一种冷压件通用端拾器及其自动调节系统和调节方法与流程
本发明涉及端拾器,尤其涉及一种冷压件通用端拾器及其自动调节系统和调节方法。
背景技术:
1、端拾器是一种与工业机器人(包括六轴机器人、高速线悬吊式机械臂)、桁架机械臂(包括高速线gudel speedbar、robobeam)、助力机械臂末端相连接,辅助以上设备对工件的拾取、搬运为主要功能的一套产品,在目前智能化制造的大环境下,广泛应用于各个行业,诸如电子、汽车、注塑、包装等等。
2、而目前,汽车冷冲压车间所使用的端拾器,其主连接杆与支臂、支臂与吸盘支座之间多数为固定连接或螺栓连接,即针对每一种冷冲压模具设备都配套有对应分布形式的端拾器,一般端拾器不具备调节功能,在更换模头后,就必须对应更换端拾器,以便于针对性的对变更后的冷冲压件进行拾取,更换效率低,通用性较差,进而导致生产效率较低。
技术实现思路
1、针对上述现有技术的不足,本发明所要解决的技术问题是:提供一种冷压件通用端拾器及其自动调节系统和调节方法,解决了现有的端拾器通用性差的问题。
2、为了解决上述技术问题,本发明采用了如下的技术方案:
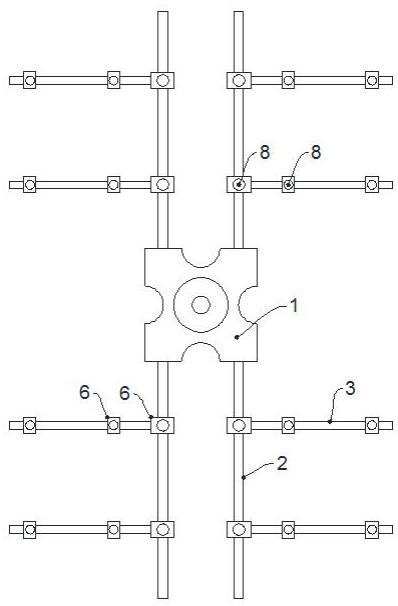
3、一种冷压件通用端拾器,多根主连接杆和用于与机械臂连接的快换接头,所述快换接头同时与多根主连接杆相连,在主连接杆上沿其长度方向分布有多个支臂,在支臂上设有多个吸盘支座,在吸盘支座上安装有吸盘,所述吸盘连接有气路组件,该气路组件用于与气源连接;
4、所述支臂通过安装座与主连接杆滑动连接,所述吸盘支座通过安装座与支臂滑动连接,其中,所述安装座通过一驱动机构安装在主连接杆或支臂上,所述驱动机构工作时能够带动安装座沿主连接杆或支臂移动,并停止工作时能够使安装座固定在主连接杆或支臂上。
5、作为优化,所述主连接杆为两根,并水平平行设置,所述快换接头同时与两根主连接杆的中部相连,所述支臂水平设置且垂直于主连接杆,并分布在两根主连接杆相背的一侧。
6、作为优化,所述主连接杆和支臂的截面为矩形,并在主连接杆和支臂上沿其长度方向设有齿条;对应的,所述安装座为矩形套结构并滑动配合套设在主连接杆或支臂上,并在安装座上设有驱动电机,在驱动电机的电机轴上设有齿轮,所述齿轮与齿条啮合,驱动电机带动齿轮转动时带动安装座沿主连接杆或支臂移动,并齿轮停止转动时使安装座锁止固定在主连接杆或支臂上。
7、基于上述通用端拾器,本发明还提供了一种冷压件通用端拾器的自动调节系统,与所述的冷压件通用端拾器连接,包括,
8、交互显示模块,用于输入交互指令,包括输入待加工冷压件的名称和/或选择待加工冷压件;
9、参数预置模块,用于存储冷压件的参数,其中,所述冷压件的参数包括冷压件的名称、图像以及对应的拾取点分布参数;
10、单片机,与所述驱动电机连接,用于对输入的交互指令进行识别,并调取对应冷压件的参数,然后向驱动电机发送控制指令,使驱动机构带动安装座移动至预设位置并固定,使吸盘按照冷压件的拾取点分布参数分布。
11、作为优化,所述参数预置模块包括,
12、存储模块,用于存储冷压件的参数,其中,冷压件的参数通过交互显示模块手动输入;
13、调用模块,用于由存储模块中调用冷压件的参数;。
14、作为优化,所述参数预置模块包括,
15、图像识别模块,用于获取冷压件的图像,并拟合出冷压件上吸盘能够拾取的平面区域的轮廓线;
16、网格生成模块,用于根据图像识别模块拟合出的轮廓线计算该轮廓线的形心,并以该形心为坐标原点建立平面坐标系,所述平面坐标系的纵轴与主连接杆的延伸方向平行,横轴与支臂的延伸方向平行;坐标系建立完成后,将横轴和纵轴分别以预设间隔平行复制为网格线形成网格,直至网格覆盖所述冷压件的轮廓线;
17、拾取点选取模块,用于由所述网格中横向网格线和纵向网格线的交点中选取符合预设条件的交点作为拾取点,以生成拾取点分布参数;
18、存储模块,用于存储冷压件的参数;
19、调用模块,用于由存储模块中调用冷压件的参数。
20、作为优化,所述预设条件为,
21、a、所述交点位于冷压件的轮廓线内侧,且该交点与轮廓线之间的最小距离大于预设值;
22、b、当多个满足条件a的交点位于同一横向网格线或纵向网格线上时,保留横轴两侧或纵轴两侧距离轮廓线距离最小的两个交点;
23、c、任意相邻的满足条件b的交点之间的距离小于网格的对角线的长度,则保留距离轮廓线最小的交点;
24、d、将满足条件c的保留的交点作为拾取点。
25、基于上述通用端拾器和自动调节系统,本发明还提供了一种冷压件通用端拾器的调节方法,包括所述的冷压件通用端拾器和所述的自动调节系统;包括如下步骤,
26、1)通过快换接头将端拾器安装在一定位支架上;
27、2)将驱动电机与自动调节系统相连,然后初始化;
28、3)通过交互显示模块输入交互命令,包括输入待加工冷压件的名称,和/或选择待加工冷压件的图像;
29、4)单片机识别输入的交互命令后,由参数预置模块中查找并调用对应的待加工冷压件的参数;
30、5)单片机依次向驱动电机发送控制指令,使驱动电机带动安装座按照待加工冷压件的拾取点分布参数行进对应的距离,使吸盘按照待加工冷压件的拾取点分布参数分布。
31、作为优化,待加工冷压件的拾取点分布参数的获取,包括如下步骤,
32、301)通过图像识别模块获取冷压件的图像,并拟合出冷压件上吸盘能够拾取的平面区域的轮廓线;
33、302)网格生成模块根据图像识别模块拟合出的轮廓线计算出其形心,并以该形心为坐标原点建立平面坐标系,所述平面坐标系的纵轴与主连接杆的延伸方向平行,横轴与支臂的延伸方向平行;坐标系建立完成后,将横轴和纵轴分别以预设间隔平行复制为网格线形成网格,直至网格覆盖所述冷压件的轮廓线;
34、303)拾取点选取模块由所述网格中横向网格线和纵向网格线的交点中选取拾取点,以生成拾取点分布参数;
35、作为优化,步骤303)中,拾取点的选取包括,
36、3031)选取位于冷压件的轮廓线内侧且与轮廓线之间的最小距离大于预设值的交点;
37、3032)步骤3031)中位于同一横向网格线或纵向网格线上的多个交点,选取横轴两侧或纵轴两侧距离轮廓线距离最小的两个交点;
38、3033)步骤3032)中保留的交点中,相邻交点之间的距离小于网格的对角线长度的交点,选取距离轮廓线最小的交点;
39、3034)将步骤3033)选取的交点作为拾取点。
40、本技术与现有技术相比具有以下有益效果:
41、本发明通过采用能够沿主连接杆/支臂自动移动的安装座,并通过自动调节系统进行控制,使安装座能够移动至指定的位置使吸盘按照预设的拾取分布点进行分布,从而能够自适应不同的冷压件,通用性得到了较大的提升。其中,预设的拾取分布点可以采用人工预设输入,也可以通过自动识别计算完成,对于已知的或未知的冷压件都能很好的实现自动调节,进一步的提高了通用性。本发明结构简单,数据处理过程简单,自动识别选取的拾取点均匀,冷压件拾取平衡性好,操作简单,提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!