一种定位切换工装的制作方法
本技术涉及汽车生产,具体涉及一种定位切换工装。
背景技术:
1、汽车生产线是一种生产汽车流水作业的生产线,它包括焊接、冲压、涂装、动力总成等等,汽车生产线体工装的切换,多车型工装的切换,一直以来都是广受关注的,工装切换的精度,稳定性,操作性,整体的简易程度等等。
2、现有的用于汽车生产线体工装,以往定位为硬性的螺栓连接,销子与定位孔的直接连接,操作不便,并且频繁的切换,从而导致精度受到影响,并且销子与销孔磨损较大易松动,导致强度不足的问题。
技术实现思路
1、本实用新型的目的在于提供一种定位切换工装,以解决上述背景技术中提出现有的用于汽车生产线体工装,以往定位为硬性的螺栓连接,销子与定位孔的直接连接,操作不便,并且频繁的切换,从而导致精度受到影响,并且销子与销孔磨损较大易松动,导致强度不足的问题。
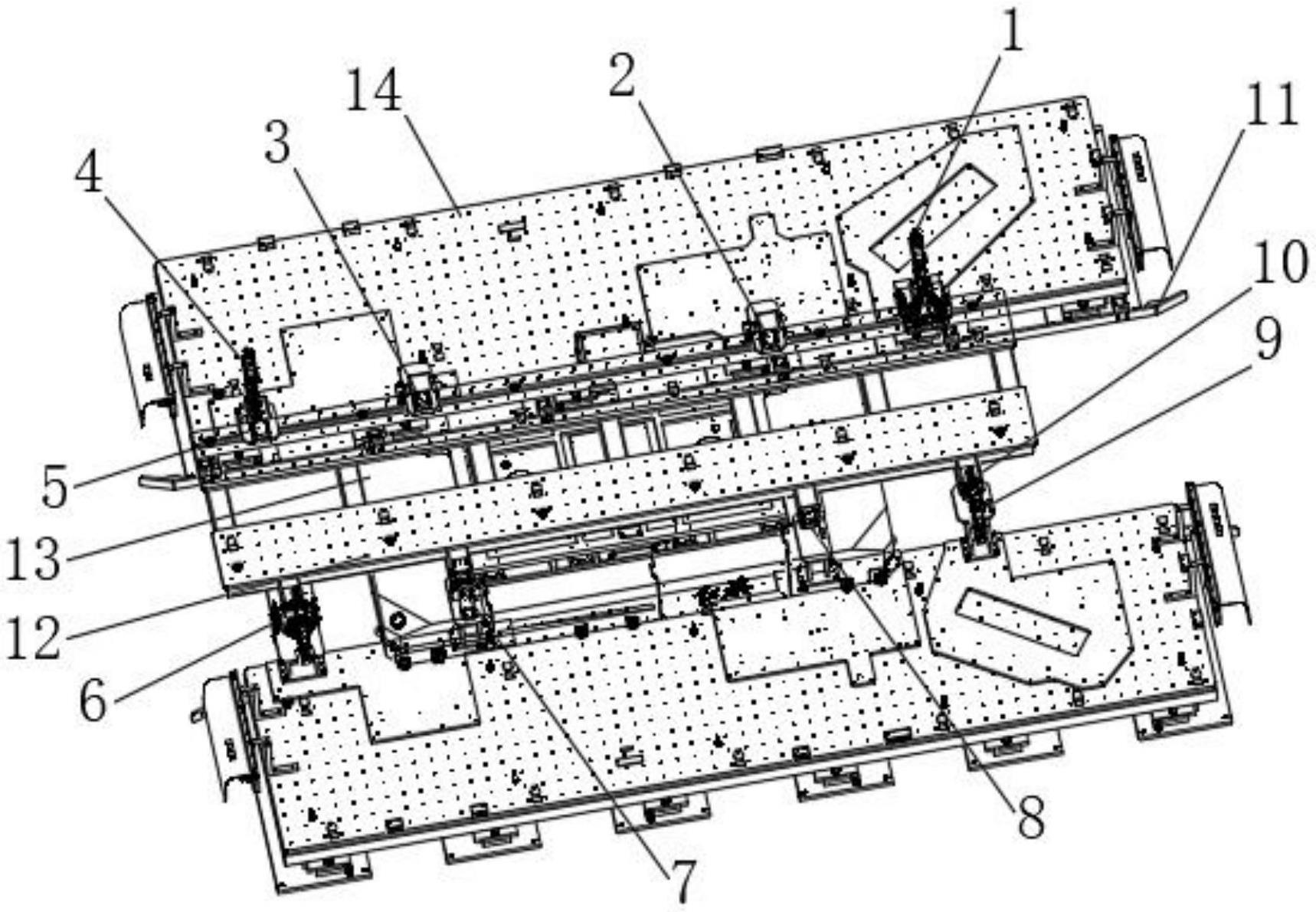
2、为实现上述目的,本实用新型提供如下技术方案:一种定位切换工装,包括固定支座和工装本体,所述工装本体安装连接在固定支座的上端两侧位置上,所述固定支座的上端中间设置有可调式支撑块,所述工装本体后端左侧设置有第二夹紧组件,所述第二夹紧组件的上端设置有第三定位组件,所述第二夹紧组件的右端位于工装本体上设置有第二定位组件,所述第二定位组件的右端位于工装本体上设置有第一定位组件,所述第一定位组件的右端位于工装本体上设置有第一夹紧组件,所述工装本体内侧两端的边缘处设置有导向机构,所述可调式支撑块的前端左侧设置有第四定位组件,所述第四定位组件的右端位于可调式支撑块上设置有第五定位组件,所述第五定位组件的右端位于可调式支撑块上设置有第六定位组件,所述第六定位组件的右端位于工装本体上设置有第三夹紧组件,所述第三夹紧组件的上端位于可调式支撑块上设置有第七定位组件。
3、其中,所述第二夹紧组件包括固定螺栓、不锈钢板、夹紧臂、驱动连接座、气缸、进气连接孔和固定底板,所述固定底板上端设置有不锈钢板,所述不锈钢板后端位于固定底板上设置有驱动连接座,所述驱动连接座内侧设置有气缸,所述气缸后端设置有进气连接孔,所述驱动连接座顶端设置有夹紧臂,所述固定底板底端四周拐角处设置有固定螺栓,所述固定底板通过固定螺栓连接在工装本体上。
4、其中,所述第四定位组件包括金属方板、固定基座、定位销和连接螺丝,所述金属方板上端四周设置有固定基座,所述固定基座上端设置有定位销,所述金属方板和固定基座的连接处设置有连接螺丝,所述金属方板连接在可调式支撑块上。
5、其中,所述第四定位组件和可调式支撑块通过焊接的方式连接安装,且所述第四定位组件连接在可调式支撑块的前端左侧位置上。
6、其中,所述第二夹紧组件和工装本体通过螺栓旋转的方式连接安装,且所述第二夹紧组件连接在工装本体的上端左侧位置上。
7、其中,所述导向机构可将运载工装本体的agv或小车导入工装需要切换的位置。
8、综上所述,由于采用了上述技术,本实用新型的有益效果是:
9、1、本实用新型中,通过夹紧组件、定位组件和导向机构配合使用,方便对工装的切换,安装第二夹紧组件时,首先,转动固定底板上端四周拐角处的固定螺栓,使其旋转连接在工装本体上,进一步通过气缸后端的进气连接孔与外部进气软管连接,用于气力的输送,当使用时,外部气力通过进气连接孔将气力输送到气缸中,并通过气缸输出杆的收缩从而拉动或放松驱动连接座,使前端的夹紧臂夹紧或放松,而夹紧臂夹紧或放松时,从而将定位组件夹持固定在不锈钢板上,进一步的使用agv或者小车运载着需要切换的工装本体,通过导向机构进入切换定位系统内,所需要切换的工装本体定位销通过高精度轴承导入进去,待切换工装本体完全落入定位组件后,通过夹紧臂将其夹紧,使工装本体牢牢被固定,确保工装的牢靠性。
10、2、本实用新型中,该工装在使用时,能够更快速,稳定,高精度的完成切换,并且也极大的降低了技术成本,同时提高了产品的质量,非常适合现代化生产线工装切换的需求。
技术特征:
1.一种定位切换工装,包括固定支座(13)和工装本体(14),其特征在于:所述工装本体(14)安装连接在固定支座(13)的上端两侧位置上,所述固定支座(13)的上端中间设置有可调式支撑块(12),所述工装本体(14)后端左侧设置有第二夹紧组件(4),所述第二夹紧组件(4)的上端设置有第三定位组件(5),所述第二夹紧组件(4)的右端位于工装本体(14)上设置有第二定位组件(3),所述第二定位组件(3)的右端位于工装本体(14)上设置有第一定位组件(2),所述第一定位组件(2)的右端位于工装本体(14)上设置有第一夹紧组件(1),所述工装本体(14)内侧两端的边缘处设置有导向机构(11),所述可调式支撑块(12)的前端左侧设置有第四定位组件(6),所述第四定位组件(6)的右端位于可调式支撑块(12)上设置有第五定位组件(7),所述第五定位组件(7)的右端位于可调式支撑块(12)上设置有第六定位组件(8),所述第六定位组件(8)的右端位于工装本体(14)上设置有第三夹紧组件(9),所述第三夹紧组件(9)的上端位于可调式支撑块(12)上设置有第七定位组件(10)。
2.根据权利要求1所述的一种定位切换工装,其特征在于:所述第二夹紧组件(4)包括固定螺栓(41)、不锈钢板(42)、夹紧臂(43)、驱动连接座(44)、气缸(45)、进气连接孔(46)和固定底板(47),所述固定底板(47)上端设置有不锈钢板(42),所述不锈钢板(42)后端位于固定底板(47)上设置有驱动连接座(44),所述驱动连接座(44)内侧设置有气缸(45),所述气缸(45)后端设置有进气连接孔(46),所述驱动连接座(44)顶端设置有夹紧臂(43),所述固定底板(47)底端四周拐角处设置有固定螺栓(41),所述固定底板(47)通过固定螺栓(41)连接在工装本体(14)上。
3.根据权利要求1所述的一种定位切换工装,其特征在于:所述第四定位组件(6)包括金属方板(61)、固定基座(62)、定位销(63)和连接螺丝(64),所述金属方板(61)上端四周设置有固定基座(62),所述固定基座(62)上端设置有定位销(63),所述金属方板(61)和固定基座(62)的连接处设置有连接螺丝(64),所述金属方板(61)连接在可调式支撑块(12)上。
4.根据权利要求1所述的一种定位切换工装,其特征在于:所述第四定位组件(6)和可调式支撑块(12)通过焊接的方式连接安装,且所述第四定位组件(6)连接在可调式支撑块(12)的前端左侧位置上。
5.根据权利要求1所述的一种定位切换工装,其特征在于:所述第二夹紧组件(4)和工装本体(14)通过螺栓旋转的方式连接安装,且所述第二夹紧组件(4)连接在工装本体(14)的上端左侧位置上。
6.根据权利要求1所述的一种定位切换工装,其特征在于:所述导向机构(11)可将运载工装本体(14)的agv或小车导入工装需要切换的位置。
技术总结
本技术公开了一种定位切换工装,包括固定支座和工装本体,所述工装本体安装连接在固定支座的上端两侧位置上,本技术中,通过夹紧组件、定位组件和导向机构配合使用,方便对工装的切换,通过气缸后端的进气连接孔与外部进气软管连接,用于气力的输送,使用时,气缸输出杆的收缩从而拉动或放松驱动连接座,使夹紧臂夹紧或放松,而夹紧臂夹紧或放松时,从而将定位组件夹持固定在不锈钢板上,进一步的使用AGV或者小车运载着需要切换的工装本体,通过导向机构进入切换定位系统内,所需要切换的工装本体定位销通过高精度轴承导入进去,待切换工装本体完全落入定位组件后,通过夹紧臂将其夹紧,使工装本体牢牢被固定,确保工装的牢靠性。
技术研发人员:刘春柏
受保护的技术使用者:刘春柏
技术研发日:20230213
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!