一种杆件加工的分度工装的制作方法
本发明涉及一种杆件加工的分度工装,属于机械加工。
背景技术:
1、在机械加工领域,经常碰到加工杆件时需要分度的情况,比如键槽、花键或其他需要分度的特殊结构件。加工此类工件,通常方法试采用分度头夹持进行分度,这种方式,在加工时需要操作夹持、打表校正等步骤,加工效率低,且在批量化、高精度加工时存在尺寸不一致性的问题,影响到加工工件的精度稳定性和产品的互换性。
技术实现思路
1、本发明为了解决现有技术中存在的问题,提供一种操作简便的杆件加工的分度工装。
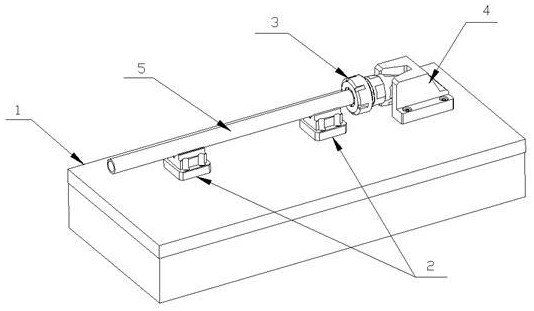
2、为了达到上述目的,本发明提出的技术方案为:一种杆件加工的分度工装,包括支撑块、工件夹头和卡座,杆件支承在支撑块上,所述工件夹头夹持在杆件一端,所述卡座朝向工件夹头一侧设有由两侧面形成的v型槽,所述工件夹头远离杆件一端沿周向设有若干个斜面,若干个斜面以两斜面为一组形成若干组,工件夹头通过一组的两斜面与v型槽两侧面的配合限位在卡座上,该两斜面之间的夹角与v型槽两侧面之间的夹角匹配,两组斜面中互相对应的两斜面之间沿工件夹头周向的夹角为杆件加工的分度。
3、上述技术方案的一种优选方案为:所述工件夹头远离杆件一端沿周向设有偶数个斜面,相对设置的两斜面为一组。
4、对上述技术方案的进一步设计为:所述工件夹头为自定心夹头。
5、所述工件夹头包括弹簧锁紧套、弹簧夹头锁紧螺母和夹头体,所述斜面设置于夹头体上。
6、所述夹头体靠近杆件一端设有夹持孔,弹簧锁紧套设置于夹持孔内,弹簧夹头锁紧螺母螺接在夹头体上,所述杆件伸入夹持孔,拧紧弹簧夹头锁紧螺母,弹簧夹头锁紧螺母压迫弹簧锁紧套,弹簧锁紧套夹紧杆件。
7、所述夹头体靠近卡座一端沿轴向设有螺孔,卡座在与螺孔对应处设有通孔,夹头体卡入v型槽后通过螺栓穿过通孔并螺接螺孔,将夹头体与卡座固定。
8、所述支撑块至少设有两个,两支撑块和卡座位于同一直线上。
9、所述支撑块顶部设有v型支撑口,所述杆件支承在v型支撑口上。
10、该分度工装还包括工作台,所述支撑块和卡座均固定在工作台上。
11、本发明的有益效果在于:
12、本发明的分度工装将杆件夹持在工件夹头上,工件夹头沿周向均匀设有若干个斜面,两斜面之间的夹角与卡座上的v型槽两侧面的夹角匹配,将工件夹头卡入卡座,此时为杆件的第一个位置,从卡座取出工件夹头,并旋转位置,使另一组斜面卡入卡座,为第二个位置,并以此类推,从而可实现对杆件沿周向的分度。
13、本发明的分度工装操作简便,分度可靠准确,既能提升加工效率,又能充分保证加工精度。
技术特征:
1.一种杆件加工的分度工装,其特征在于:包括支撑块、工件夹头和卡座,杆件支承在支撑块上,所述工件夹头夹持在杆件一端,所述卡座朝向工件夹头一侧设有由两侧面形成的v型槽,所述工件夹头远离杆件一端沿周向设有若干个斜面,若干个斜面以两斜面为一组形成若干组,工件夹头通过一组的两斜面与v型槽两侧面的配合限位在卡座上,该两斜面之间的夹角与v型槽两侧面之间的夹角匹配,两组斜面中互相对应的两斜面之间沿工件夹头周向的夹角为杆件加工的分度。
2.根据权利要求1所述杆件加工的分度工装,其特征在于:所述工件夹头远离杆件一端沿周向设有偶数个斜面,相对设置的两斜面为一组。
3.根据权利要求2所述杆件加工的分度工装,其特征在于:所述工件夹头为自定心夹头。
4.根据权利要求3所述杆件加工的分度工装,其特征在于:所述工件夹头包括弹簧锁紧套、弹簧夹头锁紧螺母和夹头体,所述斜面设置于夹头体上。
5.根据权利要求4所述杆件加工的分度工装,其特征在于:所述夹头体靠近杆件一端设有夹持孔,弹簧锁紧套设置于夹持孔内,弹簧夹头锁紧螺母螺接在夹头体上,所述杆件伸入夹持孔,拧紧弹簧夹头锁紧螺母,弹簧夹头锁紧螺母压迫弹簧锁紧套,弹簧锁紧套夹紧杆件。
6.根据权利要求5所述杆件加工的分度工装,其特征在于:所述夹头体靠近卡座一端沿轴向设有螺孔,卡座在与螺孔对应处设有通孔,夹头体卡入v型槽后通过螺栓穿过通孔并螺接螺孔,将夹头体与卡座固定。
7.根据权利要求1所述杆件加工的分度工装,其特征在于:所述支撑块至少设有两个,两支撑块和卡座位于同一直线上。
8.根据权利要求7所述杆件加工的分度工装,其特征在于:所述支撑块顶部设有v型支撑口,所述杆件支承在v型支撑口上。
9.根据权利要求8所述杆件加工的分度工装,其特征在于:还包括工作台,所述支撑块和卡座均固定在工作台上。
技术总结
本发明涉及一种杆件加工的分度工装,包括支撑块、工件夹头和卡座,杆件支承在支撑块上,所述工件夹头夹持在杆件一端,所述卡座朝向工件夹头一侧设有由两侧面形成的V型槽,所述工件夹头远离杆件一端沿周向设有若干个斜面,若干个斜面以两斜面为一组形成若干组,工件夹头通过一组的两斜面与V型槽两侧面的配合限位在卡座上,该两斜面之间的夹角与V型槽两侧面之间的夹角匹配,两组斜面中互相对应的两斜面之间沿工件夹头周向的夹角为杆件加工的分度;本发明的分度工装操作简便,分度可靠准确,既能提升加工效率,又能充分保证加工精度。
技术研发人员:宋海峰,陈昌彪
受保护的技术使用者:南京工艺装备制造有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!