一种热成型产品用冷切模具的制作方法
本技术涉及冷切模具,尤其是涉及一种热成型产品用冷切模具。
背景技术:
1、热成型是一种将热塑性塑料片材加工成各种制品的塑料加工方法,广泛用于汽车部件、建筑装饰件、化工设备等。
2、目前传统的热成型产品,边线和孔均采用激光切割技术,将热成型后的产品放置于激光切割工装之上,运行激光切割程序设备将自动根据预先设定好的程序进行边线切割和孔切割。但切割后毛刺和切割熔渣需要人工清理,切割稳定性不高、设备投入价值过大、切割时间过长、耗材成本过高,整体拉高了热成型产品的制造成本。
3、因此,本领域技术人员致力于开发一种热成型产品用冷切模具,不但修边和冲孔稳定,且加工速率快,维护成本低。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种热成型产品用冷切模具,不但修边和冲孔稳定,且加工速率快,维护成本低。
2、本实用新型解决上述技术问题的技术方案如下:一种热成型产品用冷切模具,包括上模组件和下模组件;
3、所述下模组件具有至少一个用于定位固定热成型产品的凹模套,所述上模组件下侧面设置有与所述凹模套配合的凸模套,所述下模组件上且位于所述凹模套侧壁安装有切边刀刃,所述上模组件下侧面且位于所述凸模套侧边设置有用于热成型产品冲孔的凸模。
4、本实用新型的有益效果是:凹模套将热成型产品定位后,上模组件和下模组件模合过程中,切边刀刃用于裁切热成型产品多余部分,凸模用于对热成型产品冲孔,裁切和冲孔同步进行,不但修边和冲孔稳定,且加工速率快,维护成本低。
5、在上述技术方案的基础上,本实用新型还可以做如下改进。
6、进一步,所述凹模套与所述凸模套之间的间隙是热成型产品厚度的10%至12%,所述凹模套侧壁设置有定位件。
7、采用上述进一步方案的有益效果是定位件用于进一步将热成型产品精确定位。
8、进一步,所述切边刀刃的倾斜角度为3°至7°,所述凸模的倾斜角度为3°至7°;
9、所述切边刀刃侧壁设置有通腔,且所述通腔延伸至所述下模组件内,所述通腔侧壁安装有废料滑道;切边刀刃和凸模具有不同的切斜角度,提高裁切口的裁切光滑度。
10、采用上述进一步方案的有益效果是切边刀刃裁切的切边废料通过通腔和废料滑道输送至废料区域。
11、进一步,所述下模组件上安装有随型定位镶块,所述上模组件下侧面设置有与所述随型定位镶块配合的随型压板。
12、采用上述进一步方案的有益效果是随型定位镶块和随型压板将热成型产品定位紧压,防止模合过程中出现移位。
13、进一步,所述随型定位镶块下侧还设置有废料盒。
14、采用上述进一步方案的有益效果是废料盒用于承接凸模冲孔产生的废料。
15、进一步,所述下模组件两端部均设置有用于所述上模组件导向的导滑面,两个所述导滑面之间设置有导套。
16、采用上述进一步方案的有益效果是导滑面和导滑套用于上模组件移动时导向。
17、进一步,所述下模组件上设置有多个作业垫块。
18、采用上述进一步方案的有益效果是作业垫块用以限制上模组件进一步移动防止损伤凹模或凸模。
19、进一步,所述上模组件侧边安装有多个压板。
20、采用上述进一步方案的有益效果是所述压板限制上模组件进一步移动。
21、进一步,所述上模组件和所述下模组件端部均安装有吊耳。
22、采用上述进一步方案的有益效果是吊耳利于吊装上模组件和下模组件。
23、进一步,所述上模组件和所述下模组件侧边设置有连接卡槽。
24、采用上述进一步方案的有益效果是连接卡槽用于固定上模组件或下模组件。
技术特征:
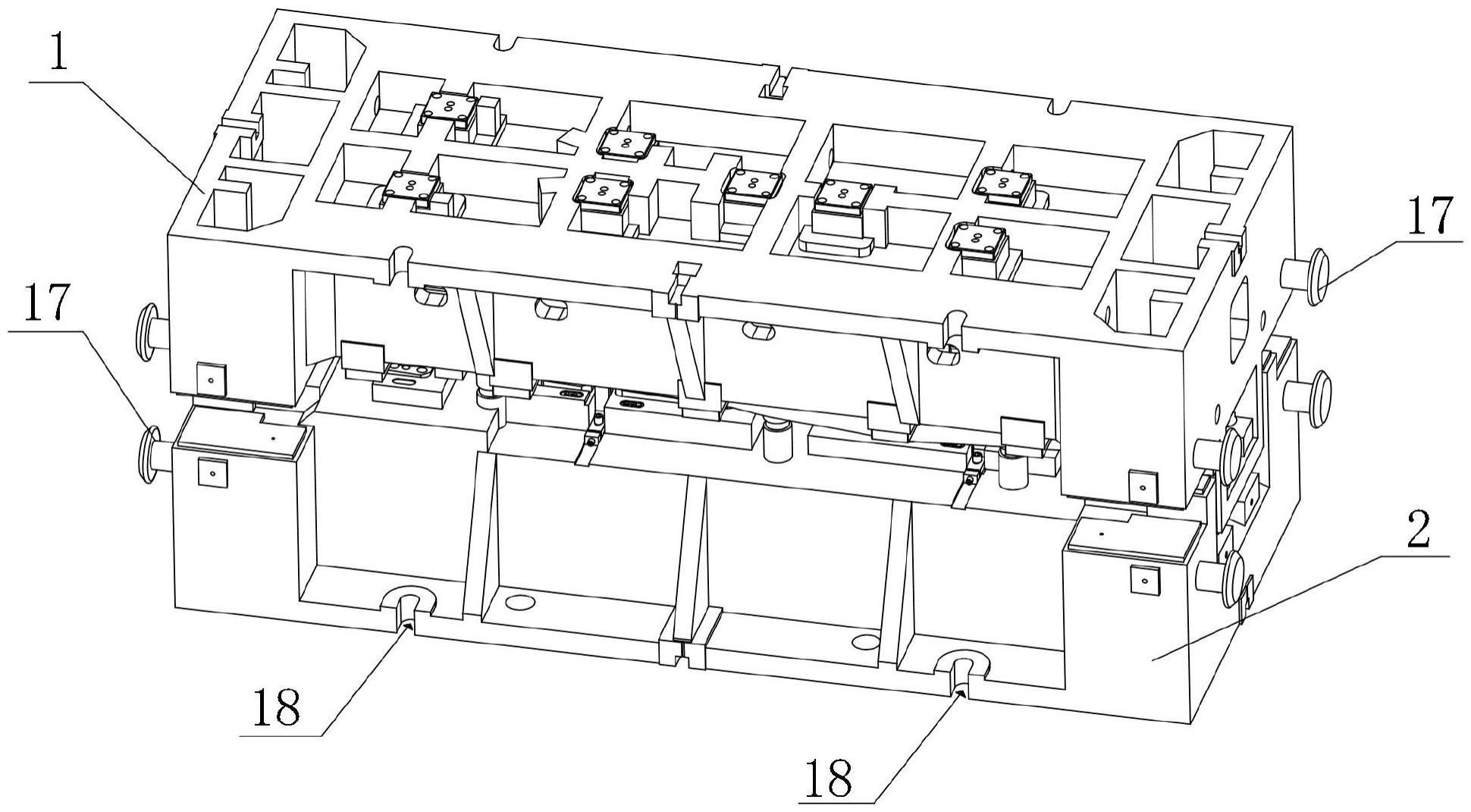
1.一种热成型产品用冷切模具,其特征在于:包括上模组件(1)和下模组件(2);
2.根据权利要求1所述的热成型产品用冷切模具,其特征在于:所述凹模套(3)与所述凸模套(4)之间的间隙是热成型产品厚度的10%至12%,所述凹模套(3)侧壁设置有定位件(7)。
3.根据权利要求1所述的热成型产品用冷切模具,其特征在于:所述切边刀刃(5)的倾斜角度为3°至7°,所述凸模(6)的倾斜角度为3°至7°;
4.根据权利要求1所述的热成型产品用冷切模具,其特征在于:所述下模组件(2)上安装有随型定位镶块(10),所述上模组件(1)下侧面设置有与所述随型定位镶块(10)配合的随型压板(11)。
5.根据权利要求4所述的热成型产品用冷切模具,其特征在于:所述随型定位镶块(10)下侧还设置有废料盒(12)。
6.根据权利要求1至5任一项所述的热成型产品用冷切模具,其特征在于:所述下模组件(2)两端部均设置有用于所述上模组件(1)导向的导滑面(13),两个所述导滑面(13)之间设置有导套(14)。
7.根据权利要求6所述的热成型产品用冷切模具,其特征在于:所述下模组件(2)上设置有多个作业垫块(15)。
8.根据权利要求6所述的热成型产品用冷切模具,其特征在于:所述上模组件(1)侧边安装有多个压板(16)。
9.根据权利要求6所述的热成型产品用冷切模具,其特征在于:所述上模组件(1)和所述下模组件(2)端部均安装有吊耳(17)。
10.根据权利要求6所述的热成型产品用冷切模具,其特征在于:所述上模组件(1)和所述下模组件(2)侧边设置有连接卡槽(18)。
技术总结
本技术涉及一种热成型产品用冷切模具,包括上模组件和下模组件;所述下模组件具有至少一个用于定位固定热成型产品的凹模套,所述上模组件下侧面设置有与所述凹模套配合的凸模套,所述下模组件上且位于所述凹模套侧壁安装有切边刀刃,所述上模组件下侧面且位于所述凸模套侧边设置有用于热成型产品冲孔的凸模。本技术不但修边和冲孔稳定,且加工速率快,维护成本低。
技术研发人员:张义丰,吴全金,任雪,刘京亮,宋鑫
受保护的技术使用者:吉林省正轩车架有限公司
技术研发日:20230116
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!