防止定位杆从滑动套中脱出。
16、4、本实用新型通过沉头螺丝固定在定位块的第二台阶面上,从而使滑动套的滑动板平稳停留在定位块的第二孔里。
技术特征:
1.一种zb48包装设备内框纸切刀相位的定位工装,其特征在于,包括:
2.如权利要求1所述的一种zb48包装设备内框纸切刀相位的定位工装,其特征在于,所述挡板上开设有沉头螺丝孔,所述第二台阶面对应所述沉头螺丝孔的位置开设有螺纹孔,沉头螺丝头部穿过沉头螺丝孔固定在螺纹孔内,将滑动板限位在第二孔内。
3.如权利要求1所述的一种zb48包装设备内框纸切刀相位的定位工装,其特征在于,所述长圆杆靠近下端端部设置有一环形槽,所述环形槽内放置有用于防止定位杆从滑动套中脱出的挡圈。
4.如权利要求1所述的一种zb48包装设备内框纸切刀相位的定位工装,其特征在于,所述定位块沿宽度方向的两侧面分别设置有2个用于放置圆形磁钢的圆形小孔,以保证定位块在内框纸组件外壳上的牢固定位。
5.如权利要求1~4任意一项所述的一种zb48包装设备内框纸切刀相位的定位工装,其特征在于,所述长圆杆的尺寸与圆柱体中间的通孔大小相适配。
技术总结
本发明公开了一种ZB48包装设备内框纸切刀相位的定位工装,包括定位块、滑动套、挡板以及定位杆;定位块底部沿长度方向的两端分别开设有用于在内框纸切割组件的外壳上定位的U形凹槽;定位块上开设有定位通孔;滑动套包括滑动板和设置在滑动板上的圆柱体,圆柱体的中间以及滑动板上对应位置开设有通孔,下端穿过滑动板,上端开设有卡槽;挡板为中间开一椭圆形通孔的板件,椭圆形通孔与第一孔的尺寸一致,刚好通过滑动套上的圆柱体;定位杆包括顶部的T形块以及设置在T形块底部的长圆杆,T形块嵌设在圆柱体上端的卡槽内;定位时,长圆杆的下端依次穿过第一孔、第二孔、第三孔、通孔以及挡板上的椭圆形通孔后伸入内框纸切割组件的对应孔内。
技术研发人员:骆国富,徐羽明,朱世单,冯忆,章军
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!