便于提高加工精度及效率的夹具及夹具使用方法与流程
本技术涉及夹具,尤其涉及便于提高加工精度及效率的夹具及夹具使用方法。
背景技术:
1、随着锂离子电池的不断发展,对电池测试的要求越来越高。采用pogo pin探针进行测试的传统方案无法满足高测试效率的要求,为解决此问题,后续出现了采用弹片针进行测试的新方案,但是,弹片针非常细小,厚度仅有0.15mm,对应的,用于安装弹片针的配套零件也非常小。而对于细小零件的加工,加工精度是至关重要的,在加工安装弹片针的配套零件时,需要对工件进行双面加工,使用现有的夹具进行翻面,需要先将工件拆下,翻面之后再将工件装到夹具上,该种方式的人工成本高,作业效率低,多次装夹也会改变工件在夹具上的夹持位置,难以保证有良好的加工精度。
技术实现思路
1、本发明的主要目的为提供便于提高加工精度及效率的夹具及夹具使用方法,以解决现有技术成本高、效率低及精度低的不足。
2、为实现上述目的,
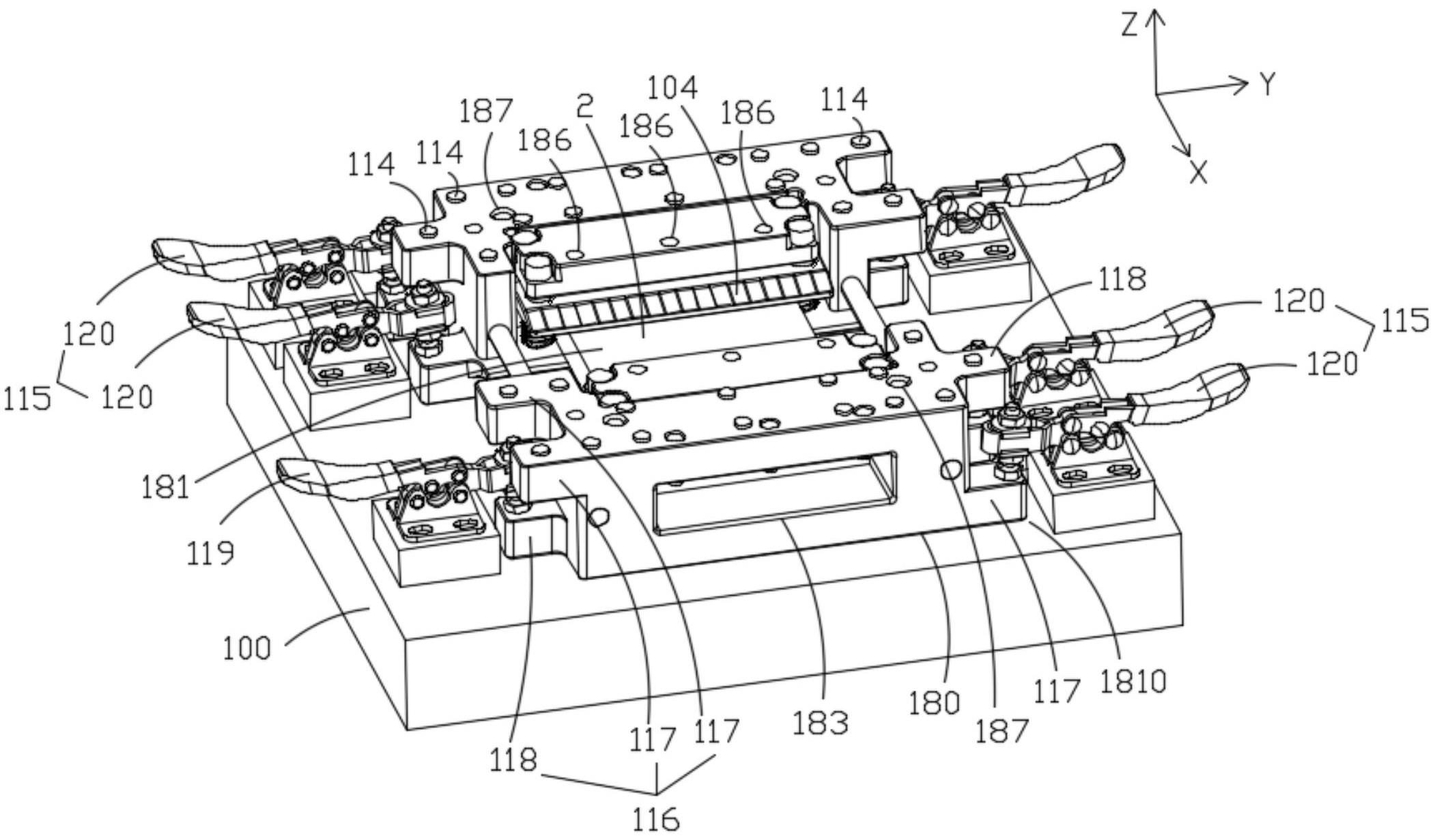
3、本发明提供了一种便于提高加工精度及效率的夹具,包括底座、夹持组件;所述夹持组件用于夹持工件;所述底座设置有与所述夹持组件对应的第一放置位;所述第一放置位供所述夹持组件正放或反放;工件包括相背的两组加工区;所述夹持组件设置有与两组加工区一一对应的两组敞开区;两组所述敞开区,任一与所述第一放置位正对;所述敞开区用于敞开加工区;
4、所述便于提高加工精度及效率的夹具还包括定位组件;所述定位组件用于限定所述夹持组件正放时,所述夹持组件对准所述第一放置位,还用于限定所述夹持组件反放时,所述夹持组件对准所述第一放置位;所述定位组件安装在所述底座和/或所述夹持组件上;
5、所述便于提高加工精度及效率的夹具还包括固定组件;所述固定组件用于将所述夹持组件和所述底座固定;所述固定组件安装在所述底座和/或所述夹持组件上。
6、可选的,以两组所述敞开区的排列方向为z轴方向;所述夹持组件包括中空的主座体;所述主座体包括相对的第一侧壁和第二侧壁;以所述第一侧壁和所述第二侧壁的排列方向为x轴方向;所述第一侧壁和所述第二侧壁相对的面上,均设置有第二放置位;两组所述第二放置位分别用于放置工件的两端;所述第一侧壁和/或所述第二侧壁设置有与工件对应的工件插拔通道;所述工件插拔通道为直通道,且所述工件插拔通道的长度方向与x轴方向相同;所述工件插拔通道或连接所述第二放置位和所述第一侧壁的外表面,或连接所述第二放置位和所述第二侧壁的外表面。
7、可选的,所述第一侧壁和所述第二侧壁相对的面上,均设置有纵向活动空间;所述纵向活动空间位于所述第二放置位的上方,并与其连通;所述纵向活动空间不与所述第一侧壁的顶部连通;
8、所述夹持组件还包括两组第一子组件;两组所述第一子组件分别对应所述第一侧壁、所述第二侧壁;每组所述第一子组件均包括用于压持工件的端部的活动压板、与所述活动压板对应的下压臂;所述活动压板呈横向放置,且在所述纵向活动空间内沿z轴滑动;所述下压臂与所述主座体连接;
9、所述活动压板包括初始位置;所述活动压板位于初始位置时,与所述第一侧壁的顶部贴合;每组所述第一子组件均还包括安装在所述主座体上的复位组件;所述复位组件用于带动所述活动压板沿z轴回到初始位置。
10、可选的,所述主座体包括下座体、两组上限位板;一组所述上限位板和所述下座体组成所述第一侧壁,另一组所述上限位板和所述下座体组成所述第二侧壁;所述活动压板位于初始位置时,与位于其上方的所述上限位板贴合;两组所述上限位板,均与所述下座体可拆卸连接;每组所述第一子组件均包括两组所述复位组件;所述第一侧壁和所述第二侧壁相对的面上,均设置有与两组所述复位组件一一对应的两组第三放置位;以两组所述第三放置位的排列方向为y轴方向;所述第二放置位位于两组所述第三放置位之间;所述复位组件包括纵向导向柱、与所述纵向导向柱对应的纵向弹簧;所述纵向导向柱的一端与所述下座体固定,另一端与所述上限位板固定;所述纵向弹簧套设在所述纵向导向柱上;所述纵向弹簧的两端,分别抵压所述下座体、所述活动压板;所述活动压板设置有与两组所述纵向导向柱一一对应的两组导向通孔。
11、可选的,所述下座体包括两组子座体、两组连接杆;两组所述子座体的排列方向,与x轴方向相同;两组所述连接杆的排列方向,与y轴方向相同;两组所述连接杆,分别对着所述子座体的两侧;每组所述连接杆,均两端分别与两组所述子座体固定;一组所述上限位板和一组所述子座体组成所述第一侧壁,另一组所述上限位板和另一组所述子座体组成所述第二侧壁;所述纵向导向柱与所述子座体固定;所述纵向弹簧抵压所述子座体。
12、可选的,每组所述第一子组件均包括多组所述下压臂;各组所述下压臂的排列方向,与y轴方向相同;所述活动压板的中部和边缘,均对应有所述下压臂;所述下压臂为止付螺丝,且带内六角的一端朝上;所述上限位板设置有多组纵向螺纹孔;所述纵向螺纹孔与所述下压臂一一对应;所述纵向螺纹孔为通孔。
13、可选的,所述定位组件包括呈矩阵分布的四组纵向定位销;各组所述纵向定位销均固定在所述底座上;所述主座体设置有与四组所述纵向定位销一一对应的四组定位孔;各组所述定位孔,均为通孔;所有所述定位孔,绕所述主座体的中部呈圆周均匀分布,还绕所述敞开区呈圆周均匀分布。
14、可选的,所述主座体包括均与所述底座贴合的第一贴合面、第二贴合面;所述第一贴合面和所述第二贴合面的排列方向,与z轴方向相同;所述底座包括与所述第一贴合面或所述第二贴合面贴合的第三贴合面;或仅所述第三贴合面安装有与所述第一贴合面和所述第二贴合面对应的防滑件,或仅所述第一贴合面和所述第二贴合面安装有与所述第三贴合面对应的所述防滑件。
15、可选的,所述固定组件包括两组第二子组件;两组所述第二子组件,分别对应所述主座体的两侧;两组所述第二子组件的排列方向,与x轴方向相同;两组所述第二子组件关于所述主座体呈旋转对称分布,旋转平面与所述第一放置位平行,旋转角度为180°;
16、每组所述第二子组件均包括两组压持端组;两组所述压持端组的排列方向,与y轴方向相同;两组所述压持端组关于所述主座体呈旋转对称分布,旋转角度为180°;两组所述压持端组的旋转对称平面垂直所述第一放置位,且垂直x轴;每组所述压持端组均包括位于同一水平面上的两组第一压持端、在铅垂面上与两组所述第一压持端呈三角形分布的一组第二压持端,两组所述第一压持端,均与所述第二压持端错开;所述第一压持端和两组所述第二压持端,均与所述主座体固定;
17、每组所述第二子组件均包括用于压持所述第一压持端的第一快速夹钳、分别用于压持两组所述第二压持端的两组第二快速夹钳;沿y轴方向,所述第一快速夹钳位于所述主座体的一侧,两组所述第二快速夹钳位于所述主座体的另一侧;所述第一快速夹钳和两组第二快速夹钳,均与所述底座固定。
18、本发明还提供了一种夹具使用方法,基于上述的一种便于提高加工精度及效率的夹具,所述夹具使用方法包括如下步骤:
19、通过夹持组件,将待加工的工件夹住;
20、将夹有工件的所述夹持组件放在底座的第一放置位上,所述夹持组件处于正放状态,通过定位组件使所述夹持组件对准所述第一放置位;
21、通过固定组件将所述夹持组件和所述底座固定,等待后续对工件的一组加工区进行加工;
22、完成对工件上一组加工区的加工之后,通过所述固定组件解除对所述夹持组件的固定,将所述夹持组件翻转直至其处于反放状态;
23、将所述夹持组件再次放到所述第一放置位上,通过所述定位组件使所述夹持组件对准所述第一放置位;
24、通过所述固定组件将所述夹持组件和所述底座固定,等待后续对工件的另一组加工区进行加工;
25、完成对工件上另一组加工区的加工之后,将所述夹持组件上的工件取出。
26、本发明提供的夹具无需多次装夹工件,人工成本低、作业效率高,同时又保证了工件有更高的加工精度。夹具的具体使用过程为:通过夹持组件,将待加工的工件夹住;将夹有工件的夹持组件放在底座的第一放置位上,夹持组件处于正放状态,通过定位组件使夹持组件对准第一放置位;通过固定组件将夹持组件和底座固定,等待后续对工件的一组加工区进行加工;完成对工件上一组加工区的加工之后,通过固定组件解除对夹持组件的固定,将夹持组件翻转直至其处于反放状态;将夹持组件再次放到第一放置位上,通过定位组件使夹持组件对准第一放置位;通过固定组件将夹持组件和底座固定,等待后续对工件的另一组加工区进行加工;完成对工件上另一组加工区的加工之后,将夹持组件上的工件取出。
- 还没有人留言评论。精彩留言会获得点赞!