一种新能源大型电池托盘的紧固方法与流程
本发明涉及新能源电池生产领域,尤其涉及一种新能源大型电池托盘的紧固方法。
背景技术:
1、随着新能源汽车的大力发展,市场对新能源汽车的总体性能与细节要求越来越高,作为新能源汽车的关键部位,动力电池的性能与安全性是新能源汽车好坏的关键指标。电池托盘是动力电池的支撑件,被称作电池系统的骨架,电池托盘在整个电池系统中起到密闭电池、固定外形、支撑整体结构、防撞击、抗腐蚀等主要作用。新能源汽车动力电池的安全性,有很大一部分是依靠电池托盘的结构强度与加工精度来决定的,由于电池托盘的设计越来越复杂,整体结构越来越大,对生产的加工要求也越来越高。
2、现阶段的电池托盘的加工方案,普遍采用粗磨压铸出铸件,或是多块压铸板材焊接为一体,其后先加工大平面的平面度,再根据后续装配需求继续对电池托盘进行一系列如钻孔、铣削等加工,从而最终实现电池托盘的高精度、高平整度要求。然而,随着电池设计的革新,电池能量密度与空间利用率的提高,现有的新能源电池托盘面积大,跨度长,而设计壁厚通常只有3mm,较大的电池托盘压铸加工出来的毛坯平面度比较差,其平面度通常会达到1mm以上。现有的加工方案在加工较大的电池托盘毛坯时,采用传统的夹具方式对整个毛坯件进行固定时,为了保证电池托盘的稳固性以及加工刚性,需要大量的固定支承、浮动支撑和浮动支撑压紧来完成电池托盘的固定。
3、然而,电池托盘的外形尺寸大,跨度长,固定需要的浮动支撑数量多,由于浮动支撑采弹簧自定位,如数量过多,弹簧的总合力过大,会将电池托盘的毛坯顶变形,从而导致加工误差增大。而降低单个弹簧的弹力又难以提供足够的支撑刚性,容易导致电池托盘在加工时受力形变。因此,现有的加工夹具设计难以保证在加工电池托盘的背面加工内容时,即保证夹持稳定,又不产生应力形变,因而无法保证产品加工出来的平面度,导致加工过程数据波动大,成品率低。
技术实现思路
1、为了克服现有的电池托盘夹持过程中难以平衡夹持刚性与弹性形变、加工后平面度差、良品率低的问题,本发明提供一种新能源大型电池托盘的紧固方法、装置及介质。
2、本发明提供了一种新能源大型电池托盘的紧固方法,应用于在电池托盘的销钉孔和大平面加工过程中固定电池托盘,包括:
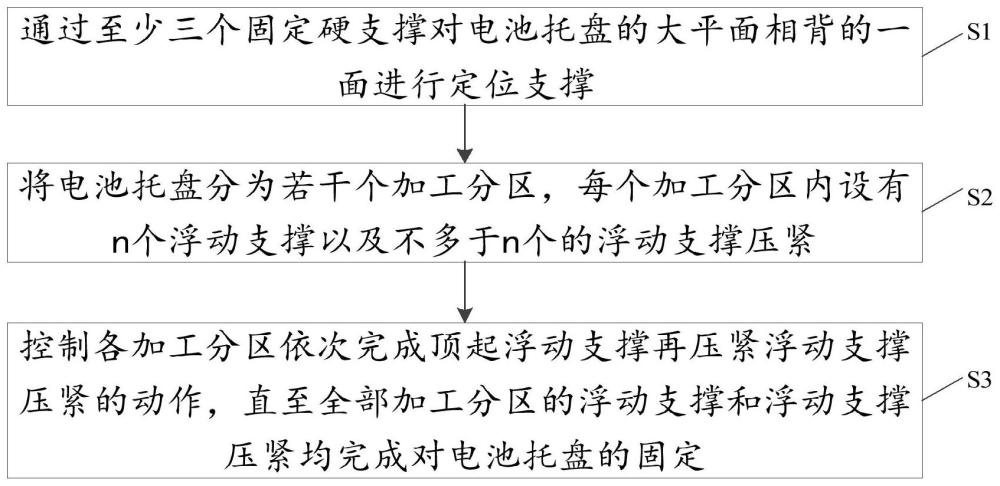
3、通过至少三个固定硬支撑对所述电池托盘的大平面相背的一面进行定位支撑;
4、将所述电池托盘分为若干个加工分区,每个加工分区内设有n个浮动支撑以及不多于n个的浮动支撑压紧;其中,n为正整数;
5、依次控制各所述加工分区依次执行顶起浮动支撑再压紧浮动支撑压紧的动作,直至全部所述加工分区的浮动支撑和浮动支撑压紧均完成对电池托盘的固定。
6、作为优选地,所述通过至少三个固定硬支撑对所述电池托盘的大平面相背的一面进行定位支撑,其实现的具体分步骤如下:
7、在电池托盘待加工的大平面上以三角定位的方式确定至少三个第一定位点,通过第一组固定硬支撑和主压紧对至少三个所述第一定位点进行固定;
8、在电池托盘待加工大平面的背面以三角定位的方式选至少三个第二定位点,对至少三个所述第二定位点进行平面加工;
9、翻转电池托盘,通过第二组固定硬支撑对电池托盘的至少三个所述第二定位点进行固定。
10、优选地,至少三个所述第一定位点优先选用电池托盘中大平面的内腔或电池托盘刚性较好的位置。
11、优选地,所述翻转电池托盘,通过第二组固定硬支撑对电池托盘的至少三个所述第二定位点进行固定,还包括分步骤如下:
12、另选至少一个第三定位点,且所述第三定位点低于电池托盘对应点位0.2mm;
13、通过第三组固定硬支撑对至少一个所述第一定位点进行固定。
14、优选地,第一定位点为三个,第二定位点为三个,第三定位点为一个。
15、优选地,所述第一定位点与所述第二定位点对称设置,第二组固定硬支撑与所述第一组固定硬支撑是同一组固定硬支撑。
16、优选地,还包括步骤如下:
17、每个加工分区实时检测当前加工点是否在该加工分区内;
18、如是,则该加工分区内的全部所述浮动支撑以及所述浮动支撑压紧夹紧电池托盘;
19、否则,该加工分区内的全部或部分所述浮动支撑以及所述浮动支撑压紧远离所述电池托盘。
20、优选地,任意相邻的加工分区之间设有宽度为m的重叠区域;其中,m大于0mm。
21、本发明的有益效果是:
22、通过分区控制浮动支撑并压紧浮动支撑压紧来固定大型电池托盘,使电池托盘在同一时间内受到浮动支撑的总弹力减小,从而减少了电池托盘在夹具上固定时产生的弹性形变,提高了加工精度。
技术特征:
1.一种新能源大型电池托盘的紧固方法,应用于在电池托盘的销钉孔和大平面加工过程中固定电池托盘,其特征在于,包括:
2.根据权利要求1所述的一种新能源大型电池托盘的紧固方法,其特征在于,所述通过至少三个固定硬支撑对所述电池托盘的大平面相背的一面进行定位支撑,其实现的具体分步骤如下:
3.根据权利要求2所述的一种新能源大型电池托盘的紧固方法,其特征在于,至少三个所述第一定位点优先选用电池托盘中大平面的内腔或电池托盘刚性较好的位置。
4.根据权利要求2所述的一种新能源大型电池托盘的紧固方法,其特征在于,所述翻转电池托盘,通过第二组固定硬支撑对电池托盘的至少三个所述第二定位点进行固定,还包括分步骤如下:
5.根据权利要求4所述的一种新能源大型电池托盘的紧固方法,其特征在于,第一定位点为三个,第二定位点为三个,第三定位点为一个。
6.根据权利要求2所述的一种新能源大型电池托盘的紧固方法,其特征在于,所述第一定位点与所述第二定位点对称设置,第二组固定硬支撑与所述第一组固定硬支撑是同一组固定硬支撑。
7.根据权利要求1所述的一种新能源大型电池托盘的紧固方法,其特征在于,还包括步骤如下:
8.根据权利要求7所述的一种新能源大型电池托盘的紧固方法,其特征在于,任意相邻的加工分区之间设有宽度为m的重叠区域;其中,m大于0mm。
技术总结
本发明涉及新能源电池生产领域,具体公开了一种新能源大型电池托盘的紧固方法,应用于在电池托盘的销钉孔和大平面加工过程中固定电池托盘,包括通过至少三个固定硬支撑对电池托盘的大平面相背的一面进行定位支撑;将电池托盘分为若干个加工分区,每个加工分区内设有n个浮动支撑以及不多于n个的浮动支撑压紧;控制各加工分区依次执行顶起浮动支撑再压紧浮动支撑压紧的动作,直至全部加工分区的浮动支撑和浮动支撑压紧均完成对电池托盘的固定。本发明通过分区控制浮动支撑并压紧浮动支撑压紧来固定大型电池托盘,使电池托盘在同一时间内受到浮动支撑的总弹力减小,从而减少了电池托盘在夹具上固定时产生的弹性形变,提高了加工精度。
技术研发人员:伍宝坚,梁汉广
受保护的技术使用者:广东鸿图科技股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!