适用于钢片直冲直贴工艺的模组的制作方法
本技术涉及钢片带胶产品生产设备领域,尤其是一种钢片直冲直贴工艺用工装。
背景技术:
1、目前钢片带胶产品生产时,需要先使用模切机将附着在钢片表面的胶冲切呈预设形状,并使用冲压机对钢片进行冲压冲型,而后由手工操作将胶与钢片进行初步贴合,再通过热压机使钢片和胶贴合,在生产过程中,切胶、冲压冲型和人工贴合的操作流程都是各自分开、单向完成,不仅生产成本极高、产能低,且由于切胶模具和冲压冲型模具分别产出胶与钢片后经由人工热敷贴合,凭操作人员经验进行定位,会造成产品溢胶、偏胶等问题,导致材料的浪费,直接影响产品品质。
技术实现思路
1、本实用新型的主要目的,在于提供一种适用于钢片直冲直贴工艺的模组,以解决现有技术中存在的钢片带胶产品生产过程中发生溢胶、偏胶的问题。
2、为了达到解决上述问题,本实用新型采用如下技术方案:
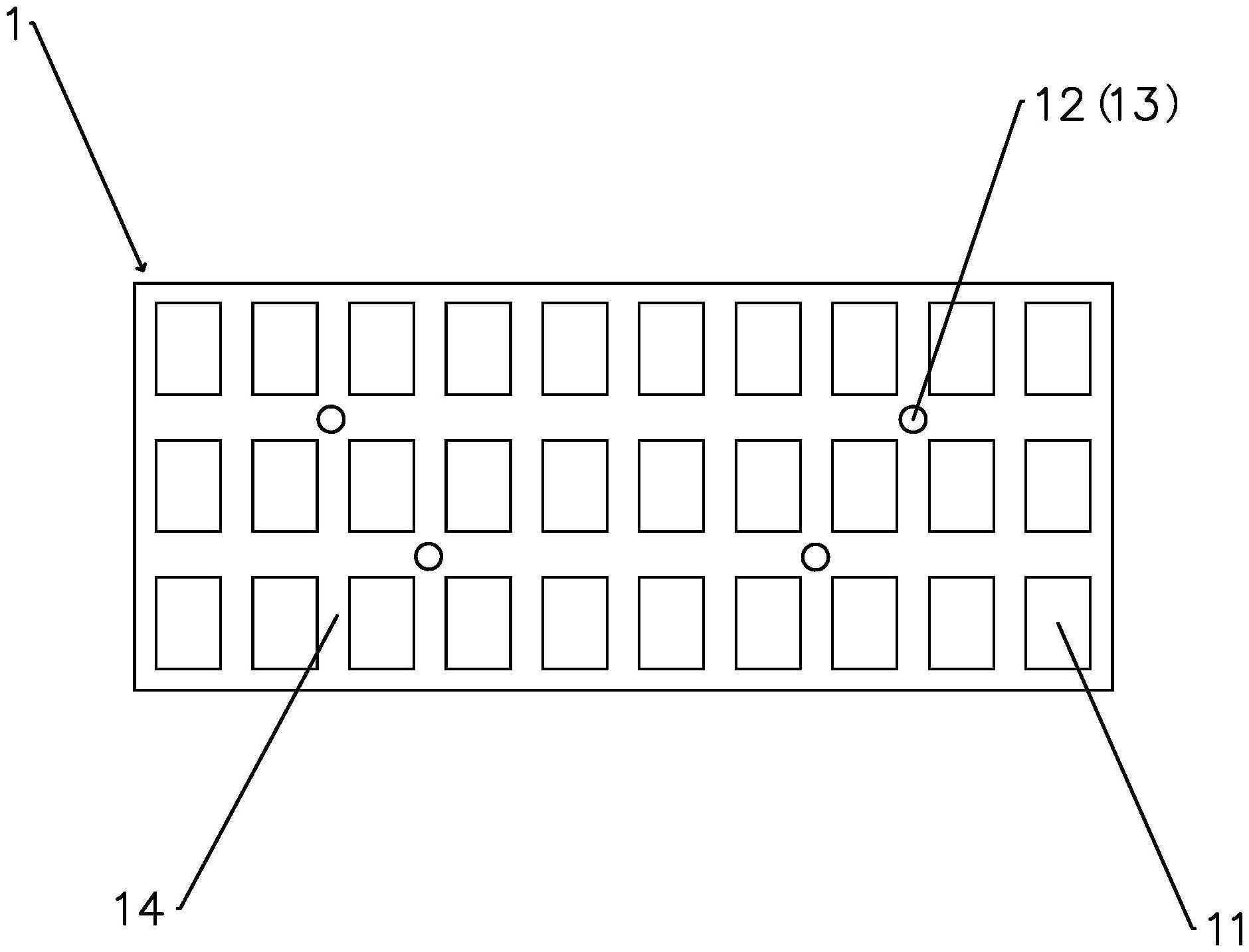
3、一种适用于钢片直冲直贴工艺的模组,包括顺序使用的切胶模具和冲型模具;所述切胶模具表面矩形阵列布设用于冲切出胶的轮廓的多个型胶部,两个相邻的所述型胶部之间设置胶带废料区,所述胶带废料区内设置多个用于冲抵钢片形成第一定位孔的第一冲针;所述冲型模具包括五金冲头和与所述五金冲头相适配的凹模,所述五金冲头的顶面设置有与多个所述型胶部对应的产品部,以及与第一定位孔配合的第一定位针。
4、进一步的,所述切胶模具顺应钢片传输方向在框体边侧设置有多个用于冲抵钢片形成第二定位孔的第二冲针,所述五金冲头对应所述第二定位孔设置有多个第二定位针。
5、进一步的,多个所述第一冲针间隔设置在靠近所述切胶模具的中心方向。
6、进一步的,所述第一冲针为4个,4个所述第一冲针呈梯形对称排布。
7、进一步的,多个所述产品部之间设置产品废料区,所述产品废料区一侧设置有托料装置。
8、本实用新型的有益效果是:通过切胶模具、冲型模具对胶与钢片进行冲型,并结合第一定位孔、第二定位孔与第一定位针、第二定位针的配合定位,取消了模切打胶及人工使用热压机进行贴合的工序,降低了人工成本,由于切胶及冲型时胶与钢片都是固定的位置,因此不会造成胶偏移,提高生产效率的同时提高了产品的合格率,提升产品竞争力。
技术特征:
1.一种适用于钢片直冲直贴工艺的模组,其特征在于,包括顺序使用的切胶模具(1)和冲型模具(2);
2.根据权利要求1所述的适用于钢片直冲直贴工艺的模组,其特征在于,所述切胶模具(1)顺应钢片传输方向在框体边侧设置有多个用于冲抵钢片形成第二定位孔(214)的第二冲针,所述五金冲头(21)对应所述第二定位孔(214)设置有多个第二定位针(213)。
3.根据权利要求1所述的适用于钢片直冲直贴工艺的模组,其特征在于,多个所述第一冲针(12)间隔设置在靠近所述切胶模具(1)的中心方向。
4.根据权利要求1所述的适用于钢片直冲直贴工艺的模组,其特征在于,所述第一冲针(12)为4个,4个所述第一冲针(12)呈梯形对称排布。
技术总结
本技术提供一种适用于钢片直冲直贴工艺的模组,包括顺序使用的切胶模具和冲型模具;切胶模具表面矩形阵列布设用于冲切出胶的轮廓的多个型胶部,两个相邻的型胶部之间设置胶带废料区,胶带废料区内设置多个用于冲抵钢片形成第一定位孔的第一冲针;冲型模具包括五金冲头和与五金冲头相适配的凹模,五金冲头的顶面设置有与多个型胶部对应的产品部,以及与第一定位孔配合的第一定位针。本技术,通过切胶模具、冲型模具,并结合第一定位孔、第二定位孔与第一定位针、第二定位针的配合定位,对钢片冲型,由于切胶及冲型时胶与钢片都是固定的位置,因此不会造成胶偏移,提高生产效率的同时提高了产品的合格率,提升产品竞争力。
技术研发人员:李清平,张文臣,姚力文
受保护的技术使用者:秦皇岛市达瑞胶粘制品有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!