一种用于全自动冲切覆盖膜机的裁切组件的制作方法
本技术涉及覆盖膜加工,尤其涉及一种用于全自动冲切覆盖膜机的裁切组件。
背景技术:
1、覆盖膜,也称保护膜,用于保护线路不被氧化或损害,覆盖膜的背面通常需覆有离型纸,覆有离型纸的覆盖膜为覆盖膜产品,离型纸是一种即可防止与覆盖膜粘连,又可保护覆盖膜不受污染的防粘纸,离型纸可对覆盖膜起到保护作用,在覆盖膜的生产制造中,需要对覆盖膜进行冲压工艺处理。
2、在现有技术如:cn11282004b一种自动冲切覆盖膜装置中,包括产品放卷机构、夹紧输送机构、冲切机构、产品收卷机构和视觉检测装置;夹紧输送机构包括夹紧机构和用于带动夹紧机构往复移动的移动机构;冲切机构设有加工台和升降冲压部,升降冲压部设有冲压模具,第一路径经过加工台;视觉检测装置包括成像设备和图像处理装置,成像设备位于冲切机构与产品收卷机构之间并位于夹紧输送机构的上方,成像设备用于对成像区域进行成像并输出图像数据;图像处理装置接收图像数据并做比对数据处理并将比对结果进行判定;但是在冲压前后无法对覆盖膜的冲压位置进行自动校准,从而无法保证冲压精度并且其自动化程度低。
技术实现思路
1、本实用新型的目的在于针对上述现有技术的不足,提供了一种用于全自动冲切覆盖膜机的裁切组件,能够对覆盖膜进行裁切。
2、为实现上述目的,本实用新型采用了如下技术方案:
3、本实用新型提供了一种用于全自动冲切覆盖膜机的裁切组件,包括覆盖膜,所述覆盖膜的上表面安装有第一滚轴,所述覆盖膜的下表面安装有第二滚轴;
4、所述第一滚轴的两端与压轮底板相安装,所述压轮底板的中部安装有压轮气缸,所述压轮底板的两端均安装有压轮导杆,所述压轮导杆的外表面套接有直线轴承。
5、进一步,所述第二滚轴的两端均与裁切驱动支板相穿设,所述第二滚轴的一伸出端与驱动马达相安装。
6、进一步,两侧的所述裁切驱动支板与压轮气缸安装板垂直相安装,所述直线轴承和所述压轮气缸与所述压轮气缸安装板相穿设。
7、进一步,所述裁切驱动支板与所述压轮气缸相离的一侧安装有全裁刀升降背板。
8、进一步,所述全裁刀升降背板与所述压轮气缸相离的一侧安装有全裁刀安装板,所述全裁刀安装板的上表面安装有全裁气缸。
9、进一步,所述全裁刀安装板与所述压轮气缸相离的一侧安装有上裁刀,所述上裁刀安装在所述覆盖膜的上表面,所述覆盖膜的下表面安装有下裁。
10、进一步,所述上裁刀和所述下裁刀相对安装,用于裁切所述覆盖膜。
11、进一步,所述下裁刀安装与全裁安装底板相安装,所述全裁安装底板上安装有气嘴杆,所述气嘴杆上设有多个气孔。
12、本实用新型的有益效果为:该裁切组件能够将成型后的覆盖膜进行裁断,外后段的覆盖膜片对片贴合工艺做准备;覆盖膜料带放置于第一滚轴和第二滚轴中间,第一滚轴和第二滚轴滚动能够将覆盖膜输送置上裁刀和下裁刀之间,上裁刀下降时,上裁刀与覆盖膜和下裁刀相接触,从而将覆盖膜进行切割。
技术特征:
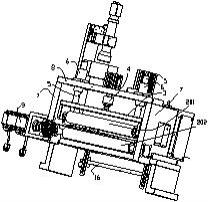
1.一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:包括覆盖膜(1),所述覆盖膜(1)的上表面安装有第一滚轴(201),所述覆盖膜(1)的下表面安装有第二滚轴(202);
2.根据权利要求1所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:所述第二滚轴(202)的两端均与裁切驱动支板(7)相穿设,所述第二滚轴(202)的一伸出端与驱动马达(9)相安装。
3.根据权利要求2所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:两侧的所述裁切驱动支板(7)与压轮气缸安装板(8)垂直相安装,所述直线轴承(6)和所述压轮气缸(4)与所述压轮气缸安装板(8)相穿设。
4.根据权利要求3所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:所述裁切驱动支板(7)与所述压轮气缸(4)相离的一侧安装有全裁刀升降背板(10)。
5.根据权利要求4所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:所述全裁刀升降背板(10)与所述压轮气缸(4)相离的一侧安装有全裁刀安装板(11),所述全裁刀安装板(11)的上表面安装有全裁气缸(12)。
6.根据权利要求5所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:所述全裁刀安装板(11)与所述压轮气缸(4)相离的一侧安装有上裁刀(13),所述上裁刀(13)安装在所述覆盖膜(1)的上表面,所述覆盖膜(1)的下表面安装有下裁刀(14)。
7.根据权利要求6所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:所述上裁刀(13)和所述下裁刀(14)相对安装,用于裁切所述覆盖膜(1)。
8.根据权利要求7所述的一种用于全自动冲切覆盖膜机的裁切组件,其特征在于:所述下裁刀(14)安装与全裁安装底板(15)相安装,所述全裁安装底板(15)上安装有气嘴杆(16),所述气嘴杆(16)上设有多个气孔。
技术总结
本技术提供一种用于全自动冲切覆盖膜机的裁切组件,包括覆盖膜,所述覆盖膜的上表面安装有第一滚轴,所述覆盖膜的下表面安装有第二滚轴;所述第一滚轴的两端与压轮底压板相安装,所述压轮底板的中部安装有压轮气缸,所述压轮底板的两端均安装有压轮导杆,所述压轮导杆的外表面套接有直线轴承;裁切组件能够将成型后的覆盖膜进行裁断,外后段的覆盖膜片对片贴合工艺做准备;覆盖膜料带放置于第一滚轴和第二滚轴中间,第一滚轴和第二滚轴滚动能够将覆盖膜输送置上裁刀和下裁刀之间,上裁刀下降时,上裁刀与覆盖膜和下裁刀相接触,从而将覆盖膜进行切割。
技术研发人员:郭成卓,刘复正,田文博,周家亮,刘冰,向欢欢,覃柏杰,郝庆彬,蓝得金
受保护的技术使用者:深圳市智晟威自动化科技有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!