一种高线PF传动链更换方法与流程
本发明涉及一种高线pf传动链更换方法,属于轧钢设备检修工艺。
背景技术:
1、高线pf传动链是高速线材精整区盘卷的输送设备,传动链通过滑架吊挂在环形牵引轨上,可使60多个c形钩依次在集卷、打捆、称重、卸卷四个工位循环往复运送。pf传动链一旦发生故障,线材精整区则全部停产。由于pf传动链总长度约三百多米,其分布区域广、故障爆发点多、且使用频率大,当其到达使用周期后须全部更换成新链条。传统的链条更换方法,存在以下缺点:
2、(1)由于环形牵引轨距离地面有一定高度,因此,需要高空作业,高空作业更换效率低、更换作业连续性较差,不利于设备的整体维护;
3、(2)pf传动链是由很多节链节组成,需要在高空中一节一节的拼接后再通过滑架吊挂在环形牵引轨上,费时、费力。
技术实现思路
1、本发明的目的是提供一种高线pf传动链更换方法,能够方便快捷的完成pf传动链的更换,避免高空作业,简化更换程序,提高检修效率,解决背景技术中存在的问题。
2、本发明的技术方案是:
3、一种高线pf传动链更换方法,包含环形牵引轨和安装在环形牵引轨上的需要更换的旧pf传动链,按照以下步骤进行操作:
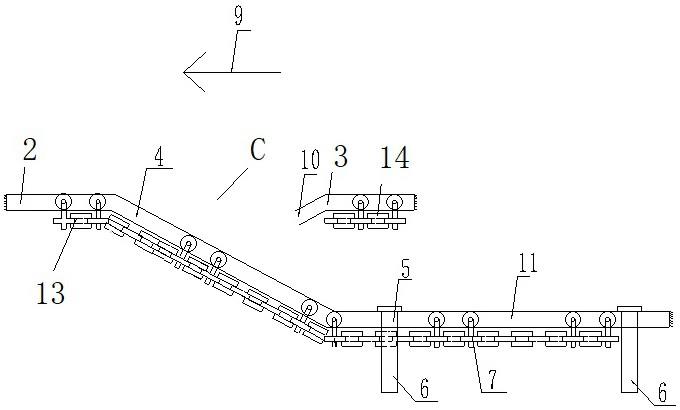
4、步骤一:截取环形牵引轨和安装在环形牵引轨上的需要更换的旧pf传动链一定长度l,使截取后的牵引轨和截取后的旧pf传动链形成一个豁口,豁口的一端为牵引轨装入端口和旧pf传动链条端口a,豁口的另一端为牵引轨退出端口和旧pf传动链条端口b;
5、步骤二:在豁口下方固定一个龙门框,并在龙门框上安装一段水平牵引轨;
6、步骤三:将倾斜牵引轨两端分别与牵引轨装入端口和水平牵引轨对接;
7、步骤四:将向下倾斜的倾斜短轨与牵引轨退出端口对接;
8、步骤五:将需要更换的新pf传动链条分隔成若干段,将第一段新pf传动链安装在水平牵引轨上,并沿着倾斜牵引轨牵引后与旧pf传动链条端口a对接;
9、步骤六:转动截取后的旧pf传动链,旧pf传动链条端口a带动第一段新pf传动链进入截取后的环形牵引轨上,旧pf传动链条端口b则通过牵引轨退出端口沿倾斜短轨退出;
10、步骤七:将第二段新pf传动链与第一段新pf传动链对接后,继续转动截取后的旧pf传动链,直到需要更换的新pf传动链条全部进入截取后的牵引轨上;
11、步骤八:将步骤一中截取长度为l的牵引轨连接在豁口处,恢复环形牵引轨,并将需要更换的新pf传动链条两端对接即可。
12、所述步骤三:倾斜牵引轨与水平牵引轨之间的夹角为30度。
13、所述步骤四:向下倾斜的倾斜短轨长度为0.5米。
14、所述步骤一:截取环形牵引轨和安装在环形牵引轨上的需要更换的旧pf传动链的长度l为3米。
15、采用本发明,在环形牵引轨下方的地面上,制作一个链条预安装工位,将装配好的链条分成若干段安装在工位上;将环形牵引轨切断,一端与地面工位相连接,作为新链条的输入端口,对应的牵引轨上的旧链条与新链条相连接;另一端作为旧链条的输出端口。
16、更换pf传动链时,转动需要更换的旧pf传动链,新链条由旧链条带动,从输入端口进入牵引轨,旧链条则由牵引轨另一端口退出。当预装工位上的新链条安装完后,在将另一段新链条安装在工位上,与前段新链条连接,继续转动pf传动链,直至需要更换的新链条全部更换完毕。
17、本发明的有益效果是:能够方便快捷的完成pf传动链的更换,避免高空作业,简化更换程序,提高检修效率。
技术特征:
1.一种高线pf传动链更换方法,包含环形牵引轨(1)和安装在环形牵引轨(1)上的需要更换的旧pf传动链(8),其特征在于:按照以下步骤进行操作:
2.根据权利要求1所述的一种高线pf传动链更换方法,其特征在于:所述步骤三:倾斜牵引轨(4)与水平牵引轨(11)之间的夹角为30度。
3.根据权利要求1所述的一种高线pf传动链更换方法,其特征在于:所述步骤四:向下倾斜的倾斜短轨(10)长度为0.5米。
4.根据权利要求1所述的一种高线pf传动链更换方法,其特征在于:所述步骤一:截取环形牵引轨(1)和安装在环形牵引轨(1)上的需要更换的旧pf传动链(8)的长度l为3米。
技术总结
本发明涉及一种高线PF传动链更换方法,属于轧钢设备检修工艺技术领域。技术方案是:截取环形牵引轨(1)和需要更换的旧PF传动链(8)一定长度L,使截取后的牵引轨和截取后的旧PF传动链形成一个豁口(C),将需要更换的新PF传动链条分隔成若干段,并与旧PF传动链条端口A(13)对接;转动截取后的旧PF传动链,旧PF传动链条端口A(13)带动新PF传动链(7)进入截取后的环形牵引轨上,旧PF传动链条端口B(14)则沿倾斜短轨(10)退出;恢复环形牵引轨(1),并将需要更换的新PF传动链条两端对接即可。本发明的有益效果是:能够方便快捷的完成PF传动链的更换,避免高空作业,简化更换程序,提高检修效率。
技术研发人员:杨凯,贾建平,赵英杰,范维,王雅彬,康相国,孟祥龙,李伟,王雪龙,侯伟
受保护的技术使用者:宣化钢铁集团有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!