一种中大型工程轮胎半成品部件刺孔装置的制作方法
本发明涉及轮胎制造加工,尤其是一种中大型工程轮胎半成品部件刺孔装置。
背景技术:
1、在轮胎制造加工过程中,轮胎成型是一个复杂的过程,要将胎侧、垫胶、三角胶等多种半成品胶部件进行组合起来,而成型过程中部件和部件之间的拼接难免会将空气窝在里面,胎胚经过硫化成成品胎,里面的这些空气若不能及时排出就会形成气泡,严重影响轮胎产品性能和安全性能。现有解决气泡的方式中,一是通过压辊压制排气线,但由于部分胶部件贴合过程中受部件形状影响较大,压合时气泡不易排出。另一种是刺孔,刺孔是轮胎成型过程的一个重要工序,一般轮胎成型机是在修胎胚时采用人工刺孔,然而这种方法一是效率低,劳动强度大,二是刺扎孔的质量很难完全标准统一,刺孔不标准也容易造成气泡及半成品部件与部件之间的气泡类缺陷,这都是造成轮胎废品及轮胎在市场使用中存在的质量风险;对于中大型工程轮胎半成品部件的刺孔,人工刺孔容易造成部分刺扎出现刺不透的问题、刺扎均匀性无法保证。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种中大型工程轮胎半成品部件刺孔装置,通过往复驱动机构带动固定板靠近或远离支撑板以实现刺孔针刺穿半成品部件,并且支撑板上的通孔与刺孔针对应设置,一方面可以保证刺孔针完全刺透半成品部件,另一方面保证刺孔针刺透后不损伤刺孔针,延长刺孔针的使用寿命,使得中大型工程轮胎较厚的半成品部件可以被顺利刺透。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
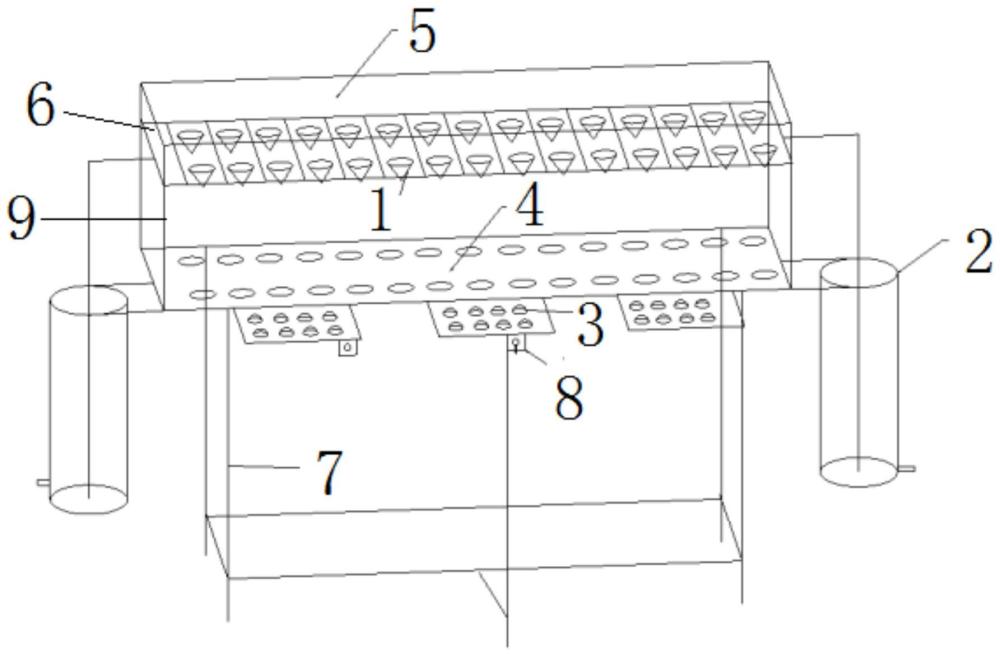
3、一种中大型工程轮胎半成品部件刺孔装置,包括支架台,其顶面设有支撑板,用于支撑半成品部件;支架台上方滑动配合固定板,固定板底部设有若干刺孔针,支撑板对应刺孔针位置开设通孔,固定板连接往复驱动机构,往复驱动机构带动固定板靠近或远离支撑板以实现刺孔针刺穿半成品部件。
4、作为进一步的实现方式,所述支架台顶部四角处设有导向杆,所述固定板与导向杆滑动配合。
5、作为进一步的实现方式,所述往复驱动机构包括两组气缸,气缸输出端与固定板端部连接以带动固定板升降。
6、作为进一步的实现方式,所述固定板顶部设有防护网,防护网与导向杆顶端连接。
7、作为进一步的实现方式,所述支架台前后两侧设有若干导向板,导向板上设有若干滚轮,导向板高度与支撑板高度适配。
8、作为进一步的实现方式,所述导向板沿支架台长度方向均匀设置。
9、作为进一步的实现方式,所述刺孔针的长度为90-100mm。
10、作为进一步的实现方式,所述刺孔针的前端呈锥形。
11、作为进一步的实现方式,所述刺孔针呈锥形的前端长度为40-50mm。
12、作为进一步的实现方式,所述刺孔针的最大外径小于通孔内径。
13、上述本发明的有益效果如下:
14、1、本发明通过往复驱动机构带动固定板靠近或远离支撑板以实现刺孔针刺穿半成品部件,并且支撑板上的通孔与刺孔针对应设置,一方面可以保证刺孔针完全刺透半成品部件,另一方面保证刺孔针刺透后不损伤刺孔针,延长刺孔针的使用寿命,使得中大型工程轮胎较厚的半成品部件可以被顺利刺透。
15、2、本发明支架台前后两侧设有若干导向板,导向板上设有若干滚轮,导向板高度与支撑板高度适配,使得半成品部件上料、下料以及上料后的位置调整方便快捷。
16、3、本发明降低了中大型工程轮胎生产过程中厚部件之间窝气的风险,降低了轮胎的废品率,降低了成本,提升轮胎质量。这种刺扎方式与人工刺扎相对比,提高了生产效率,人工刺扎需要150秒,并且刺扎的深度的均匀性无法保证,本方案进行刺扎胎侧、垫胶、三角胶只需要30秒,而且胎胚外观没有气泡,保证了刺扎的质量和标准化。
技术特征:
1.一种中大型工程轮胎半成品部件刺孔装置,其特征在于,包括支架台,其顶面设有支撑板,用于支撑半成品部件;支架台上方滑动配合固定板,固定板底部设有若干刺孔针,支撑板对应刺孔针位置开设通孔,固定板连接往复驱动机构,往复驱动机构带动固定板靠近或远离支撑板以实现刺孔针刺穿半成品部件。
2.根据权利要求1所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述支架台顶部四角处设有导向杆,所述固定板与导向杆滑动配合。
3.根据权利要求2所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述往复驱动机构包括两组气缸,气缸输出端与固定板端部连接以带动固定板升降。
4.根据权利要求3所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述固定板顶部设有防护网,防护网与导向杆顶端连接。
5.根据权利要求1所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述支架台前后两侧设有若干导向板,导向板上设有若干滚轮,导向板高度与支撑板高度适配。
6.根据权利要求5所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述导向板沿支架台长度方向均匀设置。
7.根据权利要求1所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述刺孔针的长度为90-100mm。
8.根据权利要求7所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述刺孔针的前端呈锥形。
9.根据权利要求8所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述刺孔针呈锥形的前端长度为40-50mm。
10.根据权利要求1所述的一种中大型工程轮胎半成品部件刺孔装置,其特征在于,所述刺孔针的最大外径小于通孔内径。
技术总结
本发明涉及轮胎制造加工技术领域,公开了一种中大型工程轮胎半成品部件刺孔装置,包括支架台,其顶面设有支撑板,用于支撑半成品部件;支架台上方滑动配合固定板,固定板底部设有若干刺孔针,支撑板对应刺孔针位置开设通孔,固定板连接往复驱动机构,往复驱动机构带动固定板靠近或远离支撑板以实现刺孔针刺穿半成品部件;通过往复驱动机构带动固定板靠近或远离支撑板以实现刺孔针刺穿半成品部件,并且支撑板上的通孔与刺孔针对应设置,一方面可以保证刺孔针完全刺透半成品部件,另一方面保证刺孔针刺透后不损伤刺孔针,延长刺孔针的使用寿命,使得中大型工程轮胎较厚的半成品部件可以被顺利刺透。
技术研发人员:冯志强,许庆彬,姬新生,魏宾利,潘迪宿,黄帅,杨洪良,曹国庆,黄建民,刘璐,李维然
受保护的技术使用者:山东华勤橡胶科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!