一种薄壁圆形工件装配用的卡箍的制作方法
本发明涉及一种卡箍,特别涉及一种薄壁圆形工件装配用的卡箍。
背景技术:
1、容器所使用的圆筒采用卷焊或旋压成型,封头普遍采用冲压成型,这些成型方法均采用强力使金属材料发生变形,达到相应的尺寸,不可避免存在材料回弹或变形的情况,导致工件对接处焊接坡口尺寸误差大,壁厚差不均匀继而带来的是圆筒与圆筒、圆筒与封头对接时专用的液压内撑装置装配精度不高,错边值偏大影响焊缝强度的问题。
2、液压内撑,采用液压设备设置圆周方向顶出杆,工作时顶出杆同步顶出支撑在圆形工件内壁,由于液压油向各个方向的压力相同,因此液压内撑能够均匀的紧贴在工件内侧,达到调圆、对齐圆筒与圆筒或者圆筒与封头的目的。
3、对于大批量生产的容器,我们采用液压内撑装配,液压内撑缺点为:
4、1)成本高,成套的液压内撑成本是多件产品利润的总和;
5、2)设计、生产周期长,设计、生产往往需要半年以上时间;
6、3)适用范围小,一套液压内撑工装适用于固体火箭发动机燃烧室壳体直径差不大于20mm。
7、对于批量较小的产品生产,圆筒与圆筒对接或者圆筒与封头对接时,往往采用将两工件放在平台上,使对接处贴平后采用手工焊进行定位焊,然后旋转一个角度贴平后再进行定位焊,直至将整条对接环缝对接完毕。目前采用这样装配方法缺点为:
8、1)质量差,圆筒与圆筒或圆筒与封头对接处零件错边量不易保证,尤其是最后定位点的错边量;
9、2)效率低,人工将两工件放在平台上分段进行定位焊,然后再旋转位置进行定位焊,效率低下;
10、3)劳动强度大,人员反复旋转圆筒或封头、反复进行调节对缝间隙及错边,对操作者体力消耗过大。
技术实现思路
1、本发明要解决的技术问题是提供一种薄壁圆形工件装配用的卡箍,以解决小批量容器焊接前圆筒和封头及圆筒与圆筒装配的问题。
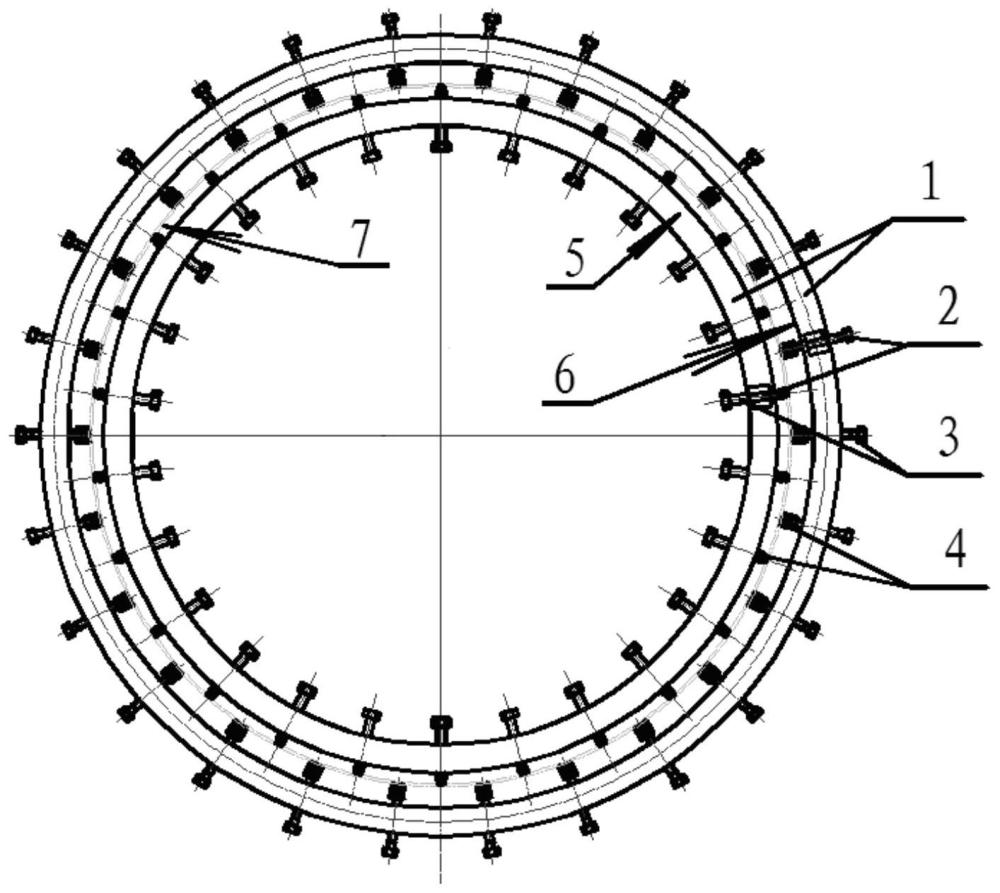
2、为了解决存在的技术问题,本发明采用的技术方案是:一种薄壁圆形工件装配用的卡箍,分为内卡箍和外卡箍,所述内卡箍和外卡箍分别由支撑环、支撑块、压紧螺钉和铜顶头组成,支撑环分为对称的两个支撑环,两个支撑环之间通过多个支撑块连接固定成一个刚性体,两个支撑环和支撑块之间形成的孔洞用于定位焊时焊枪的伸入;支撑块上设置有螺纹孔;在内卡箍上,压紧螺钉的前端从内卡箍内侧向外侧穿过支撑块的螺纹孔后安装固定铜顶头;在外卡箍上,压紧螺钉的前端从外卡箍外侧向内侧穿过支撑块的螺纹孔后安装固定铜顶头;内卡箍和外卡箍分别交替分布于两个筒形零件的对接环缝内外侧,并利用与支撑块连接的压紧螺钉撑紧铜顶头,来调节两个筒形零件的对接环缝错边量。
3、本发明公开了一种薄壁圆形工件装配用卡箍,具体涉及小批量容器焊接前圆筒和封头及圆筒与圆筒焊接前进行装配时,液压内撑装置无法局部调节的问题,克服了液压内撑装置设计、生产时间长、成本高、适用范围小等缺点,解决了小批量容器焊接前圆筒和封头及圆筒与圆筒装配的瓶颈问题。
4、有益效果
5、本发明针对圆筒与圆筒、圆筒与封头装配时对质量、效率、劳动强度的要求,设计了一种便于安装和拆卸的卡箍,该卡箍成本低、生产时间短,能够有效应对小批量容器圆筒或封头机械加工尺寸差时的零件装配。
6、本发明结构简单,安装、使用方便,调节时不需要电、压缩空气或者其他动力,只要一个扳手就能进行操作。
7、本发明最适用于小批量产品或新研制产品,焊接前零件尺寸加工误差大的情况,能够在较小范围内调节对接接头错边量。
8、本发明提高了小批量或焊接前零件尺寸加工误差大的圆筒和封头装配质量和装配效率。
技术特征:
1.一种薄壁圆形工件装配用的卡箍,分为内卡(5)箍和外卡箍(6),其特征在于:
技术总结
本发明公开了一种薄壁圆形工件装配用的卡箍,分为内卡箍和外卡箍,内卡箍和外卡箍分别由支撑环、支撑块、压紧螺钉和铜顶头组成,支撑环分为对称的两个支撑环,两个支撑环之间通过多个支撑块连接固定成一个刚性体;支撑块上设置有螺纹孔;在内卡箍上,压紧螺钉的前端从内卡箍内侧向外侧穿过支撑块的螺纹孔后安装固定铜顶头;在外卡箍上,压紧螺钉的前端从外卡箍外侧向内侧穿过支撑块的螺纹孔后安装固定铜顶头。本发明克服了液压内撑装置设计、生产时间长、成本高、适用范围小等缺点,解决了小批量容器焊接前圆筒和封头及圆筒与圆筒装配的瓶颈问题。
技术研发人员:罗春华
受保护的技术使用者:内蒙古航天红岗机械有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!