一种左右前端板共用抓手夹具的制作方法
本发明涉及车体焊接拼装,具体是一种左右前端板共用抓手夹具。
背景技术:
1、汽车前端板是白车身骨架的前端重要组成部分,左右前端板涉及多点的功能尺寸或者说相对位置尺寸较为重要,传统的焊装夹具设计,如图1所示,一般采用一个车型一种零件单独的抓手夹具,类似前端板左右两种零件就需要两套抓手、两套机器人系统和相对应的两套精定位料车和库区,使产线的建设成本增加,并且独立的抓手系统,两件之间的功能尺寸或者相对位置尺寸也较难保证,增加了尺寸调试的难度。
技术实现思路
1、本发明的目的在于提供一种左右前端板共用抓手夹具,满足同时左右前端板要求,提高拼装精度,保证左右前端板相对位置尺寸精度,又大大减少了机器人等设备的投入。
2、本发明的目的可以通过以下技术方案实现:
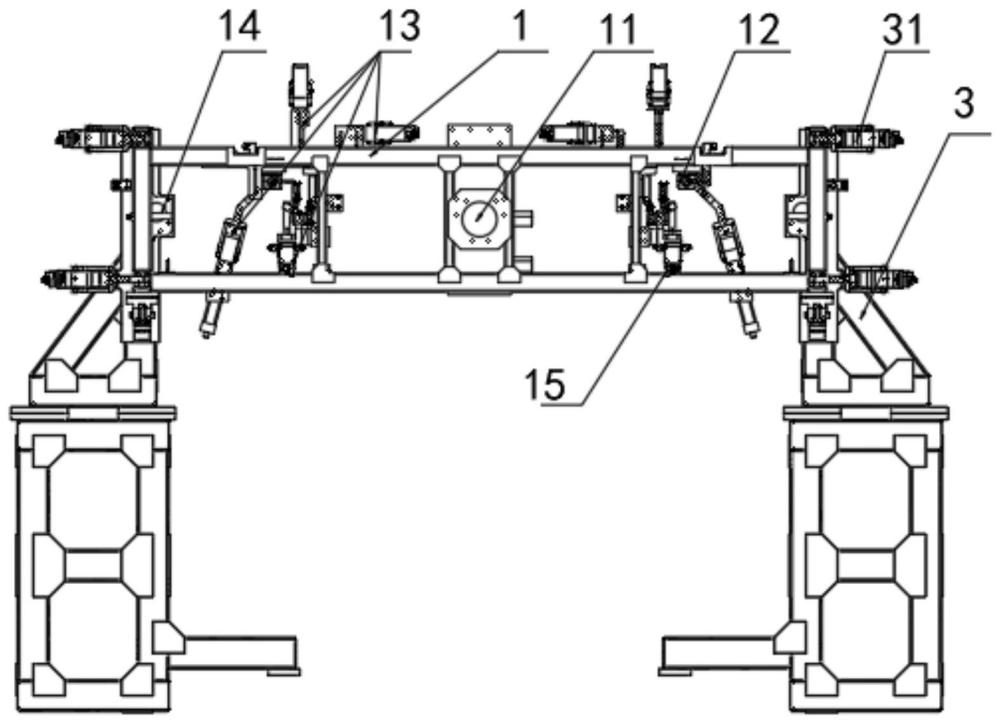
3、一种左右前端板共用抓手夹具,包括框架,所述框架的中部设置有用于机械手换装工具公盘插入的母盘,所述框架上左右两端分别设置有用于左右前端板定位的第一定位结构,所述第一定位结构一侧设置有用于左右前端板压紧的夹紧机构,所述框架上还设置有用于整车工装对接定位的第二定位结构。
4、进一步的方案中,所述第一定位结构包括多个支撑块和两个零件到位感应器,多个支撑块分别通过连接板连接在框架上,用于对左右前端板四周进行支撑,两个所述零件到位感应器分别连接在用于支撑左右前端板中部的支撑块上,其中支撑块上匹配前端板上的安装孔设置有定位销。
5、进一步的方案中,所述定位销的数量至少为两个。
6、进一步的方案中,所述第二定位结构包括定位座和插销式感应器,所述定位座上设置有定位销孔,定位销孔用于与整车工装上的定位销对接,所述插销式感应器设置在定位销孔一侧,所述插销式感应器用于与整车工装上的插销对接。
7、进一步的方案中,所述定位座和插销式感应器的数量均至少为两个,分别布置在框架的两端。
8、进一步的方案中,所述夹紧机构包括气缸和夹紧块,所述气缸通过连接架固定连接在框架上,所述夹紧块连接在气缸的伸缩端,所述夹紧块配合所示第一定位结构对其上的前端板进行夹紧。
9、进一步的方案中,所述整车工装包括与所述抓手夹具对接的抱死机构。
10、进一步的方案中,所述抱死机构包括气缸和夹紧块。
11、进一步的方案中,所述抓手夹具的一侧设置有多自由度机械手,所述机械手通过其上连接的换装工具的公盘插入所述抓手夹具的母盘内,带动所述抓手夹具运动至所述整车工装安装左右前端板位置处,通过所述第二定位结构定位,通过所述抱死机构夹紧。
12、进一步的方案中,所述框架上还设置有用于所述抓手夹具标记定位的坐标孔。
13、本发明的有益效果:
14、本发明通过设计上述抓手夹具,使得可用一台焊接机械手持一个抓手同时去抓取左前端板和右前端板两个零件,减少了一台机械手以及抓手成本投入,满足左右前端板对相对位置尺寸精度的要求。
15、通过设置零件到位感应器,可避免出现零件装夹不到位以及错漏装情况发生。
16、通过设置插销式感应器,可检测保证抓手是否到位,进一步保证在车身上相对尺寸精度要求。
17、通过抱死机构可以保证左右前端板在白车身工装上焊装时稳定。
18、通过设置有用于三坐标测量的建系坐标孔,可用于加工制造后检测抓手上用于定位的销子和支撑块、夹紧块尺寸精度是否符合设计要求,也可用于后续对抓手精度的复测维护确认。
技术特征:
1.一种左右前端板共用抓手夹具,其特征在于,包括框架(1),所述框架(1)的中部设置有用于机械手换装工具公盘插入的母盘(11),所述框架(1)上左右两端分别设置有用于左右前端板(2)定位的第一定位结构(12),所述第一定位结构(12)一侧设置有用于左右前端板(2)压紧的夹紧机构(13),所述框架(1)上还设置有用于整车工装(3)对接定位的第二定位结构(14)。
2.根据权利要求1所述的一种左右前端板共用抓手夹具,其特征在于,所述第一定位结构(12)包括多个支撑块(121)和两个零件到位感应器(122),多个支撑块(121)分别通过连接板连接在框架(1)上,用于对左右前端板(2)四周进行支撑,两个所述零件到位感应器(122)分别连接在用于支撑左右前端板(2)中部的支撑块(121)上,其中支撑块(121)上匹配前端板上的安装孔设置有定位销(1211)。
3.根据权利要求2所述的一种左右前端板共用抓手夹具,其特征在于,所述定位销(1211)的数量至少为两个。
4.根据权利要求1所述的一种左右前端板共用抓手夹具,其特征在于,所述第二定位结构(14)包括定位座(141)和插销式感应器(142),所述定位座(141)上设置有定位销孔(1411),定位销孔(1411)用于与整车工装(3)上的定位销(1211)对接,所述插销式感应器(142)设置在定位销孔(1411)一侧,所述插销式感应器(142)用于与整车工装(3)上的插销对接。
5.根据权利要求4所述的一种左右前端板共用抓手夹具,其特征在于,所述定位座(141)和插销式感应器(142)的数量均至少为两个,分别布置在框架(1)的两端。
6.根据权利要求1所述的一种左右前端板共用抓手夹具,其特征在于,所述夹紧机构(13)包括气缸和夹紧块,所述气缸通过连接架固定连接在框架(1)上,所述夹紧块连接在气缸的伸缩端,所述夹紧块配合所示第一定位结构(12)对其上的前端板进行夹紧。
7.根据权利要求1所述的一种左右前端板共用抓手夹具,其特征在于,所述整车工装(3)包括与所述抓手夹具对接的抱死机构(31)。
8.根据权利要求7所述的一种左右前端板共用抓手夹具,其特征在于,所述抱死机构(31)包括气缸和夹紧块。
9.根据权利要求7所述的一种左右前端板共用抓手夹具,其特征在于,所述抓手夹具的一侧设置有多自由度机械手,所述机械手通过其上连接的换装工具的公盘插入所述抓手夹具的母盘(11)内,带动所述抓手夹具运动至所述整车工装(3)安装左右前端板(2)位置处,通过所述第二定位结构(14)定位,通过所述抱死机构(31)夹紧。
10.根据权利要求1所述的一种左右前端板共用抓手夹具,其特征在于,所述框架(1)上还设置有用于所述抓手夹具标记定位的坐标孔(15)。
技术总结
本发明涉及汽车左右前端板与白车身自动焊接技术领域,具体公开了一种左右前端板共用抓手夹具,包括框架,所述框架的中部设置有用于机械手换装工具公盘插入的母盘,所述框架上左右两端分别设置有用于左右前端板定位的第一定位结构,所述第一定位结构一侧设置有用于左右前端板压紧的夹紧机构,所述框架上还设置有用于整车工装对接定位的第二定位结构。该装置满足同时左右前端板要求,提高拼装精度,保证左右前端板相对位置尺寸精度,又大大减少了机器人等设备的投入。
技术研发人员:朱向阳,李智阿,张超,董源源,吴玉祥,张明宙,孙坚强
受保护的技术使用者:奇瑞汽车股份有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!