一种发光装置生产方法及设备与流程
本发明属于发光装置自动化生产,具体涉及一种发光装置生产方法及设备。
背景技术:
1、现有led发光装置的组装过程为:先将发光板通过螺钉固定在基座上,再将透镜板盖设在发光板上并通过螺钉将透镜板与基座通过通过螺钉固定。但是上述组装方法中存在以下问题:
2、一、通过手动旋拧螺钉的方式安装发光板,需要进行对孔、螺钉紧固等操作,不仅生产效率低而且物料和人工成本高,安装发光板需4颗螺钉(物料成本0.11元),拧螺钉需耗时14秒,所需人工0.15元,螺纹攻丝需成本0.6元。
3、二、透镜板与基座通过螺钉进行固定,生产效率相对低下,并且透镜板靠螺钉固定在基座上,螺钉旋拧过紧则易压碎透镜,螺钉旋拧过松则透镜与基座贴合度不足,这导致生产出的发光装置的防水、散热、配光性能的可靠性难以保证。
4、三、为了实现防水密封,透镜与基座之间通常还会加设有密封圈,但是密封圈较软易形变,尺寸不易控制,同时固体密封圈的安装难以实现自动化生产。
技术实现思路
1、本发明的目的在于提供一种发光装置生产方法及设备。
2、第一方面,本发明提供一种发光装置生产方法,其生产出的发光装置包括透镜板、发光板和基座。透镜板、发光板、基座依次层叠设置。透镜板与基座以过盈配合的方式连接。
3、该发光装置生产方法包括以下步骤:
4、步骤一、将发光板放置在基座上。
5、步骤二、将透镜板放置在基座上,使得透镜板与基座上过盈配合的区域对齐。
6、步骤三、对透镜板施加挤压力,使得透镜板与基座之间形成过盈配合。
7、作为优选,生产完成的发光装置中,所述的透镜板与基座之间通过边缘紧固结构连接;所述的边缘紧固结构包括边缘插接件和边缘插槽。边缘插接件设置在透镜板上;边缘插槽开设在基座上;边缘插槽环绕在发光板的周围;边缘插接件插入边缘插槽内,并形成过盈配合。
8、作为优选,步骤一执行后,在边缘插槽中填充密封胶。
9、作为优选,在步骤三中,使用加压件挤压透镜板。所述加压件的底部外凸设置有边缘挤压部。边缘挤压部的形状与透镜板上的边缘插接件的顶部形状对应。挤压过程中,边缘挤压部抵在边缘插接件的上方。
10、作为优选,生产完成的发光装置还包括中间紧固结构。中间紧固结构包括一个或多个过盈配合单元。过盈配合单元包括连接在透镜板上中间插接件,以及设置在基座安装面上的中间插槽。中间插接件与中间插槽的位置相互对应。中间插接件穿过发光板,并插入对应的中间插槽,形成过盈配合。
11、作为优选,步骤一执行后,在中间插槽中填充密封胶。
12、作为优选,在步骤三中,使用加压件挤压透镜板;所述加压件的底部外凸设置有中间挤压部;中间挤压部的数量和发光装置的过盈配合单元的数量均为n;n≥1;n个中间挤压部的相对位置与发光装置上的n个过盈配合单元的相对位置一致;挤压过程中,中间挤压部抵在对应的过盈配合单元的上方。
13、作为优选,透镜板与基座之间的部分或全部过盈配合单元还包括开设在透镜基座上的凹槽,以及一体成型在基座的安装面上的凸台;凹槽环绕在中间插接件的周围;中间插槽设置在凸台外端面上;所述的凸台穿过发光板,并伸入至凹槽内。
14、作为优选,所述的发光板被凸台穿过的位置为定位通槽;凹槽对凸台提供定位;凸台通过定位通槽对发光板提供定位。
15、作为优选,生产完成的发光装置还包括中间紧固结构;中间紧固结构包括一个或多个过盈配合单元;过盈配合单元包括连接在透镜板上中间插接件,以及设置在基座安装面上的中间插槽;中间插接件与中间插槽的位置相互对应;中间插接件穿过发光板,并插入对应的中间插槽,形成过盈配合。
16、作为优选,在步骤三中,使用加压件挤压透镜板;所述加压件的底部外凸设置有边缘挤压部和中间挤压部;边缘挤压部的形状与透镜板上的边缘插接件的顶部形状对应;中间挤压部的数量和发光装置的过盈配合单元的数量均为n;n≥1;n个中间挤压部相对于边缘挤压部的位置与发光装置上的n个过盈配合单元相对于发光装置上的边缘插接件的位置一致;挤压过程中,边缘挤压部抵在边缘插接件的上方;中间挤压部抵在中间插接件的上方。
17、作为优选,在生产完成的发光装置中,所述的基座的安装面边缘处设置有环绕透镜板一周的凸沿。凸沿位于边缘插槽的外侧。基座上的凸沿内侧壁与透镜板的外边缘相互对齐并间隔设置,形成环绕透镜板的密封凹槽。步骤三执行后,在密封凹槽中填充密封胶。
18、作为优选,步骤一执行后,在发光板的各灯珠上进行点胶操作。
19、作为优选,步骤三中,一块透镜板受到的挤压力为5000n~30000n,挤压时长大于或等于1s。
20、作为优选,所述的发光装置为发光模组。基座为散热器。
21、作为优选,所述的发光装置为路灯;基座为路灯的灯壳。
22、第二方面,本发明提供一种发光装置生产设备,其包括工件输送机构、基座上料机构、发光板上料机构、透镜上料机构和加压紧固机构。工件输送机构上设置有依次排列的基座上料工位、发光板上料工位、透镜上料工位和加压紧固工位。基座上料机构、发光板上料机构、透镜上料机构和加压紧固机构分别设置在基座上料工位、发光板上料工位、透镜上料工位和加压紧固工位所在位置。加压紧固机构上设置有挤压透镜板,使透镜板与基座形成过盈配合的加压件。
23、作为优选,工作过程中,基座上料机构将被生产的发光装置的基座放置在基座上料工位上。发光板上料机构将被生产的发光装置的发光板放置在发光板上料工位上的基座上。透镜上料机构将被生产的发光装置的透镜板放置在透镜上料工位上的基座上。
24、作为优选,该发光装置生产设备还包括第一打胶机构。发光板上料工位与透镜上料工位之间设置有第一打胶工位。生产完成的发光装置包括透镜板、发光板、基座和边缘紧固结构。透镜板、发光板、基座依次层叠设置。所述的边缘紧固结构包括边缘插接件和边缘插槽。边缘插接件设置在透镜板上;边缘插槽开设在基座上;边缘插槽环绕在发光板的周围;边缘插接件插入边缘插槽内,并形成过盈配合。工作过程中,第一打胶机构在发光装置中的基座上的边缘插槽中注入密封胶。
25、作为优选,所述加压件的底部外凸设置有边缘挤压部;边缘挤压部的形状与透镜板上的边缘插接件的顶部形状对应;挤压过程中,边缘挤压部抵在边缘插接件的上方。
26、作为优选,该发光装置生产设备还包括第一打胶机构;发光板上料工位与透镜上料工位之间设置有第一打胶工位;所述的发光装置还包括中间紧固结构。中间紧固结构包括一个或多个过盈配合单元。过盈配合单元包括连接在透镜板上中间插接件,以及设置在基座安装面上的中间插槽。中间插接件与中间插槽的位置相互对应。中间插接件穿过发光板,并插入对应的中间插槽,形成过盈配合。工作过程中,第一打胶机构在发光装置中的基座上的中间插槽中注入密封胶。
27、作为优选,所述加压件的底部外凸设置有中间挤压部;中间挤压部的数量和发光装置的过盈配合单元的数量均为n;n≥1;n个中间挤压部的相对位置与发光装置上的n个过盈配合单元的相对位置一致;挤压过程中,中间挤压部抵在对应的过盈配合单元的上方。
28、作为优选,所述加压件的底部外凸设置有边缘挤压部和中间挤压部;中间挤压部设置在边缘挤压部的内侧;
29、生产完成的发光装置包括透镜板、发光板、基座、边缘紧固结构和中间紧固结构;透镜板、发光板、基座依次层叠设置;所述的边缘紧固结构包括边缘插接件和边缘插槽;边缘插接件设置在透镜板上;边缘插槽设置在基座上;边缘插槽环绕在发光板的周围;边缘插接件插入边缘插槽内,并形成过盈配合。中间紧固结构包括一个或多个过盈配合单元;过盈配合单元包括连接在透镜板上中间插接件,以及设置在基座安装面上的中间插槽;中间插接件与中间插槽的位置相互对应;中间插接件穿过发光板,并插入对应的中间插槽,形成过盈配合;
30、边缘挤压部的形状与透镜板上的边缘插接件的顶部形状对应;中间挤压部的数量和发光装置的过盈配合单元的数量均为n;n≥1;n个中间挤压部相对于边缘挤压部的位置与发光装置上的n个过盈配合单元相对于发光装置上的边缘插接件的位置一致。
31、作为优选,该发光装置生产设备还包括第二打胶机构。加压紧固工位远离透镜上料工位的一侧设置有第二打胶工位。第二打胶机构安装在第二打胶工位所在位置;生产完成的发光装置包括透镜板、发光板、基座和边缘紧固结构;透镜板、发光板、基座依次层叠设置;所述的边缘紧固结构包括边缘插接件和边缘插槽;边缘插接件设置在透镜板上;边缘插槽设置在基座上;边缘插槽环绕在发光板的周围;边缘插接件插入边缘插槽内,并形成过盈配合。所述的基座的边缘处设置有环绕透镜板一周的凸沿。凸沿位于边缘插槽的外侧。基座上的凸沿内侧壁与透镜板的外边缘相互对齐并间隔设置,形成环绕透镜板的密封凹槽。工作过程中,第二打胶机构在发光装置的密封凹槽中注入密封胶。
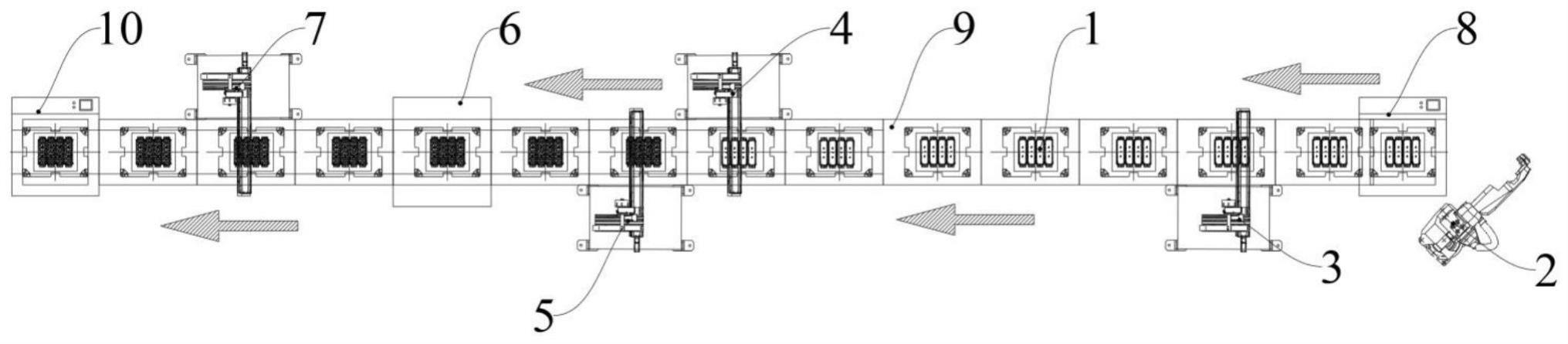
32、作为优选,所述的工件输送机构包括首端升降输送机、工位切换输送线、末端升降输送机、回流输送线和定位工装。首端升降输送机、工位切换输送线、末端升降输送机(10和回流输送线循环输送定位工装。工位切换输送线设置在回流输送线的正上方。首端升降输送机设置在工位切换输送线和回流输送线的一端;末端升降输送机置在工位切换输送线和回流输送线的另一端。首端升降输送机和末端升降输送机均包括升降机构和横向输送机构。横向输送机构安装在升降机构上。升降机构带动横向输送机构进行升降运动。横向输送机构在竖直方向上具有两个工作位置,分别为上工作位置和下工作位置。在横向输送机构处于上工作位置的状态下,横向输送机构与工位切换输送线对齐。在横向输送机构处于下工作位置的状态下,横向输送机构与回流输送线对齐。
33、作为优选,该发光装置生产设备还包括定位工装。定位工装上设置有一个或多个基座放置位。基座放置位对发光装置中的基座提供定位。加压件的数量和定位工装上的基座放置位的数量均为m;m≥1。m个加压件相对位置与定位工装上的m个基座放置位的相对位置一致。处于加压紧固工位的定位工装上的m个基座放置位分别位于m个加压件的正下方。加压紧固机构的工作压力为f;f=m·f0;f0为单一发光装置的预设加压力,取值为5000n~30000n。
34、作为优选,该发光装置生产设备还包括点胶机构。发光板上料工位与第一打胶工位之间设置有点胶工位。点胶机构设置在点胶工位所在位置。
35、作为优选,所述的工装输送机构包括依次相连的第一工装输送单元、点胶输送段和第二工装输送单元。基座上料工位、发光板上料工设置在第一工装输送单元上。透镜上料工位和加压紧固工位设置在第二工装输送单元上。点胶工位设置在点胶输送段上。点胶输送段的输入端设置有将发光装置从第一工装输送单元转移至点胶输送段输入端的第一转移机构;点胶输送段的输出端设置有将发光装置从点胶输送段的输出端设转移至第二工装输送单元输入端的第二转移机构。
36、第一工装输送单元和第二工装输送单元均包括首端升降输送机、工位切换输送线、末端升降输送机、回流输送线和定位工装。首端升降输送机、工位切换输送线、末端升降输送机和回流输送线循环输送定位工装。工位切换输送线设置在回流输送线的正上方。首端升降输送机设置在工位切换输送线和回流输送线的一端;末端升降输送机置在工位切换输送线和回流输送线的另一端。首端升降输送机和末端升降输送机均包括升降机构和横向输送机构。横向输送机构安装在升降机构上。升降机构带动横向输送机构进行升降运动。横向输送机构在竖直方向上具有两个工作位置,分别为上工作位置和下工作位置。在横向输送机构处于上工作位置的状态下,横向输送机构与工位切换输送线对齐。在横向输送机构处于下工作位置的状态下,横向输送机构与回流输送线对齐。
37、本发明具有的有益效果是:
38、1、本发明通过压合形成过盈配合的方式完成透镜板与基座的全自动连接;该种方式一方面能够省去传统的螺钉连接方式的物料和人工成本,另一方面能够使得透镜板在过盈配合产生的摩擦力作用下紧贴并挤压发光板,同时提高了透镜板的配光效果以及发光板与基座的贴合度。
39、2、本发明通过在透镜板与基座的插接位置填充密封胶,以及在透镜板与基座之间形成的密封凹槽中填充密封胶,达到双重密封效果,使得生产出的发光装置具有良好的防水防尘性能,并省去了发光装置中固体密封圈的使用;配合过盈配合的透镜安装方式,绕过了螺钉安装和密封圈安装这两个自动化难度极大的生产节点,从而低成本地实现了发光装置的全自动生产。
40、3、本发明通过设置首端升降输送机、工位切换输送线、末端升降输送机和回流输送线相配合,在不增大生产设备横向宽度的情况下,利用工位切换输送线下方的空间实现了发光装置的定位工装的自动回流,进一步提高了设备的生产效率。
41、4、本发明省去了发光装置组装过程中的所有人工节点,实现了全自动生产,大大提高了生产出的发光装置的质量稳定性。
42、5、本发明通过压合的方式完成透镜板、发光板、基座三者之间的固定,取消了手工打螺钉的固定方式。本发明在透镜板和基座之间设置基于过盈配合的中间紧固结构;中间紧固结构能够对透镜板的中间位置(即发光区域)施加紧固力,一方面避免透镜板在长期使用中出现中部隆起的情况,另一方面使得发光板的中部也受到挤压力而紧贴基座,提高发光装置的散热性能。与此同时,中间紧固结构和边缘紧固结构在同一次压合作业中同时完成连接,生产效率较高。
43、6、本发明使用专门的加压件对透镜板进行挤压,使得透镜板上仅有中间紧固结构和边缘紧固结构所在位置直接受到挤压力,从而在利用压合实现透镜板快速安装的同时,有效避免发光板以及透镜板上的透镜被挤压损坏的情况出现。
- 还没有人留言评论。精彩留言会获得点赞!