一种定位座微调工具及定位座的调节方法与流程
本发明涉及一种定位座微调工具及定位座的调节方法,属于航空、航天领域工艺装备的制造及修理。
背景技术:
1、在飞机装配夹具的安装调试、修理过程中,需要对定位座进行精准定位时,要利用激光跟踪仪对其进行精确地测量,在传统的调试过程中,操作人员先通过木榔头等较软材质器具的敲击,使定位座位移来调节;这样操作无法准确控制调节量,操作人员需要反复测量和调节过程,效率低且易损伤定位件。
技术实现思路
1、本发明所要解决的技术问题是提供一种结构紧凑且易于操作的定位座微调工具及定位座的调节方法。
2、本发明采用如下技术方案:
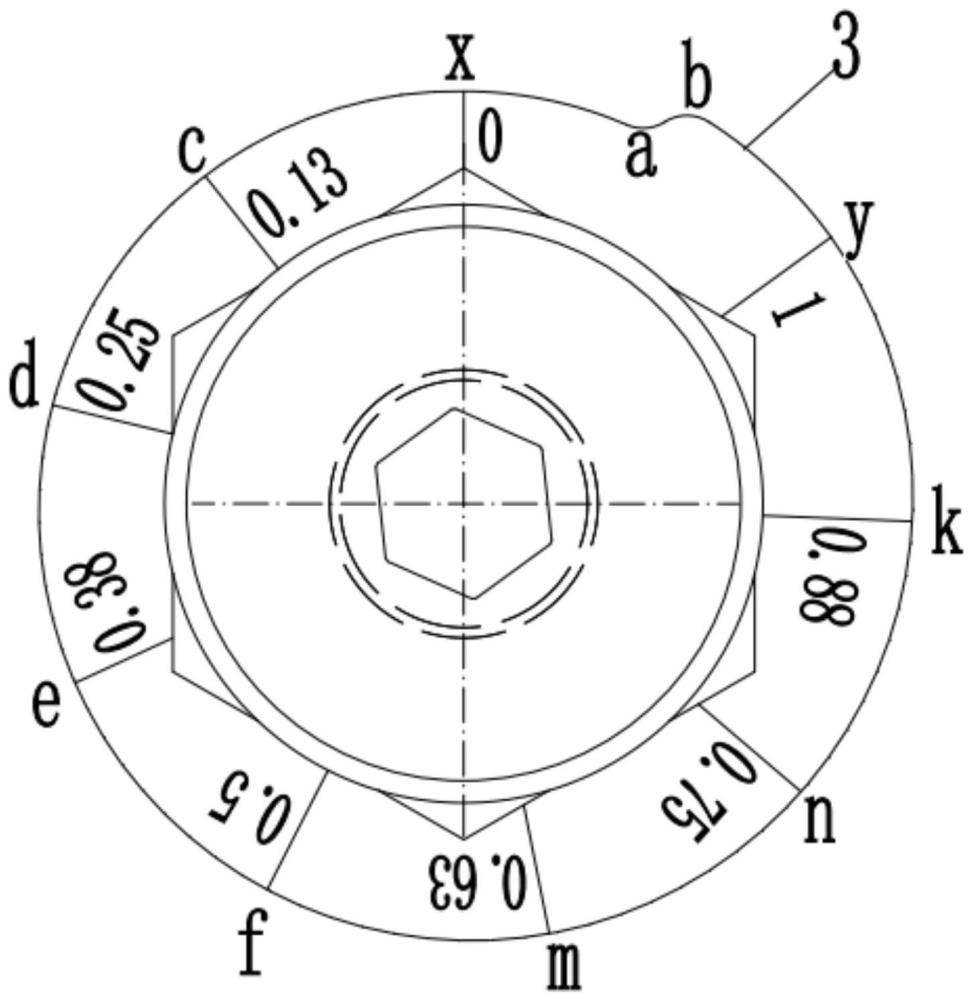
3、本发明定位座微调工具包括变径壳体、设置在变径壳体内腔底部的固定板以及设置在变径壳体内腔的正多棱壁;固定板中部设置过孔a;变径壳体的周截面外壁为一圈均匀变径的螺旋线ab,变径量为1mm,螺旋线ab的两端交汇处形成凸起。
4、本发明工具变径壳体调节的弧线为xy,在螺旋线ab上以x为起点逆时针将螺旋线xy八等分,等分点为c、d、e、f、m、n、k,则弧线xc的半径为r1、弧线cd的半径为r2、弧线de的半径为r3、弧线ef的半径为r4、弧线fm的半径为r5、弧线mn的半径为r6、弧线nk的半径为r7、弧线ky的半径为r8,r1<r2<r3<r4<r5<r6<r7<r8;ax和by的弧度均为27°。
5、本发明工具变径壳体的周截面圆点与螺旋线ab的x点的距离为r,则r1为r~r+0.13mm,r2为r+0.13mm~r+0.25mm,r3为r+0.25mm~r+0.38mm,r4为r+0.38mm~r+0.5mm,r5为r+0.5mm~r+0.63mm,r6为r+0.63mm~r+0.75mm,r7为r+0.75mm~r+0.88mm,r8为r+0.88mm~r+1mm。
6、本发明工具r为10~15mm。
7、本发明工具的正多棱壁的周截面为正六边形。
8、本发明定位座的调节方法,定位座安装在型架框架上,定位座的四角设置过孔b,穿过过孔b的半螺纹螺钉b将定位座安装在型架框架上,半螺纹螺钉b不拧紧,且半螺纹螺钉b的光杆在过孔b内;微调件调节采用如下步骤:
9、步骤s1、在定位座左侧和右侧分别设置一个微调件,在定位座前侧和后侧分别等间距设置两个微调件,在每个微调件的过孔a内设置半螺纹螺钉a,半螺纹螺钉a与型架框架螺接且不拧紧,且半螺纹螺钉a的光杆在过孔a内,所述微调件外壁与相应的定位座侧壁接触;
10、步骤s2、采用激光跟踪仪监测定位座的位置,使用六角扳手插入相应的变径壳体内,转动变径壳体沿逆时针或顺时针转动,使定位座同时沿一方向位移;
11、步骤s3、激光跟踪仪监测定位座调节至规定位置时,拧紧定位座紧固螺钉完成调试。
12、本发明方法还包括步骤s4、在需将定位座拆下进行返修或补加工时,将左侧和前侧,或右侧和后侧的微调件紧靠定位座后将半螺纹螺钉a拧紧,保留定位座的当前位置,将右侧和后侧,或左侧和前侧的微调件取下或松动后将定位座拆卸,待返修或补加工的定位座加工到位后,将定位座重新安装在所述的位置上,重复步骤s2和步骤s3,安装所述定位座。
13、本发明方法的定位座为正长方形。
14、本发明积极效果如下:本发明变径壳体的周截面外壁为一圈均匀变径的螺旋线,按变径壳体上的刻度进行调节,调节精度高,且操作方便,微调件r的值为10~15mm,在使用时根据定位座的形状可自由更换,变径壳体半径变化量为1mm,变径壳体有效调节弧长转动一圈,定位座可调节1mm量,工人可通过控制六角扳手的转动角度,从而控制定位座的位置。
15、使用本发明工具及方法进行调整精度高,操作省时省力,提高了工作效率。
技术特征:
1.一种定位座微调工具,其特征在于,其包括变径壳体(3)、设置在变径壳体(3)内腔底部的固定板(4)以及设置在变径壳体(3)内腔的正多棱壁(5);固定板(4)中部设置过孔a(6);
2.根据权利要求1所述的一种定位座微调工具,其特征在于,变径壳体(3)调节的弧线为xy,在螺旋线ab上以x为起点逆时针将螺旋线xy八等分,等分点为c、d、e、f、m、n、k,则弧线xc的半径为r1、弧线cd的半径为r2、弧线de的半径为r3、弧线ef的半径为r4、弧线fm的半径为r5、弧线mn的半径为r6、弧线nk的半径为r7、弧线ky的半径为r8,r1<r2<r3<r4<r5<r6<r7<r8;
3.根据权利要求2所述的一种定位座微调工具,其特征在于,变径壳体(3)的周截面圆点与螺旋线ab的x点的距离为r,则r1为r~r+0.13mm,r2为r+0.13mm~r+0.25mm,r3为r+0.25mm~r+0.38mm,r4为r+0.38mm~r+0.5mm,r5为r+0.5mm~r+0.63mm,r6为r+0.63mm~r+0.75mm,r7为r+0.75mm~r+0.88mm,r8为r+0.88mm~r+1mm。
4.根据权利要求3所述的一种定位座微调工具,其特征在于,r的值为10~15mm。
5.根据权利要求1所述的一种定位座微调工具,其特征在于,正多棱壁(5)的周截面为正六边形。
6.一种根据权利要求1-5任一项所述的定位座的调节方法,其特征在于,定位座(2)安装在型架框架(1)上,定位座(2)的四角设置过孔b,穿过过孔b的半螺纹螺钉b将定位座(2)安装在型架框架(1)上,半螺纹螺钉b不拧紧,且半螺纹螺钉b的光杆在过孔b内;微调件调节采用如下步骤:
7.根据利要求6所述的一种定位座的调节方法,其特征在于,还包括步骤s4.在需将定位座(2)拆下进行返修或补加工时,将左侧和前侧,或右侧和后侧的微调件(3)紧靠定位座(2)后将半螺纹螺钉a拧紧,保留定位座(2)的当前位置,将右侧和后侧,或左侧和前侧的微调件(3)取下或松动后将定位座(2)拆卸,待返修或补加工的定位座(2)加工到位后,将定位座(2)重新安装在所述的位置上,重复步骤s2和步骤s3,安装所述定位座(2)。
8.根据利要求6或7所述的一种定位座的调节方法,其特征在于,定位座(2)为正长方形。
技术总结
本发明涉及一种定位座微调工具及定位座的调节方法,工具包括变径壳体、设置在变径壳体内腔底部的固定板以及设置在变径壳体内腔的正多棱壁;变径壳体的周截面外壁为一圈均匀变径的螺旋线ab,变径量为1mm,螺旋线ab的两端交汇处形成凸起,定位座的调节方法的步骤;本发明按变径壳体上的刻度进行调节,调节精度高,且操作方便,微调件r值为10~15mm,在使用时根据定位座的形状可自由更换,变径壳体半径变化量为1mm,变径壳体有效调节弧长转动一圈,定位座可调节1mm量,工人可通过控制六角扳手的转动角度,从而控制定位座的位置;使用本发明工具及方法进行调整精度高,操作省时省力,提高了工作效率。
技术研发人员:王小华,满达,曹云飞
受保护的技术使用者:石家庄飞机工业有限责任公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!