闪光灯组装定位装置及组装方法与流程
本发明属于组装,尤其涉及一种闪光灯组装定位装置及组装方法。
背景技术:
1、闪光灯组装于压板上时,压板为弧形构造并且在压板上有一个闪光灯定位孔,需要将闪光灯轴心线重叠于闪光灯定位孔轴心线的方式进行两者的组装。
2、常规组装方式采用压板定位及闪光灯被吸附后组装于压板上的方式,例如,中国专利公开了一种闪光灯自动组装设备,申请号cn201410767196.7,包括机架总装、圆盘部件、料盘部件、透镜点胶部件、透镜组装部件、压合组件、上下料组件,所述机架总装的上方安装有圆盘部件、料盘部件、透镜点胶部件、透镜组装部件和压合组件,所述机架总装的一侧安装有上下料组件,所述料盘部件和透镜组装部件之间设有透镜ccd检测组件;
3、所述圆盘部件上设有转盘组件、载具、擦胶组件、压头组件、保压组件、自动夹紧组件、吸取不良品解锁机构和光电感应装置,所述转盘组件安装在机架总装的上表面,所述载具环形排布安装在转盘组件上,所述相邻的载具之间由自动夹紧组件相固定连接,所述相邻的载具之间设有压头组件,所述压头组件上设有压头放置槽,所述每个载具在朝转盘组件中心的方向设有保压组件和吸取不良品解锁机构,所述转盘组件上设有擦胶组件,所述转盘组件的侧边上安装有光电感应装置。该方案的优势在于:能够应用于电子通讯设备以及平板电脑的闪光灯透镜组装,可以紧密配合手机组装线的生产,可以紧密配合手机组装产线的生产,实现产品点胶、闪光灯组装、点胶ng判断、存储数据的自动化等功能,性能全面,具有便捷性及快速性等特点,界面实时显示产品的当前拍摄画面,明显标明产品位置和偏移角度,一目了然的使操作者和调试者了解产品信息,并相应对其调整,使其配套设备深受各大电子通讯产品生产厂商青睐。
4、上述方案虽然具有如下的优势,但是,上述方案的部件采用不同的上下定位并进行对位组装,需要进行不断调整对位精度,成本较高(例如,需要设置传感器等等位置检测),以及由于定位于不同的机构上,组装精度还是存在一定缺陷。
技术实现思路
1、本发明的目的是针对上述问题,提供一种可以解决上述技术问题的闪光灯组装定位装置及组装方法。
2、为达到上述目的,本发明采用了下列技术方案:
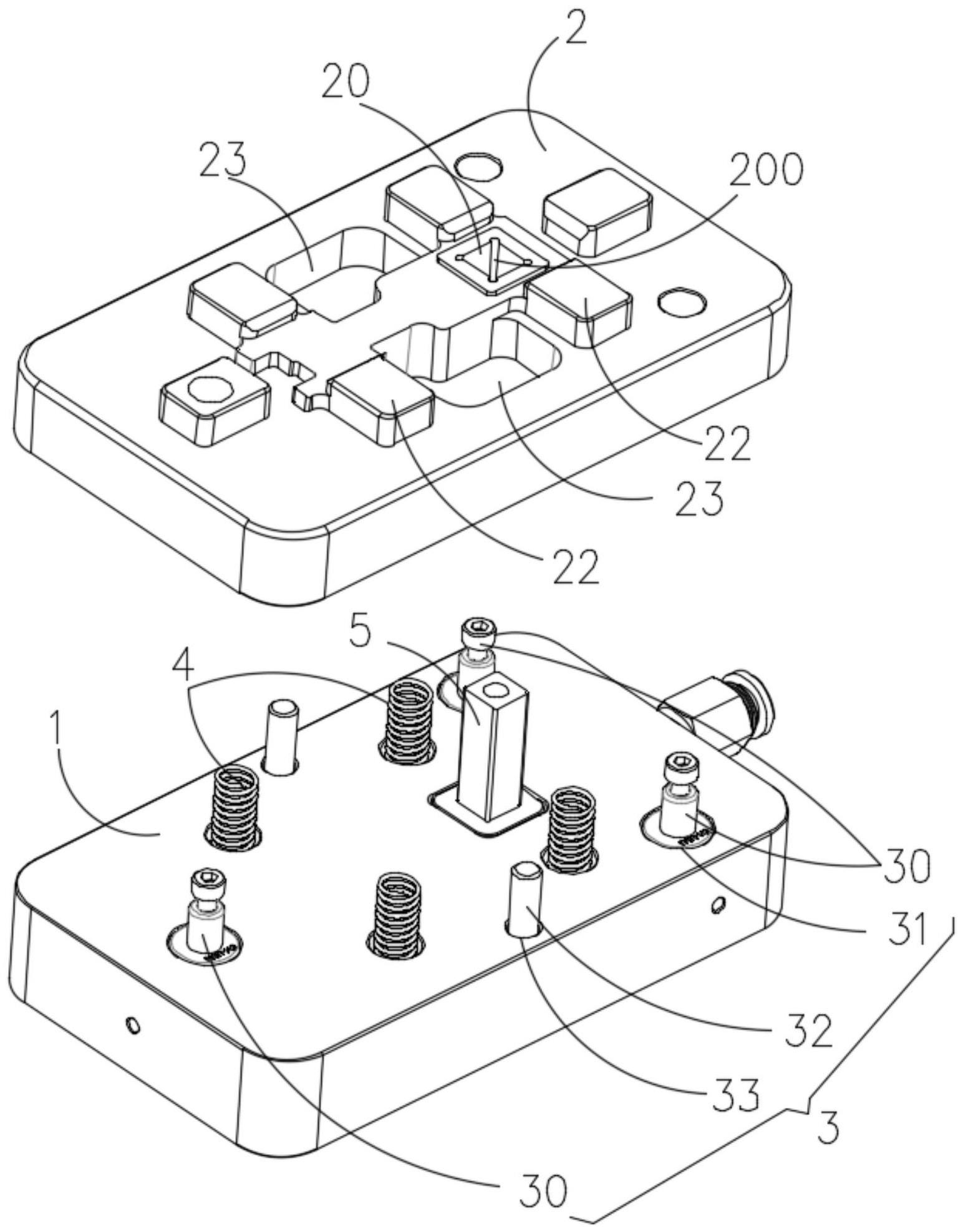
3、本闪光灯组装定位装置包括底板,所述闪光灯组装定位装置还包括位于所述底板上方的浮动板,所述底板和所述浮动板通过分布在所述浮动板浮动方向的双向运动校正组件连接,以及在所述底板和所述浮动板之间设有竖向弹性组件,在所述浮动板上设有贯穿所述浮动板厚度方向的闪光灯定位孔,在所述底板上设有上端伸入所述闪光灯定位孔中的仿形真空吸附头;在非组装状态时,所述仿形真空吸附头的顶部平面位于所述闪光灯定位孔的上孔口下方从而使得所述仿形真空吸附头的顶部平面和所述闪光灯定位孔形成闪光灯定位槽,在所述浮动板顶面还设有若干分布于所述闪光灯定位孔外围的压板周向定位凸台。
4、在上述的闪光灯组装定位装置中,所述闪光灯定位孔位于分布在所述浮动板宽度方向的其中两所述压板周向定位凸台之间。
5、在上述的闪光灯组装定位装置中,所述浮动板的顶面设有位于所述压板周向定位凸台围合空间内的压板底面定位凸部,所述闪光灯定位孔上端贯穿所述压板底面定位凸部。
6、在上述的闪光灯组装定位装置中,所述浮动板顶面设有两个呈相对分布的避让槽,每一所述避让槽分布在所述浮动板长度方向的其中两所述压板周向定位凸台之间。
7、在上述的闪光灯组装定位装置中,所述双向运动校正组件包括固定于所述浮动板上的第一校正部件,在所述底板上设有供所述第一校正部件下端插入的第一校正孔,所述第一校正部件下端和所述第一校正孔间隙配合;所述双向运动校正组件还包括固定于所述浮动板上的第二校正部件,在所述底板上设有供所述第二校正部件下端插入的第二校正孔,所述第二校正部件下端和所述第二校正孔间隙配合。
8、在上述的闪光灯组装定位装置中,所述第一校正部件有三个,并且三个所述第一校正部件中的其中两个所述第一校正部件固定于所述浮动板一端的两个角部,剩余一个第一校正部件固定于所述浮动板另一端的中部。
9、在上述的闪光灯组装定位装置中,所述第一校正部件上端具有缩颈段,所述缩颈段和所述浮动板中的轴向内凸肩轴向固定连接。
10、在上述的闪光灯组装定位装置中,所述第二校正部件有两个,并且在所述浮动板的中部宽度方向分布有两个所述第二校正部件,所述第二校正部件和所述闪光灯定位孔以等腰三角形分布固定于所述浮动板上。
11、在上述的闪光灯组装定位装置中,所述竖向弹性组件包括若干呈竖向分布的弹簧,所述弹簧上端作用于所述浮动板,所述弹簧的下端作用于所述底板。
12、本技术还提供了一种闪光灯组装方法,所述闪光灯组装方法采用所述的闪光灯组装定位装置,所述闪光灯组装方法包括如下步骤:
13、s1、在浮动板的闪光灯定位孔的上孔口和仿形真空吸附头顶面形成闪光灯定位槽,将闪光灯放置于闪光灯定位槽中并且仿形真空吸附头将闪光灯吸附;
14、s2、s1中的浮动板下降使得闪光灯裸露并且该浮动板下降到位;
15、s3、在s2中的浮动板其压板周向定位凸台围合空间中放入压板,压板在竖向压力的作用下使得压板上的定位孔和闪光灯组装在一起,当浮动板下降到压板组装到位位置时,则完成压板和闪光灯的到位组装;
16、s4、s3中的浮动板复位以及仿形真空吸附头取消吸附,使得闪光灯和压板的组合件脱离仿形真空吸附头,即,完成组装。
17、与现有的技术相比,本技术的优点在于:
18、压板置入于压板周向定位凸台围合形成的区间中,然后在竖向压力的下降下降压板上的定位孔与闪光灯相应位进行配合组装。
19、将压板和闪光灯集中于同一定位浮动板上,可以解决压板和闪光灯在不同上下机构对位时的精准性差现象,浮动板有多个位置状态,最高位则为闪光灯放置状态,次高位为压板放置于浮动板上的预压位置,再次则是浮动板下降到位的组装到位位置(压板和闪光灯组装到位),以上三个位置从上往下依次呈现。
20、在加工闪光灯定位孔和压板周向定位凸台时可以作为高精度的相对位置,确保了定位精度精准性的前提下,再协同双向运动校正组件、闪光灯定位孔、仿形真空吸附头和压板周向定位凸台的作用,使得浮动板具有在不同高位位置,确保不同位置时都具有一致性的高精度,最终确保组装精度。
21、最高位的状态时,可以对闪光灯形成多个维度的位置校正,以使得吸附固定前的位置和吸附固定后的位置一致性,提高后续的组装精度。
22、次高位时,可以对压板形成周向定位并且使得压板上的装配孔和闪光灯对位,由于是同一块浮动板进行不同零部件的定位,可以防止上下不同机构定位并组装时由于对位存在难以避免误差现象而导致组装精度下降的现象。
23、在组装到位位置时,浮动板则起到到位作用,而压板则和闪光灯达到设定位置的精度组装
24、第一校正部件对浮动板形成运动方向的校正,而浮动板上的第二校正部件对浮动板运动时的再次校正,双向校正使得浮动板能够在竖向方向精准升降,以防止对闪光灯竖向位置导向时存在偏斜现象,也就实现了对闪光灯在垂直于竖向方向的x轴和y轴的多个维度校正,确保闪光灯和压板的精准组装。
- 还没有人留言评论。精彩留言会获得点赞!