一种辅料压合治具的制作方法
本技术涉及压合治具,具体涉及一种辅料压合治具。
背景技术:
1、消费电子产品在制作时需要贴合多种辅料,以手机为例,其具有如防尘网、导电布、泡棉、铜箔、天线等辅料,辅料贴合后才能进入下一个工序。当前贴合一般是通过人工按压方式将天线等辅料贴合在手机壳中。但这种方式需要人工成本较高,效率低,且品质无法保障。
2、cn206588562u公开了一种fpc天线多方位压合治具,包括用于配合支撑手机壳的内表面的底模、底板、用于配合抵压手机壳背面的两端部的顶模、用于配合抵压手机壳的一端部的侧面的第一侧模机构和用于配合抵压手机壳的另一端部的侧面的第二侧模机构。设置底模来支撑手机壳,通过顶模来抵压手机壳背面的两端部,从而可以将天线与手机壳背面对应的部分压合;通过设置第一侧模机构和第二侧模机构分别来用配合抵压手机壳的两端部的侧面,从而可以将天线与手机壳端部侧面对应的部分压合。
3、这种方式仅能将天线贴合于手机壳的外部,而面对防尘网、导电布等需要贴合于手机壳内部的辅料时,仍需要人工用镊子夹取防尘网、导电布等物料后再粘接至手机壳内部,在实际生产中仍存在效率低下的问题。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中辅料贴合于手机壳内部时仍需要完全依赖人工进行操作的缺陷,从而提供一种高效的压合辅料的辅料压合治具。
2、为解决上述技术问题,本实用新型提供的一种辅料压合治具,包括:
3、第一柔性模体,所述第一柔性模体配置为在挤压下可发生形变,所述第一柔性模体具有置放面、模体侧面以及与所述置放面相对设置的定位面,所述模体侧面位于所述置放面与所述定位面之间、并与所述置放面与所述定位面均相连,所述第一柔性模体适于置放产品、以使所述置放面与所述产品的内腔底面相对,且所述模体侧面与所述产品的内腔模体侧面相对;
4、第一定位板,位于所述定位面远离所述置放面的一侧,其中,所述第一柔性模体经由其至少部分所述定位面固定于所述第一定位板上;
5、挤压组件,位于所述第一柔性模体远离所述第一定位板的一侧,其中,所述挤压组件与所述第一定位板之间的间距可调,所述挤压组件适于挤压位于所述挤压组件与所述第一定位板之间的所述第一柔性模体。
6、可选的,所述第一柔性模体与所述产品内腔的形状、尺寸相适配。
7、可选的,当所述第一柔性模体置于所述产品的内腔中时,所述模体侧面与所述内腔侧面的间隙为a,
8、其中,a的取值范围为:0.02mm≤a≤0.12mm。
9、可选的,所述第一柔性模体的材料为硅胶;
10、可选的,所述第一柔性模体的邵氏硬度为60度至65度。
11、可选的,其特征在于,
12、所述挤压组件包括:第二仿形模体以及第二定位板,所述第二仿形模体设置于所述第二定位板朝向所述第一柔性模体的一侧,所述第二仿形模体位于所述第一柔性模体与所述第二定位板之间,所述第二仿形模体与所述产品的内腔底面相对的外表面的形状、尺寸相适配。
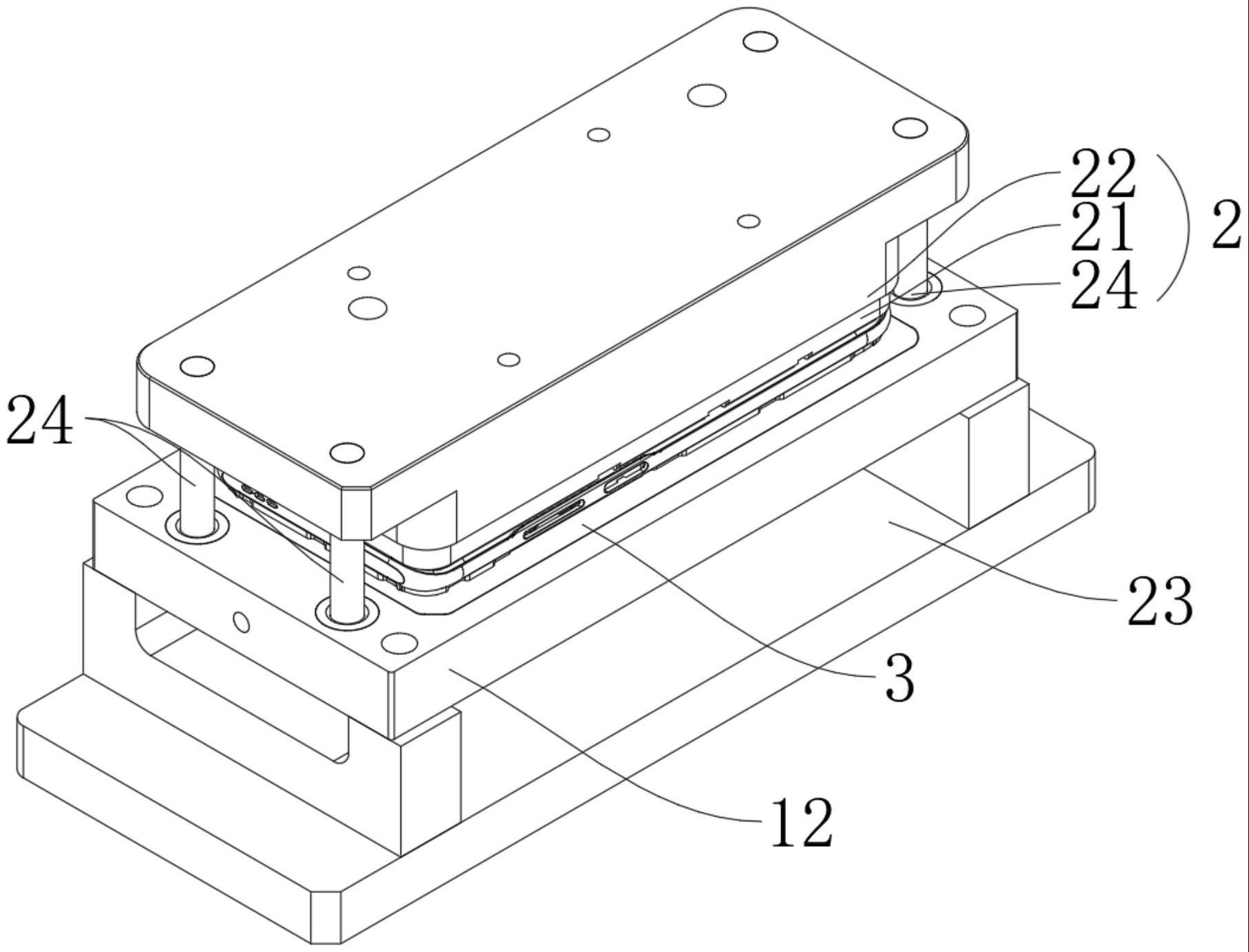
13、可选的,还包括底座,所述第一定位板置于所述底座上,所述第二定位板、所述第二仿形模体、所述第一柔性模体、所述第一定位板和所述底座沿重力方向依次设置;
14、所述挤压组件还包括:压合驱动件,所述压合驱动件与所述第一定位板与所述第二定位板中的一者连接,用于驱动所述第一定位板与所述第二定位板中的一者靠近或远离另一者。
15、可选的,所述第一定位板与所述第二定位板中的一者设有导向孔。
16、所述辅料压合治具还包括:导向柱,所述导向柱设置于所述第一定位板与所述第二定位板中的另一者上,所述导向柱适于滑动连接于所述导向孔中;
17、所述导向柱的滑动方向与所述压合驱动件的驱动方向相同。
18、可选的,还包括:
19、移动驱动件,所述移动驱动件适于驱动所述底座进行移动,且所述移动驱动件的驱动方向垂直于所述压合驱动件的驱动方向。
20、可选的,所述置放面与所述定位面之间的间距为b,所述第一柔性模体适于置放内腔深度小于b产品。
21、本实用新型技术方案,具有如下优点:
22、本实用新型提供的辅料压合治具,包括第一柔性模体、第一定位板和挤压组件。第一柔性模体可在挤压下发生形变,第一柔性模体具有置放面、模体侧面以及与置放面相对设置的定位面;第一定位板位于定位面远离置放面的一侧,第一柔性模体经由其至少部分定位面固定于第一定位板上。
23、当第一柔性模体的置放面与产品的内腔底面相对、第一柔性模体的模体侧面与产品的内腔侧面相对时,通过调节挤压组件与第一定位板之间的间距,促使位于产品和第一定位板之间的第一柔性模体产生置放面与定位面的距离减少的形变,从而使第一柔性模体的模体侧面靠近并挤压产品的内腔侧面,进而使位于产品内腔中辅料贴合于产品上。与传统的人工贴合方式相比,无需人工使用镊子夹取辅料再进行粘接,降低了操作复杂性,提高了贴合效率,降低了贴合效果与人工经验的依赖性。本辅料压合治具降低了操作的复杂性,提升了贴合效率,具有操作简单,方便的优点,且与人工贴合的辅料的方式相比,通过挤压的方式可提升辅料与产品的贴合度,减少后期辅料脱落产品的情况发生。
技术特征:
1.一种辅料压合治具,其特征在于,包括:
2.根据权利要求1所述的辅料压合治具,其特征在于,所述第一柔性模体(11)与所述产品(3)内腔的形状、尺寸相适配。
3.根据权利要求2所述的辅料压合治具,其特征在于,当所述第一柔性模体(11)置于所述产品(3)的内腔中时,所述模体侧面(112)与所述内腔侧面(32)的间隙为a,
4.根据权利要求1所述的辅料压合治具,其特征在于,所述第一柔性模体(11)的材料为硅胶。
5.根据权利要求4所述的辅料压合治具,其特征在于,所述第一柔性模体(11)的邵氏硬度为60度至65度。
6.根据权利要求1所述的辅料压合治具,其特征在于,
7.根据权利要求6所述的辅料压合治具,其特征在于,还包括底座(23),所述第一定位板(12)置于所述底座(23)上,所述第二定位板(22)、所述第二仿形模体(21)、所述第一柔性模体(11)、所述第一定位板(12)和所述底座(23)沿重力方向依次设置;
8.根据权利要求7所述的辅料压合治具,其特征在于,所述第一定位板(12)与所述第二定位板(22)中的一者设有导向孔;
9.根据权利要求8所述的辅料压合治具,其特征在于,还包括:
10.根据权利要求1所述的辅料压合治具,其特征在于,所述置放面(111)与所述定位面(113)之间的间距为b,所述第一柔性模体(11)适于置放内腔深度小于b的产品(3)。
技术总结
本技术涉及压合治具技术领域,具体涉及一种辅料压合治具。辅料压合治具包括:第一柔性模体,第一柔性模体配置为在挤压下可发生形变;第一定位板;挤压组件,位于第一柔性模体远离第一定位板的一侧。本技术提供的辅料压合治具,通过挤压产品和第一定位板之间的第一柔性模体使其产生置放面与定位面的距离减少的形变,从而使第一柔性模体的模体侧面靠近并挤压产品的内腔侧面,进而使位于产品内腔中辅料贴合于产品上。与传统的人工贴合方式相比,本辅料压合治具降低了操作的复杂性,提升了贴合效率,具有操作简单,方便的优点。且与人工贴合的辅料的方式相比,通过挤压的方式可提升辅料与产品的贴合度,减少后期辅料与产品分离的情况发生。
技术研发人员:刘先俊
受保护的技术使用者:惠州市盈旺精密技术股份有限公司
技术研发日:20230227
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!