一种用于混流生产的抓具停靠站及其使用方法与流程
本发明属于汽车焊装生产领域,特别是涉及一种用于混流生产的抓具停靠站及其使用方法。
背景技术:
1、焊装领域现有的抓具停靠站一般都是一个抓手对应一个停靠站,其他形式的有一个停靠站上安装两个停靠位置,或者两个结构相似抓具共用一个停靠站然后切换使用,但是以上各种情况都只适用于多车型时使用。在线体要求x+n(x为线上共线车型数量,n为线下储备车型数量)多车型混流生产时,线体周边空间只能满足线上车型的生产需求,没办法将所有车型的停靠站都布置在线体周边,并且由于停靠站都是靠化学螺栓固定在地面上的,当线体需要线上线下车型切换时,线上车型停靠站的拆除以及线下车型停靠站的安装、轨迹调试等工作是无法在短时间内完成的。
技术实现思路
1、有鉴于此,本发明旨在提出一种用于混流生产的抓具停靠站及其使用方法,以解决现有技术中的停靠站不能快速切换抓具定位装置实现相应车型抓具停靠的问题。
2、为实现上述目的,本发明采用以下技术方案:
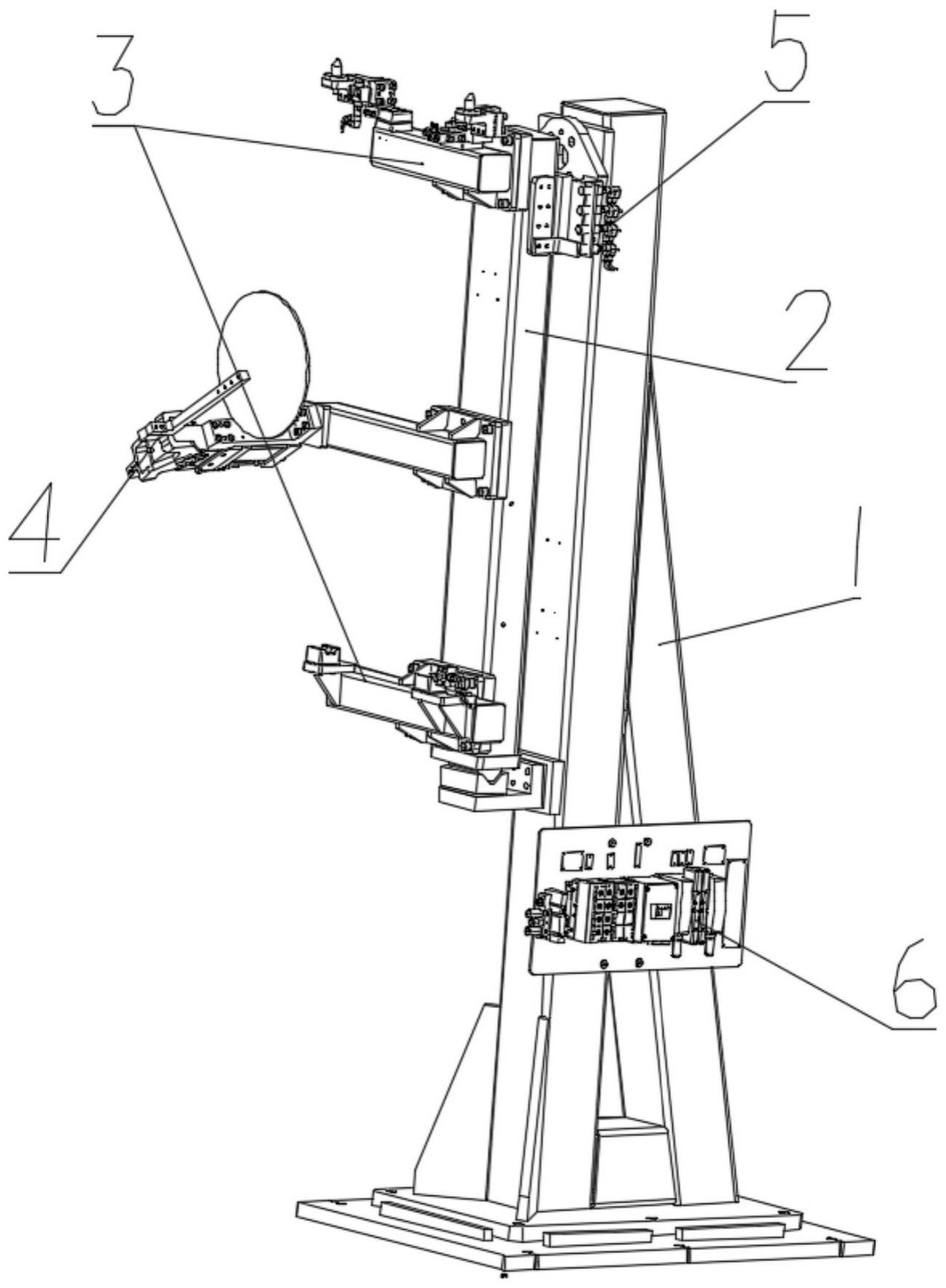
3、一种用于混流生产的抓具停靠站,包括基础定位部件、切换装置单元、抓具定位单元以及车型识别单元,所述切换装置单元安装在基础定位部件上,所述切换装置单元的上下两端均安装有抓具定位单元,所述切换装置单元的侧端上安装有车型识别单元。
4、更进一步的,所述基础定位部件包括第一钢结构、地脚板、主定位v型槽以及辅助定位v型槽,所述第一钢结构安装在地脚板上,所述主定位v型槽安装在第一钢结构的顶端,所述辅助定位v型槽安装在第一钢结构的中部。
5、更进一步的,所述定位v型槽与辅助定位v型槽和第一钢结构连接之间皆设有垫片。
6、更进一步的,所述第一钢结构的侧端安装有阀岛组件。
7、更进一步的,所述切换装置单元包括第二钢结构、主定位块以及辅助定位块,所述主定位块与辅助定位块分别安装在第二钢结构的上下两端,所述第二钢结构安装在主定位v型槽和辅助定位v型槽之间。
8、更进一步的,所述第二钢结构与主定位块连接端的侧端面安装有车型识别折弯板,所述车型识别单元与车型识别折弯板连接。
9、更进一步的,所述抓具定位单元包括第三钢结构、定位销、定位块以及到位识别开关,所述第二钢结构的一侧上下两端皆通过连接板安装有第三钢结构,上端的第三钢结构的两侧均安装有定位销,下端的第三钢结构的两侧均安装有定位块,所述定位销的底部安装有到位识别开关。
10、更进一步的,所述第二钢结构的中部通过连接板安装有防尘单元。
11、更进一步的,所述防尘单元包括第四钢结构、翻转气缸以及防尘板,所述第四钢结构通过连接板安装在第二钢结构的中部,所述翻转气缸的固定端安装在第四钢结构上,所述防尘板安装在翻转气缸的输出端。
12、更进一步的,一种用于混流生产的抓具停靠站的使用方法,它包括以下步骤:
13、步骤1:通过抓具定位单元对抓具进行定位,不同车型的抓具定位单元安装在切换装置单元上;
14、步骤2:切换装置单元通过两组定位v型槽安装在基础定位部件上;
15、步骤3:通过车型识别单元对不同车型的切换装置单元进行识别;
16、步骤4:然后对相应车型抓具停靠。
17、与现有技术相比,本发明的有益效果是:
18、1.本发明定位准确,可以通过快速切换抓具定位装置来实现相应车型抓具停靠,基础定位部件一次性投入后续不需要改造,可以满足多车型共用。
19、2.本发明所述的车型识别单元安装在基切换装置单元上,由四个接近开关组成,可以通过排列组合的形式实现不同车型的抓具定位装置的识别。
技术特征:
1.一种用于混流生产的抓具停靠站,其特征在于:包括基础定位部件(1)、切换装置单元(2)、抓具定位单元(3)以及车型识别单元(5),所述切换装置单元(2)安装在基础定位部件(1)上,所述切换装置单元(2)的上下两端均安装有抓具定位单元(3),所述切换装置单元(2)的侧端上安装有车型识别单元(5)。
2.根据权利要求1所述的一种用于混流生产的抓具停靠站,其特征在于:所述基础定位部件(1)包括第一钢结构(1-1)、地脚板(1-2)、主定位v型槽(1-3)以及辅助定位v型槽(1-4),所述第一钢结构(1-1)安装在地脚板(1-2)上,所述主定位v型槽(1-3)安装在第一钢结构(1-1)的顶端,所述辅助定位v型槽(1-4)安装在第一钢结构(1-1)的中部。
3.根据权利要求2所述的一种用于混流生产的抓具停靠站,其特征在于:所述定位v型槽(1-3)与辅助定位v型槽(1-4)和第一钢结构(1-1)连接之间皆设有垫片。
4.根据权利要求2所述的一种用于混流生产的抓具停靠站,其特征在于:所述第一钢结构(1-1)的侧端安装有阀岛组件(6)。
5.根据权利要求2所述的一种用于混流生产的抓具停靠站,其特征在于:所述切换装置单元(2)包括第二钢结构(2-1)、主定位块(2-2)以及辅助定位块(2-3),所述主定位块(2-2)与辅助定位块(2-3)分别安装在第二钢结构(2-1)的上下两端,所述第二钢结构(2-1)安装在主定位v型槽(1-3)和辅助定位v型槽(1-4)之间。
6.根据权利要求5所述的一种用于混流生产的抓具停靠站,其特征在于:所述第二钢结构(2-1)与主定位块(2-2)连接端的侧端面安装有车型识别折弯板(2-5),所述车型识别单元(5)与车型识别折弯板(2-5)连接,所述车型识别单元(5)包括四个接近开关。
7.根据权利要求5所述的一种用于混流生产的抓具停靠站,其特征在于:所述抓具定位单元(3)包括第三钢结构(3-1)、定位销(3-2)、定位块(3-3)以及到位识别开关(3-4),所述第二钢结构(2-1)的一侧上下两端皆通过连接板(2-4)安装有第三钢结构(3-1),上端的第三钢结构(3-1)的两侧均安装有定位销(3-2),下端的第三钢结构(3-1)的两侧均安装有定位块(3-3),所述定位销(3-2)的底部安装有到位识别开关(3-4)。
8.根据权利要求7所述的一种用于混流生产的抓具停靠站,其特征在于:所述第二钢结构(2-1)的中部通过连接板(2-4)安装有防尘单元(4)。
9.根据权利要求8所述的一种用于混流生产的抓具停靠站,其特征在于:所述防尘单元(4)包括第四钢结构(4-1)、翻转气缸(4-2)以及防尘板(4-3),所述第四钢结构(4-1)通过连接板(2-4)安装在第二钢结构(2-1)的中部,所述翻转气缸(4-2)的固定端安装在第四钢结构(4-1)上,所述防尘板(4-3)安装在翻转气缸(4-2)的输出端。
10.一种如权利要求1所述的用于混流生产的抓具停靠站的使用方法,其特征在于:它包括以下步骤:
技术总结
本发明提出了一种用于混流生产的抓具停靠站及其使用方法,属于汽车焊装生产领域。解决了现有技术中的停靠站不能快速切换抓具定位装置实现相应车型抓具停靠的问题。它包括基础定位部件、切换装置单元、抓具定位单元以及车型识别单元,切换装置单元安装在基础定位部件上,切换装置单元的上下两端均安装有抓具定位单元,切换装置单元的侧端上安装有车型识别单元。它主要用于汽车生产。
技术研发人员:李轲冉,刘泽博,鲁鑫,陈志毅,张轩
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!