一种机车单元制动器缓解弹簧组件安装工装及其装配方法与流程
本发明涉及机车制动,具体而言,尤其涉及一种机车单元制动器缓解弹簧组件安装工装及其装配方法
背景技术:
1、机车单元制动器是实施机车制动功能的机械装置。机车单元制动器为机车提供制动力,同时可以自动将闸瓦与车轮踏面的间隙调整为设计值。
2、图1为单元制动器缓解状态。在单元制动器进行制动时,闸瓦间隙调整器(如图2所示)被施加制动力后,向箭头所示方向伸出;在单元制动器实施缓解时,制动力消失,闸瓦间隙调整器在缓解弹簧的复位作用下,退后到图示原始位置。本步组装是在闸瓦间隙调整器向缸体中安装完成后,再在缸体左侧的孔中依次装入缓解弹簧引向筒、缓解弹簧和缓解弹簧座,接着压缩缓解弹簧,最后将挡圈装入闸瓦间隙调整器尾部的挡圈安装槽中,实现对缓解弹簧座的固定,完成所有缓解弹簧组件的装配。
3、现有的单元制动器安装工艺将闸瓦间隙调整器的轴线垂向放置,下方用垫块托住闸瓦间隙调整器,上方用压力机压缩复位弹簧,直至完成挡圈的安装,如图3所示。然而,垂向放置导致工作高度过高,造成装配操作不便。同时,由于制动器缸体下部存在突出的铸造结构,使垫块的支撑面积不仅小,而且支撑位置又偏高,导致支撑作用不够可靠,存在操作中倾覆的危险。操作中需要一人辅助扶正,另一人操作压力机对弹簧进行压缩并安装挡圈,总共需要两个人才能完成本步装配工作。
技术实现思路
1、根据上述提出机车单元制动器装配工艺导致工作高度过高的技术问题,而提供一种机车单元制动器缓解弹簧组件安装工装及其装配方法。本发明主要利用新的工装和装配工艺方法,降低装配工作高度,实现装配过程中缸体的可靠定位,保证操作安全;同时应便于操作,提高装配效率,并减少对人员的需求。
2、本发明采用的技术手段如下:
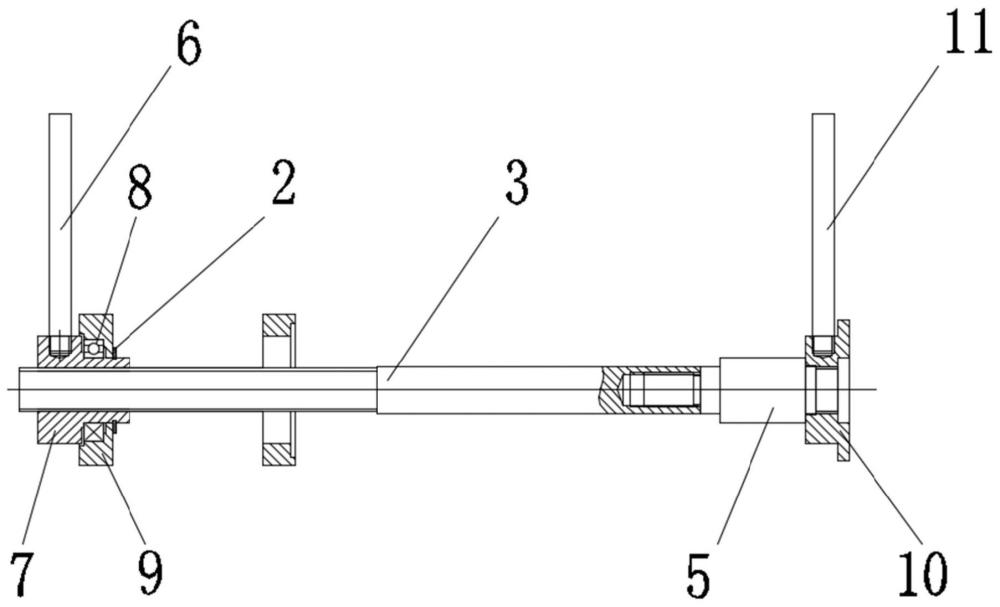
3、一种机车单元制动器缓解弹簧组件安装工装,包括:设置于单元制动器缸体突出铸造结构侧的长螺杆组件、设置于单元制动器挡圈侧的压紧螺母组件和长螺杆;
4、所述长螺杆穿过机车单元制动器中闸瓦间隙调整器的通孔,所述长螺杆的一端与长螺杆组件相连,所述长螺杆的另一端与压紧螺母组件相连;
5、所述压紧螺母组件包括第一手柄,所述第一手柄与压紧螺母的侧面相连,所述压紧螺母的轴心处连接有长螺杆,所述压紧螺母的轴肩上设置有轴承和压头;
6、所述长螺杆组件包括转轴,所述转轴与长螺杆的一端连接,所述转轴外侧连接有止动盘,所述止动盘的侧面与第二手柄相连,所述第二手柄设置于缸体突出铸造结构的内侧。
7、进一步地,所述第一手柄与压紧螺母的侧面螺纹连接,所述转轴与止动盘螺纹连接,所述转轴与长螺杆螺纹连接。
8、进一步地,所述第一手柄和第二手柄采用右旋螺纹,所述转轴、止动盘、压紧螺母和长螺杆采用左旋螺纹。
9、进一步地,所述压头两侧加工有槽口,用以将挡圈从侧面的槽口装入闸瓦间隙调整器尾部的挡圈安装槽中,实现对缓解弹簧座的固定。
10、本发明还提供了一种机车单元制动器缓解弹簧组件的装配方法,基于上述任意一项机车单元制动器缓解弹簧组件安装工装实现,包括如下步骤:
11、将缸体和闸瓦间隙调整器水平放置,向缸体中安装闸瓦间隙调整器;
12、将长螺杆一端安装转轴,转轴外侧安装止动盘,止动盘上安装第二手柄,完成长螺杆组件的安装;
13、将组装好的长螺杆组件的长螺杆的另一端由单元制动器缸体突出铸造结构侧插入至闸瓦间隙调整器的通孔内,并从单元制动器挡圈侧伸出;
14、在缸体挡圈侧的孔中依次装入缓解弹簧引向筒、缓解弹簧和缓解弹簧座;
15、在挡圈侧伸出的长螺杆上安装压紧螺母,在压紧螺母侧面安装第一手柄,在压紧螺母的轴肩上安装轴承和压头,完成压紧螺母组件的组装;
16、逆时针旋转第一手柄,使压头向突出铸造结构侧压住缓解弹簧座,接着继续逆时针旋转第一手柄使压头通过缓解弹簧座压缩缓解弹簧直至闸瓦间隙调整器尾部的挡圈安装槽从缓解弹簧座中完整露出;
17、将挡圈通过压头两侧的槽口装入闸瓦间隙调整器尾部的挡圈安装槽;接着顺时针旋转第一手柄将压紧螺母组件从长螺杆上取下,并将长螺杆组件和长螺杆从右侧抽出,完成缓解弹簧组件的装配。
18、较现有技术相比,本发明具有以下优点:
19、本发明将闸瓦间隙调整器的轴线水平放置,装配工作高度大幅降低,便于操作。同时用缸体下方的大面积平面作为支撑,缸体定位可靠,操作安全。巧妙利用制动器缸体上突出的铸造结构,作为右侧工装手柄的止挡,仅需1名工人即可方便的实现对缓解弹簧的压缩,完成缓解弹簧组件的装配工作。有效提高装配效率,并减少了对人员的需求。
20、除了左、右两个手柄及与其配合的螺纹孔采用普通右旋螺纹外,本发明专用工装其他所有螺纹均采用左旋螺纹,逆时针旋转第一手柄6时,专用工装所有的螺纹联接部位受到的工作扭矩均使螺纹联接更为紧固,消除了工装自身由于螺纹联接松弛而发生解体的危险。
技术特征:
1.一种机车单元制动器缓解弹簧组件安装工装,其特征在于,包括:设置于单元制动器缸体(12)的突出铸造结构(1)侧的长螺杆组件、设置于单元制动器挡圈(2)侧的压紧螺母组件和长螺杆(3);
2.根据权利要求1所述的机车单元制动器缓解弹簧组件安装工装,其特征在于,所述第一手柄(6)与压紧螺母(7)的侧面螺纹连接,所述转轴(5)与止动盘(10)螺纹连接,所述转轴(5)与长螺杆(3)螺纹连接。
3.根据权利要求2所述的机车单元制动器缓解弹簧组件安装工装,其特征在于,所述第一手柄(6)和第二手柄(11)采用右旋螺纹,所述转轴(5)、止动盘(10)、压紧螺母(7)和长螺杆(3)采用左旋螺纹。
4.根据权利要求1所述的机车单元制动器缓解弹簧组件安装工装,其特征在于,所述压头(9)两侧加工有槽口,用以将挡圈(2)从侧面的槽口装入闸瓦间隙调整器(4)尾部的挡圈安装槽中,实现对缓解弹簧座(15)的固定。
5.一种机车单元制动器缓解弹簧组件的装配方法,基于权利要求1-4中任意一项权利要求所述的机车单元制动器缓解弹簧组件安装工装实现,其特征在于,包括如下步骤:
技术总结
本发明提供一种机车单元制动器缓解弹簧组件安装工装及其装配方法,机车制动技术领域,工装包括:设置于单元制动器缸体突出铸造结构侧的长螺杆组件、设置于单元制动器挡圈侧的压紧螺母组件和长螺杆;所述压紧螺母组件包括第一手柄,所述第一手柄与压紧螺母的侧面相连,所述压紧螺母的轴心处连接有长螺杆,所述压紧螺母的轴肩上设置有轴承和压头;所述长螺杆组件包括转轴,所述转轴与长螺杆的一端连接,所述转轴外侧连接有止动盘,所述止动盘的侧面与第二手柄相连,所述第二手柄设置于缸体突出铸造结构的内侧。本发明将闸瓦间隙调整器的轴线水平放置,装配工作高度大幅降低,缸体定位可靠,操作安全。
技术研发人员:于慧杰,王国明,张昊,刘起昕,于春生,宋焘,王春山
受保护的技术使用者:中车大连机车车辆有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!