一种组装小配件的顶料装置的制作方法
本技术涉及手机按键及摄像头组装,具体是一种组装小配件的顶料装置。
背景技术:
1、手机按键包括硅胶按键、p+r按键和塑胶按键三种分类,起初传统的手机都是采用塑胶按键,塑胶按键相比于硅胶按键和p+r按键而言有比较大的劣势,塑胶按键的寿命比硅胶按键、p+r按键要短的多。
2、在生产安装手机按键、手机摄像头这些小配件时,需要将配件产品从定位夹具中取出,当定位间隙大时,组装后的配件产品精度低,当定位间隙很小时(0.02mm~0.05mm),组装后的配件产品精度高,但配件产品的取料很困难,现有技术中在定位间隙小的情况下将配件产品从定位夹具中取出的方式通常为人工使用镊子翘出配件产品,这种方式在取料时极易导致配件产品侧壁受力变形,使配件产品损坏,配件产品的不良率较高。
技术实现思路
1、本实用新型的目的在于:为了解决配件产品的不良率高的问题,提供一种组装小配件的顶料装置。
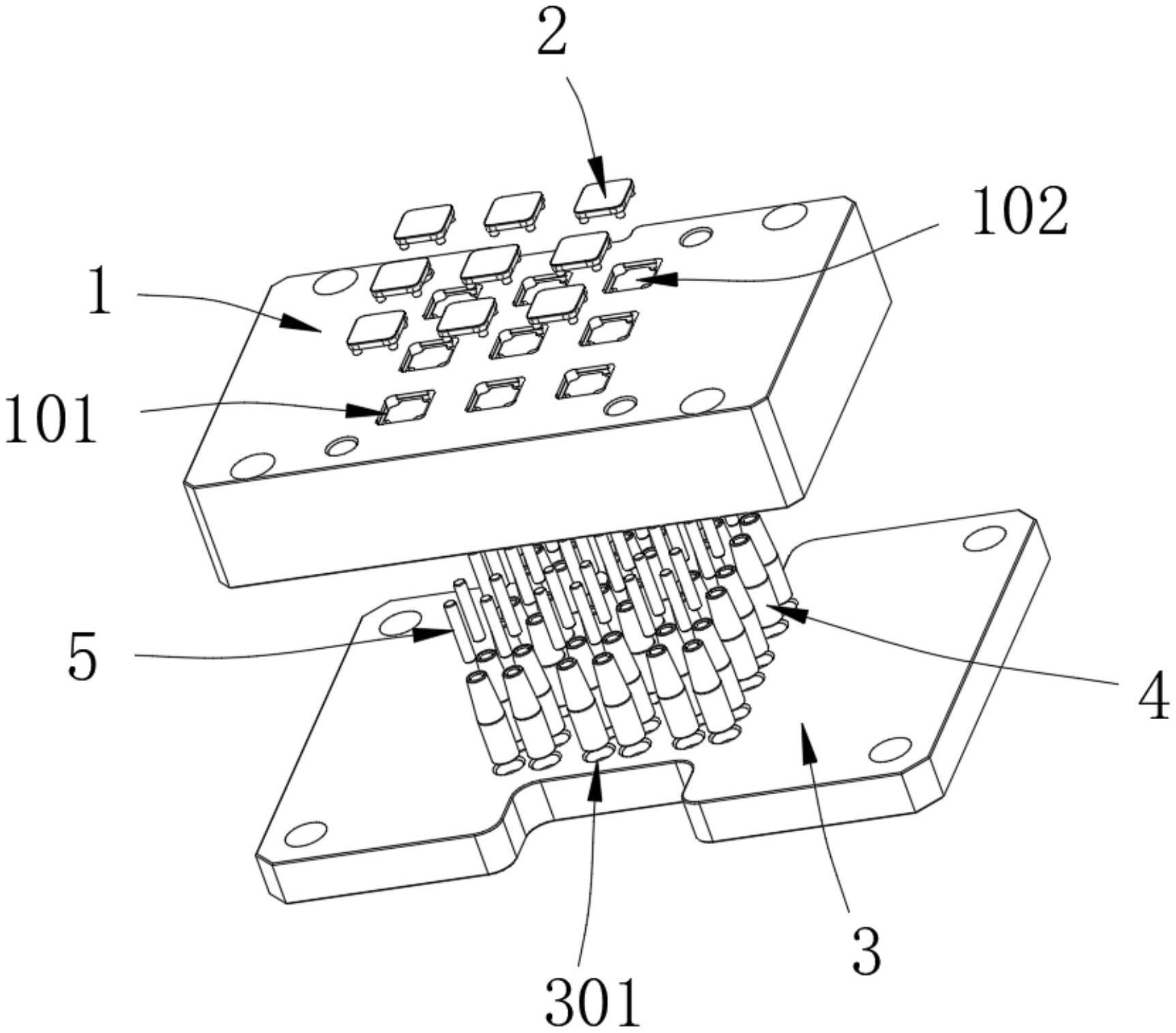
2、为实现上述目的,本实用新型提供如下技术方案:一种组装小配件的顶料装置,包括组装夹具和收容于所述组装夹具上的配件产品,其特征在于,所述组装夹具的底端设置有定位板,所述定位板的内部开设有若干个定位组件,若干个所述定位组件的内部固定安装有顶出组件,所述顶出组件的顶端固定连接有顶推件;所述组装夹具的内部开设有组装槽,所述组装槽的内部滑动安装有定位块,所述定位块支撑所述配件产品;每一所述定位组件包括四个第一定位槽,每一所述顶出组件包括四个第一顶柱,所述顶推件包括第一顶针;四个所述第一顶柱一一对应的分别插设于四个所述第一定位槽;所述配件产品的外壁与所述组装槽的内壁相匹配,所述定位块的四角位置处成型有弧形槽。
3、如此,将嵌有若干个配件产品的组装夹具套在定位板顶端,并使一个组装槽内部插接有四个第一顶柱,手动按压组装夹具,使第一顶针将配件产品从组装槽顶出下料,通过以上零件相互配合使用,使第一顶针贯穿定位块的四角位置处的弧形槽将配件产品顶出,值得说明的是,组装夹具采用pps材料不会划伤配件产品,定位板采用铝合金材料,轻便耐用,第一顶柱采用不锈钢材质,经久耐用,第一顶针采用铜或亚克力,硬度小于金属框,不会划伤配件产品。
4、作为本实用新型再进一步的方案:每一所述第一顶柱的顶端开设有第三定位槽,所述第一顶针固定安装于所述第三定位槽内;所述第一定位槽的内径小于所述第一顶柱的外径。
5、如此,将第一顶针卡接固定安装于第一顶柱的顶端,然后将第一顶柱插接于第一定位槽内,再从定位板的底端通过螺丝过孔使第一顶柱固定安装于第一定位槽内部,实现第一顶柱、第一顶针与定位板安装固定。
6、作为本实用新型再进一步的方案:每一所述定位组件包括一个第二定位槽,每一所述顶出组件包括一个第二顶柱,所述第二定位槽的内部固定安装所述第二顶柱,每一个所述第二顶柱的顶端固定安装有一个第二顶针。
7、如此,通过将嵌有若干个配件产品的组装夹具套在定位板顶端,并使一个组装槽内部底端插接第二顶针,手动按压组装夹具,使第二顶针挤压定位块,使定位块向上顶出配件产品。
8、作为本实用新型再进一步的方案:所述第二顶柱的顶端开设有第四定位槽,所述第二顶针通过过盈配合工艺固定安装于所述第四定位槽内;所述第二顶针的横截面成型“十”字型结构;所述第二定位槽的内径大于所述第二顶柱的外径。
9、如此,将第二顶针卡接固定于第二顶柱的顶端,再将第二顶针插接于第二定位槽内部,然后从定位板的底端通过螺丝过孔使第二顶柱固定安装于第二定位槽内部,实现第二顶柱、第二顶针与定位板进行固定连接。
10、与现有技术相比,本实用新型的有益效果是:通过设置定位板、第一顶柱和第二顶柱,实现将嵌有若干个配件产品的组装夹具套在定位板顶端,并使一个组装槽内部插接有四个第一顶柱,手动按压组装夹具,使第一顶针将配件产品从组装槽顶出下料,通过以上零件相互配合使用,使第一顶针贯穿定位块的四角位置处的弧形槽将配件产品顶出,配件产品侧壁与组装夹具之间只有摩擦力,配件产品侧壁不受挤压,避免配件产品变形损坏,降低配件产品的不良率。
技术特征:
1.一种组装小配件的顶料装置,包括组装夹具(1)和收容于所述组装夹具(1)上的配件产品(2),其特征在于,所述组装夹具(1)的底端设置有定位板(3),所述定位板(3)的内部开设有若干个定位组件,若干个所述定位组件的内部固定安装有顶出组件,所述顶出组件的顶端固定连接有顶推件。
2.根据权利要求1所述的一种组装小配件的顶料装置,其特征在于,所述组装夹具(1)的内部开设有组装槽(101),所述组装槽(101)的内部滑动安装有定位块(102),所述定位块(102)支撑所述配件产品(2)。
3.根据权利要求2所述的一种组装小配件的顶料装置,其特征在于,每一所述定位组件包括四个第一定位槽(301),每一所述顶出组件包括四个第一顶柱(4),所述顶推件包括第一顶针(5);四个所述第一顶柱(4)一一对应的分别插设于四个所述第一定位槽(301),每一所述第一顶柱(4)的顶端开设有第三定位槽,所述第一顶针(5)固定安装于所述第三定位槽内。
4.根据权利要求3所述的一种组装小配件的顶料装置,其特征在于,所述第一定位槽(301)的内径小于所述第一顶柱(4)的外径。
5.根据权利要求3所述的一种组装小配件的顶料装置,其特征在于,所述配件产品(2)的外壁与所述组装槽(101)的内壁相匹配,所述定位块(102)的四角位置处成型有弧形槽。
6.根据权利要求1所述的一种组装小配件的顶料装置,其特征在于,每一所述定位组件包括一个第二定位槽(302),每一所述顶出组件包括一个第二顶柱(6),所述第二定位槽(302)的内部固定安装所述第二顶柱(6),每一个所述第二顶柱(6)的顶端固定安装有一个第二顶针(7)。
7.根据权利要求6所述的一种组装小配件的顶料装置,其特征在于,所述第二顶柱(6)的顶端开设有第四定位槽,所述第二顶针(7)通过过盈配合工艺固定安装于所述第四定位槽内。
8.根据权利要求6所述的一种组装小配件的顶料装置,其特征在于,所述第二顶针(7)的横截面成型“十”字型结构。
9.根据权利要求6所述的一种组装小配件的顶料装置,其特征在于,所述第二定位槽(302)的内径大于所述第二顶柱(6)的外径。
技术总结
本技术公开了一种组装小配件的顶料装置,涉及手机按键及摄像头组装技术领域,包括组装夹具和收容于所述组装夹具上的配件产品,其特征在于,所述组装夹具的底端设置有定位板,所述定位板的内部开设有若干个定位组件。本技术通过设置定位板、第一顶柱和第二顶柱,实现将嵌有若干个配件产品的组装夹具套在定位板顶端,并使一个组装槽内部插接有四个第一顶柱,手动按压组装夹具,使第一顶针将配件产品顶出下料,通过以上零件相互配合使用,使第一顶针贯穿弧形槽将配件产品顶出,配件产品侧壁与组装夹具之间只有摩擦力,配件产品侧壁不受挤压,避免配件产品变形损坏,降低配件产品的不良率。
技术研发人员:吴桂婵
受保护的技术使用者:伯恩光学(惠州)有限公司
技术研发日:20221221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!