一种医用胶管的模切生产线及模切方法与流程
本发明涉医用胶管制造,具体涉及一种医用胶管的模切生产线及模切方法。
背景技术:
1、如图7所示为一种医用胶管,该医用胶管是通过橡胶压膜进行批量压制,从而形成如图8所示的医用胶管集成连体坯料。该医用胶管批量模压后,形成矩阵阵列的医用胶管,相邻的医用胶管之间通过薄片连成一体,后续还需要通过专用的模切装置将医用胶管从集成连体坯料上切割下来。
2、以往的模切装置结构包括一个上模板、一个下模板和一个卸料板,下模板上密布设置有用于定位医用胶管集成连体坯料上各医用胶管的定位孔,上模板上密布设置有冲压切割头。该模切装置是安装在冲床上。其中,上模板安装在冲床的上模座上,下模板安装在冲床的下模座上,卸料板安装在冲床的卸料机构上。使用时,由操作人员人工将医用胶管集成连体坯料定位到下模板上,然后开启冲床进行冲压模切。
3、但是,上述模切装置在使用时还存在以下弊端:
4、一是由于医用胶管集成连体坯料上的医用胶管数量众多,要使得医用胶管集成连体坯料上的各医用胶管一次性全部定位到下模板的定位孔中并不容易,其人工定位的速度较慢,由此大幅度降低了医用胶管模切作业的生产效率。
5、二是模切装置磨损较大,使用寿命较短。
技术实现思路
1、为了解决上述问题,本发明提出一种医用胶管的模切生产线及模切方法,旨在提高医用胶管模切作业的生产效率,并提高模切装置的使用寿命。具体的技术方案如下:
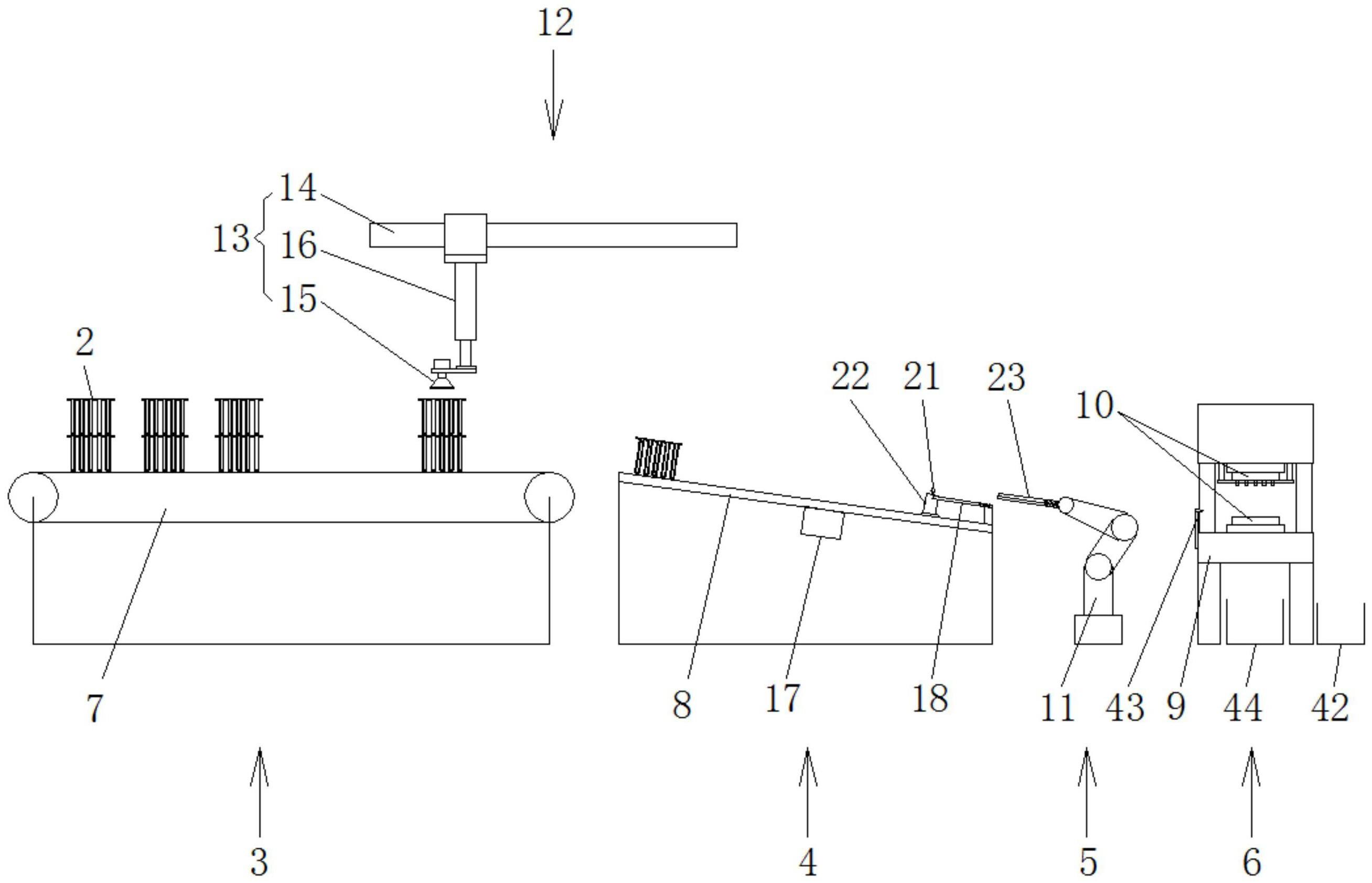
2、一种医用胶管的模切生产线,包括按照医用胶管模切作业的流程依次设置的医用胶管集成连体坯料人工叠料输送工位、医用胶管集成连体坯料接收工位、医用胶管集成连体坯料转运工位和冲压切割工位,所述人工叠料输送工位上设置有皮带输送机,所述医用胶管集成连体坯料接收工位上设置有用于接纳来自所述皮带输送机的医用胶管集成连体坯料的接收定位工作台,所述冲压切割工位上设置有冲床,所述冲床上设置有冲压切割模具,所述医用胶管集成连体坯料转运工位上设置有用于将所述医用胶管集成连体坯料从所述接收定位工作台上转移至冲床的冲压切割模具中的转运机械手。
3、优选的,在所述皮带输送机和所述接收定位工作台之间设置有输送工位,所述输送工位上设置有输送装置,所述输送装置包括横跨设置在所述皮带输送机和所述接收定位工作台的上方的输送导轨,所述输送导轨上移动设置有负压吸盘,所述负压吸盘通过升降机构实现上下升降。
4、优选的,所述升降机构为伺服电动推杆。
5、优选的,所述负压吸盘连接负压发生器。
6、优选的,所述接收定位工作台为向着出料端方向向下倾斜的倾斜工作台,且在所述倾斜工作台连接有用于实现所述倾斜工作台振动输送的振动器,在所述倾斜工作台的出料端部位的上方架空设置有用于校正医用胶管集成连体坯料位置的梳状定位板;所述梳状定位板上设置有若干数量平行间隔布置的梳条,所述梳条朝向所述倾斜工作台入料端的一端为尖头。
7、作为本发明的进一步改进,在所述倾斜工作台的上方且位于靠近所述梳状定位板的尖头一端部位设置有拦截校正杆,所述拦截校正杆与所述倾斜工作台的输送方向成交叉90度直角,所述拦截校正杆的一端固定在第一转角伺服电机的电机轴上。
8、本发明中,所述转运机械手为多轴关节机械手,且在所述多轴关节机械手的前端设置有梳状定位转运器。
9、本发明中,所述皮带输送机为间歇式皮带输送机。
10、本发明中,所述梳状定位转运器包括固定设置在所述多轴关节机械手前端的主梳状定位片、移动设置在所述主梳状定位片下端面上的副梳状定位片,在所述主梳状定位片、副梳状定位片上下正对的同一位置分别设置有若干数量平行间隔布置的梳条,所述梳条的悬臂端为尖头;其中,位于主梳状定位片上的梳条的一个侧边上间隔设置有若干数量的定位弧形凹槽,位于所述副梳状定位片上的梳条的一个侧边上间隔设置有若干数量的定位弧形凹槽,且所述主梳状定位片上的梳条的定位弧形凹槽与所述副梳状定位片上的梳条的定位弧形凹槽在平移方向上相互正对设置;所述副梳状定位片通过平移机构实现与所述主梳状定位片之间的相对平移,平移时所述主梳状定位片、副梳状定位片上的梳条保持平行,且所述副梳状定位片上的各梳条的弧形定位凹槽相对于所述主梳状定位片上的各梳条的弧形定位凹槽相互靠近,使得医用胶管集成连体坯料上的各医用胶管分别各自定位在一对弧形定位凹槽中,从而实现医用胶管集成连体坯料在所述梳状定位转运器上的精确定位。
11、本发明中,所述冲压切割模具包括固定在所述冲床的上模座上的上模板、固定在所述冲床的下模座上的下模板、上下移动设置在所述冲床的上模座上的卸料板,所述下模板上密布设置有用于定位医用胶管外圆的定位切割模孔,所述上模板上正对所述定位切割模孔的位置设置有切割冲头。
12、作为本发明的更进一步改进,所述冲床的一侧还设置有用于将冲压切割后的医用胶管从所述下模板中向下完全卸出的上下推挤装置,所述上下推挤装置包括设置在所述冲床一侧的推挤导轨、移动设置在所述推挤导轨上的移动座、固定在所述移动座上的悬臂式推挤梁、设置在所述悬臂式推挤梁前端部位下方位置的推挤板、密布设置在所述推挤板下端面上的推挤轴头,所述悬臂式推挤梁上设置有若干数量连接所述推挤板的推挤气缸;其中,所述推挤轴头的直径小于下模板上定位切割模孔的孔径。
13、优选的,所述移动座通过进退气缸实现所述移动座在所述推挤导轨上的移动。所述移动座沿推挤导轨向前移动时,可带动悬臂式推挤梁前端的推挤板进入冲床上冲压切割模具的下模板与卸料板之间的空挡中;所述移动座沿推挤导轨后退时,悬臂式推挤梁前端的推挤板从冲床上冲压切割模具的下模板与卸料板之间的空挡中退出。
14、优选的,所述平移机构包括设置在所述副梳状定位片上的滑动槽、设置在所述主梳状定位片上并与所述副梳状定位片的滑动槽相互滑动配合连接的滑动键、设置在所述主梳状定位片上的腰形槽、固定在在所述副梳状定位片上的第二转角伺服电机,所述第二转角伺服电机的电机轴上设置有用于控制所述副梳状定位片相对于所述主梳状定位片沿垂直于所述梳条方向平移量的偏心凸轮,所述偏心凸轮进入到所述主梳状定位片上的腰形槽内。
15、本发明中,在所述冲床的一侧设置有废料吹料器,在所述冲床的另一侧设置有废料收集箱;所述废料吹料器由若干数量斜向朝向所述下模板上端面的压缩空气吹嘴所组成。
16、优选的,所述皮带输送机的输送带两侧竖立设置有初定位挡板,所述初定位挡板向着皮带输送机的输送带外侧方向倾斜一定角度;医用胶管集成连体坯料转运至皮带输送机后通过所述初定位挡板实现现医用胶管集成连体坯料的初定位。
17、一种医用胶管的模切生产线的模切方法,包括如下步骤:
18、(1)人工叠料送料:操作人员将医用胶管的医用胶管集成连体坯料逐堆叠装到皮带输送机上,并通过皮带输送机将医用胶管集成连体坯料间歇输送至输送装置的负压吸盘下方位置;
19、(2)输送转运:输送装置开启负压吸盘,负压吸盘向下移动吸取医用胶管集成连体坯料并通过输送导轨输送转运至接收定位工作台上;
20、(3)接收定位:医用胶管集成连体坯料输送转运至接收定位工作台上后,通过设置在接收定位工作台上的振动器实现振动输送,医用胶管集成连体坯料被向着接收定位工作台的出料端方向输送,在到达接收定位工作台的出料端部位之前被拦截校正杆所拦截,在接收定位工作台的振动和拦截校正杆的拦截阻挡作用下,医用胶管集成连体坯料的一侧靠接在拦截校正杆上从而实现医用胶管集成连体坯料的位置纠正,为医用胶管集成连体坯料进入梳状定位板创造了条件;接着,拦截校正杆通过第一转角伺服电机向着远离所述医用胶管集成连体坯料的方向转过90度以上的角度,失去了拦截校正杆阻挡的医用胶管集成连体坯料在接收定位工作台振动的作用下继续向前输送,进入到梳状定位板中,实现医用胶管集成连体坯料在接收定位工作台出料端部位的准确定位;
21、(4)机械手转运:医用胶管集成连体坯料进入到梳状定位板中后,多轴关节机械手动作,多轴关节机械手前端的梳状定位转运器上的各梳条插入到医用胶管集成连体坯料的相邻医用胶管之间的间隙中,接着梳状定位转运器上的平移机构动作,使得梳状定位转运器上的副梳状定位片相对于主梳状定位片产生一定量的平移,进而使得副梳状定位片的梳条一侧的弧形定位凹槽相对于主梳状定位片的梳条一侧的弧形定位凹槽相互靠拢,从而使得每一对弧形定位凹槽各自形成一个用于医用胶管定位的定位孔,这样医用胶管集成连体坯料上的每一个医用胶管在定位孔中都得到了准确定位;医用胶管集成连体坯料准确定位后,由多轴关节机械手转运至冲压切割模具中并在冲压切割模具的下模板上得到准确定位;
22、(5)冲压切割:开启冲床进行冲压,使得上模板上的切割冲头进入到下模板的定位切割模孔中,医用胶管集成连体坯料上的医用胶管被切开从而与医用胶管集成连体坯料上的薄片相分离;
23、(6)推料:开启位于冲床的一侧的上下推挤装置,在进退气缸的驱动下移动座向前移动,位于悬臂式推挤梁前端下方位置的推挤板进入到冲床的冲压切割模具的下模板上方位置,到位后推挤气缸动作,在推挤气缸的作用下推挤板带动推挤轴头一起向下移动,推挤轴头将滞留在定位切割模孔内的医用胶管向下推挤并落入冲床下方的成品收集箱中;
24、(7)吹料:开启冲床一侧的废料吹料器,通过压缩空气吹嘴将留在下模板上的薄片废料吹落至冲床另一侧的废料收集箱内。
25、本发明的有益效果是:
26、第一,本发明的一种医用胶管的模切生产线及模切方法,实现了医用胶管的全自动模切,其生产效率高、模切质量好。
27、第二,本发明的一种医用胶管的模切生产线及模切方法,在倾斜工作台的上方且位于靠近梳状定位板的尖头一端部位设置有拦截校正杆,保证了医用胶管集成连体坯料能够顺利进入到梳状定位板中,由此提高了模切生产线运行的可靠性。
28、第三,本发明的一种医用胶管的模切生产线及模切方法,转运机械手前端的梳状定位转运器采用双层梳状定位片结构,其结构紧凑且使得医用胶管集成连体坯料的定位准确,从而能够保证医用胶管集成连体坯料顺利定位到下模板的定位切割模孔中,由此进一步提高了模切生产线运行的可靠性。
29、第四,本发明的一种医用胶管的模切生产线及模切方法,采用短冲程进行模切,冲头进入定位切割模孔的模切行程仅使得医用胶管集成连体坯料的薄片部分切断,并不深度进入到定位切割模孔中,模切后再利用上下推挤装置将留在冲压切割模具内的医用胶管完全卸出,由此可以大幅度减少冲压切割模具的冲头和定位切割模孔的磨损,从而大幅度提高冲压切割模具的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!