打孔工装以及打孔方法与流程
本申请实施例涉及一种打孔工装以及打孔方法。
背景技术:
1、打孔是指通过切削、钻孔、冲压或其他加工方法在材料中设计出一个圆形或者其他形状的孔洞。打孔可以在各种材料上进行,如复合材料等。为了使得到的孔的尺寸、形状和位置符合特定要求,对打孔的精确度要求逐渐变高。
2、然而,通过现有的打孔方式制备一些高精度孔时(如铆钉孔),无法达到用较低的成本来实现制备高精度孔的效果。
3、需要说明的是,上述内容并不必然是现有技术,也不用于限制本申请的专利保护范围。
技术实现思路
1、本申请实施例提供一种打孔工装和打孔方法,以解决或缓解上面提出的一项或更多项技术问题。
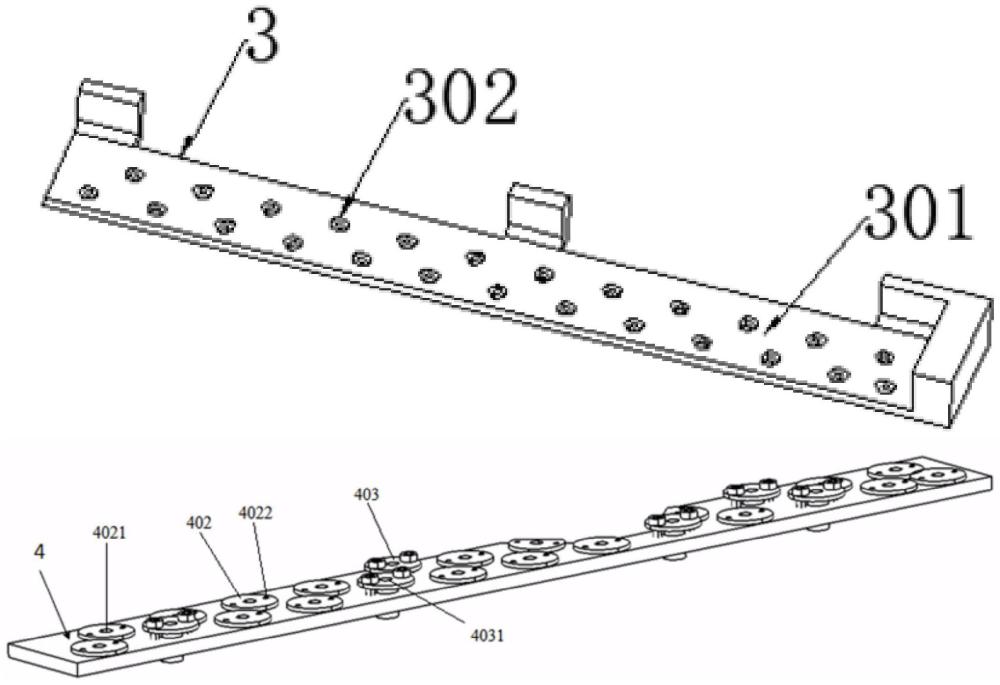
2、作为本申请实施例的一个方面,本申请实施例提供一种打孔工装,包括:正面引孔工装和背面引孔工装;其中:
3、所述正面引孔工装包括正面引孔工装主体和多个第一打孔轴套;其中,所述多个第一打孔轴套间隔分布在所述正面引孔工装主体上;
4、所述背面引孔工装包括背面引孔工装主体和多个第二打孔轴套,所述多个第二打孔轴套间隔分布在所述背面引孔工装主体上,所述多个第二打孔轴套包括多个导向轴套和多个定位轴套;其中,定位轴套设有第一定位销孔,所述第一定位销孔用以供第一定位销通过,定位轴套相对所述背面引孔工装主体的上表面高度可调节;
5、其中,所述正面引孔工装用于在目标对象的正面确定打孔位置,在所述目标对象形成与打孔位置对应的导向孔的情况下,所述背面引孔工装用于通过第一定位销经由第一定位销孔插入导向孔,从而固定在所述目标对象的背面;所述第二打孔轴套用于供打孔工件穿过并引导所述打孔工件进入到所述目标对象以形成与所述导向孔同轴的目标孔。
6、可选地,定位轴套还设有定位轴套主体、调节部、第一螺孔,其中:
7、定位轴套主体,包括套杆和套帽;其中,套杆的一端可活动地位于背面引孔工装主体中,套杆的另一端和套帽固定;
8、调节部,套设在所述套杆上,并抵靠在套帽和背面引孔工装主体之间;
9、第一螺孔,位于所述套帽上;
10、对应地,所述背面引孔工装主体上设有第二螺孔;
11、其中,所述第一螺孔与所述第二螺孔位置对应并形成通道,所述通道用以供螺栓通过。
12、作为本申请实施例的另一个方面,本申请实施例提供一种打孔方法,用于对目标对象打孔,目标对象具有正面和背面,正面为平整面,背面相对于正面为不平整面,所述方法包括:
13、基于正面引孔工装的第一打孔轴套,在目标对象的正面确定打孔位置,以获取导向孔;
14、基于所述导向孔,将背面引孔工装固定在所述目标对象的背面;背面引孔工装设置有第二打孔轴套;
15、在目标对象的背面,通过第二打孔轴套引导打孔工件对目标对象打孔,以得到与导向孔同轴的目标孔。
16、可选地,正面引孔工装设有第一打孔轴套,所述目标对象包括第一待组合物体和第二待组合物体;对应地,所述方法还包括:
17、通过正面引孔工装的第一打孔轴套,在第一待组合物体的正面确定打孔位置,以获取导引孔;其中,每个所述导引孔与每个所述第一打孔轴套位置一一对应;
18、将所述第一待组合物体和第二待组合物体固定,以形成目标对象;
19、通过导向孔以及背面引孔工装,从目标对象的背面打孔,以得到与导向孔同轴的目标孔。
20、可选地,第二打孔轴套包括多个导向轴套和定位轴套;其中,定位轴套相对所述背面引孔工装主体的上表面高度可调节;对应地,基于所述导向孔,将背面引孔工装固定在所述目标对象的背面,包括:
21、将第一定位销经过所述定位轴套插入至导向孔中,以将背面引孔工装固定在目标对象的背面;
22、通过定位轴套调整所述背面引孔工装与目标对象之间的相对位置。
23、可选地,定位轴套设有定位轴套主体、调节部、第一螺孔;定位轴套主体包括套杆和套帽;套杆的一端可活动地位于背面引孔工装主体中,套杆的另一端和套帽固定;调节部套设在所述套杆上,并抵靠在套帽和背面引孔工装主体之间;第一螺孔位于所述套帽上;对应地所述背面引孔工装主体上设有第二螺孔;所述第一螺孔与所述第二螺孔位置对应并形成供螺栓通过的通道;
24、对应地,通过定位轴套调整所述背面引孔工装与目标对象之间的相对位置,包括:
25、通过旋转螺栓,调整所述套帽和所述目标对象之间的距离,以使套杆抵持在所述目标对象上。
26、可选地,所述目标孔包括第一部分目标孔和第二部分目标孔;
27、对应地,在目标对象的背面,通过第二打孔轴套引导打孔工件对目标对象打孔,包括:
28、通过导向轴套引导打孔工件对目标对象打孔,以得到第一部分目标孔;
29、将第二定位销插入至所述第一部分目标孔中;
30、将所述第一部分目标孔对应的导向轴套中的至少部分导向轴套换成待调节定位轴套;
31、将第三定位销插入至待调节定位轴套上并通过待调节定位轴套调整所述背面引孔工装与目标对象之间的相对位置;
32、将所述第一定位销取出,并通过取出第一定位销的定位轴套引导打孔工件对目标对象打孔,获取所述第二部分目标孔。
33、本申请实施例采用上述技术方案可以包括如下优势:根据背面引孔工装在目标物体的正面(即平整面)打出导向孔,由于正面为平整面,使得打出的导向孔精度较高。在此基础上,以精度较高的导向孔为定位基准,根据第一定位销以及背面引孔工装上的打孔轴套(导向轴套和可调高度的定位轴套)在目标对象的背面(即不平整面)实现高精度定位,进而可以获取与导向孔同轴的目标孔,提高打孔的精确性。此外,根据本实施例的打孔工装进行打孔,可以减少对特种设备或人员的依赖,从而达到用较低的成本来实现高精度孔的制备,降低打孔的成本和难度。
技术特征:
1.一种打孔工装,其特征在于,包括:正面引孔工装(3)和背面引孔工装(4);其中:
2.根据权利要求1所述的打孔工装,其特征在于,定位轴套(403)还设有定位轴套主体、调节部(4032)、第一螺孔(4033),其中:
3.一种打孔方法,其特征在于,用于通过正面引孔工装和背面引孔工装对目标对象打孔,目标对象具有正面和背面,正面为平整面,背面相对于正面为不平整面;所述方法包括:
4.根据权利要求3所述的方法,其特征在于,正面引孔工装设有第一打孔轴套,所述目标对象包括第一待组合物体和第二待组合物体;对应地,所述方法还包括:
5.根据权利要求3所述的方法,其特征在于,第二打孔轴套包括多个导向轴套和定位轴套;其中,定位轴套相对所述背面引孔工装主体的上表面高度可调节;对应地,基于所述导向孔,将背面引孔工装固定在所述目标对象的背面,包括:
6.根据权利要求5所述的方法,其特征在于,定位轴套设有定位轴套主体、调节部、第一螺孔;定位轴套主体包括套杆和套帽;套杆的一端可活动地位于背面引孔工装主体中,套杆的另一端和套帽固定;调节部套设在所述套杆上,并抵靠在套帽和背面引孔工装主体之间;第一螺孔位于所述套帽上;对应地所述背面引孔工装主体上设有第二螺孔;所述第一螺孔与所述第二螺孔位置对应并形成供螺栓通过的通道;
7.根据权利要求5所述的方法,其特征在于,所述目标孔包括第一部分目标孔和第二部分目标孔;
技术总结
本申请实施例提供一种打孔工装,该打孔工装包括:正面引孔工装和背面引孔工装。其中:正面引孔工装包括正面引孔工装主体和多个第一打孔轴套。其中,多个第一打孔轴套间隔分布在正面引孔工装主体上。背面引孔工装包括背面引孔工装主体和多个第二打孔轴套,多个第二打孔轴套间隔分布在背面引孔工装主体上,多个第二打孔轴套包括多个导向轴套和多个定位轴套。其中,定位轴套设有第一定位销孔,第一定位销孔用以供第一定位销通过,定位轴套相对背面引孔工装主体的上表面高度可调节。本申请实施例的技术方案可以在目标对象的背面(即不平整面)实现高精度定位,提高打孔的精确性。
技术研发人员:王明,惠述俭,孟令宽,蔡计杰,张国强
受保护的技术使用者:上海晋飞碳纤科技股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!