曲轴入缸的导向工装的制作方法
本技术涉及发动机,尤其是涉及一种曲轴入缸的导向工装。
背景技术:
1、发动机在生产线装配时,一般采用先装活塞连杆组件,再装曲轴的方式。随着人力成本的上升,目前行业逐步采用设备自动装配曲轴的方式进行生产。这就要求装配时活塞连杆组件必须处于固定位置,否则存在曲轴在安装时与连杆大头发生撞击的风险。
2、同时,在实际工况中,发动机在产线上运转、定位的过程中有抖动产生,可能会造成连杆大头移位,继而存在连杆大头与曲轴撞击的风险,因此,存在改进空间。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出一种曲轴入缸的导向工装,可固定连杆大头,避免曲轴安装时与连杆大头发生碰撞,提高安全性与产线质量。
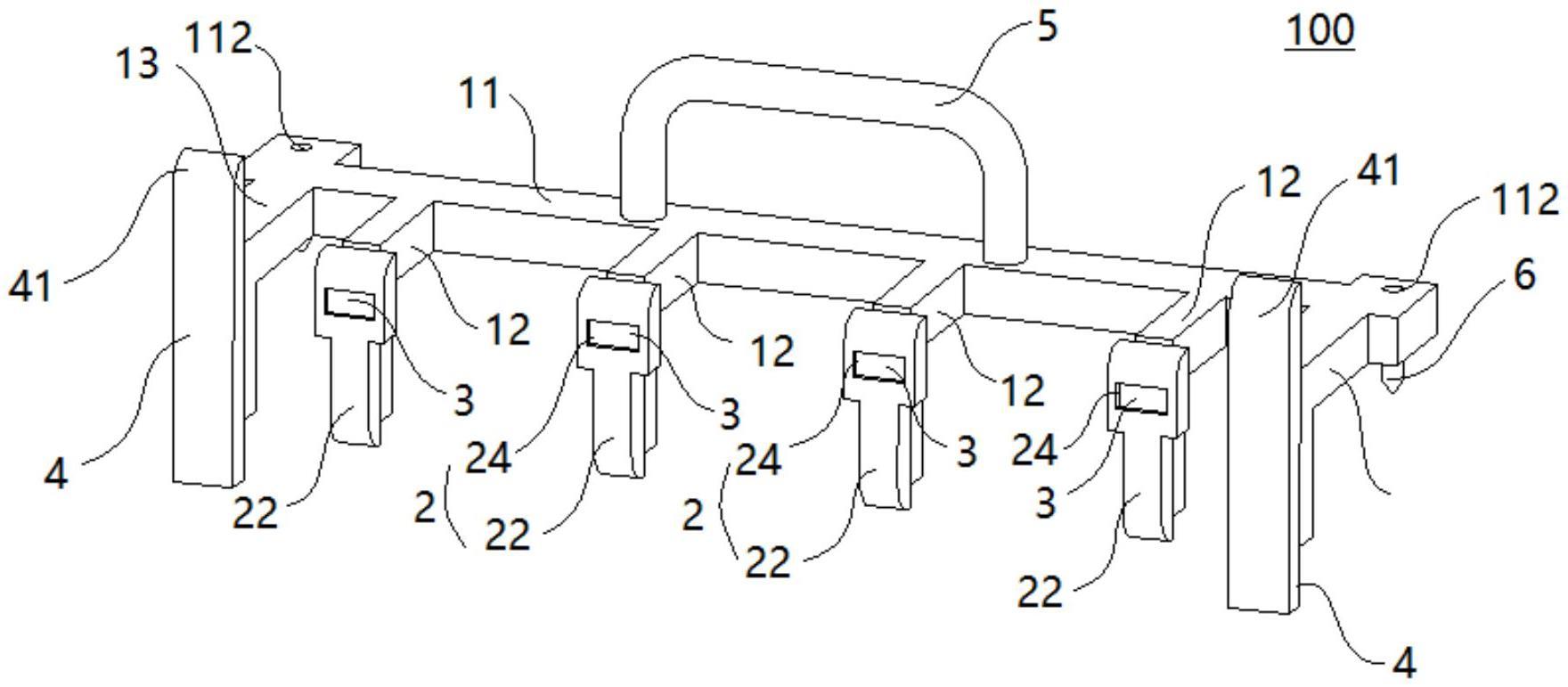
2、根据本实用新型实施例的曲轴入缸的导向工装,包括:安装板,所述安装板包括主体板部和第一板部,所述主体板部用于与缸体相连;第一导向条,所述第一导向条安装于所述第一板部朝向曲轴连杆的一侧,所述第一导向条设有磁性件,所述磁性件用于吸附所述曲轴连杆的大头。
3、根据本实用新型实施例的曲轴入缸的导向工装,通过设计贴合缸体以及曲轴结构的安装板,将安装板固定于缸体后,可保证固定在第一板部的第一导向条能够近距离的与安装在缸体上的连杆大头相抵。同时,在第一导向条上设置磁性件,利用磁性件吸附连杆大头,使得连杆大头相对于缸体保持固定,从而避免了缸体安装曲轴时与连杆大头发生碰撞的问题,且便于曲轴的顺利安装,可提高产线质量保证能力。
4、根据本实用新型实施例的曲轴入缸的导向工装,所述第一板部为多个,且多个所述第一板部分别连接于所述主体板部,每个所述第一板部均安装有所述第一导向条。
5、根据本实用新型实施例的曲轴入缸的导向工装,多个所述第一板部平行间隔开分布。
6、根据本实用新型实施例的曲轴入缸的导向工装,所述第一导向条与所述第一板部可拆卸地相连。
7、根据本实用新型实施例的曲轴入缸的导向工装,所述第一导向条背离所述第一板部的侧面设有第一导向面,所述第一导向面位于所述第一导向条靠近所述主体板部的一端。
8、根据本实用新型实施例的曲轴入缸的导向工装,所述第一导向条在朝向所述第一板部的一侧形成有嵌入空间,所述磁性件安装至所述嵌入空间内。
9、根据本实用新型实施例的曲轴入缸的导向工装,所述第一导向条在背离所述第一板体的一侧形成有敞开的裸露窗口,所述裸露窗口与所述嵌入空间连通,所述磁性件的部分在所述裸露窗口处朝向所述曲轴连杆的大头裸露。
10、根据本实用新型实施例的曲轴入缸的导向工装,所述安装板还包括第二板部,所述第二板部与所述第一板部间隔开,所述第二板部安装有第二导向条,所述第二导向条背离所述第二板部的侧面设有第二导向面。
11、根据本实用新型实施例的曲轴入缸的导向工装,还包括握持把手,所述握持把手安装于所述主体板部。
12、根据本实用新型实施例的曲轴入缸的导向工装,所述主体板部设有定位孔,所述定位孔穿设有与所述缸体定位配合的定位销。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种曲轴入缸的导向工装,其特征在于,包括:
2.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,所述第一板部为多个,且多个所述第一板部分别连接于所述主体板部,每个所述第一板部均安装有所述第一导向条。
3.根据权利要求2所述的曲轴入缸的导向工装,其特征在于,多个所述第一板部平行间隔开分布。
4.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,所述第一导向条与所述第一板部可拆卸地相连。
5.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,所述第一导向条背离所述第一板部的侧面设有第一导向面,所述第一导向面位于所述第一导向条靠近所述主体板部的一端。
6.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,所述第一导向条在朝向所述第一板部的一侧形成有嵌入空间,所述磁性件安装至所述嵌入空间内。
7.根据权利要求6所述的曲轴入缸的导向工装,其特征在于,所述第一导向条在背离所述第一板部的一侧形成有敞开的裸露窗口,所述裸露窗口与所述嵌入空间连通,所述磁性件的部分在所述裸露窗口处朝向所述曲轴连杆的大头裸露。
8.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,所述安装板还包括第二板部,所述第二板部与所述第一板部间隔开,所述第二板部安装有第二导向条,所述第二导向条背离所述第二板部的侧面设有第二导向面。
9.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,还包括握持把手,所述握持把手安装于所述主体板部。
10.根据权利要求1所述的曲轴入缸的导向工装,其特征在于,所述主体板部设有定位孔,所述定位孔穿设有与所述缸体定位配合的定位销。
技术总结
本技术公开了一种曲轴入缸的导向工装,包括:安装板,所述安装板包括主体板部和第一板部,所述主体板部用于与缸体相连;第一导向条,所述第一导向条安装于所述第一板部朝向曲轴连杆的一侧,所述第一导向条设有磁性件,所述磁性件用于吸附所述曲轴连杆的大头。根据本技术实施例的曲轴入缸的导向工装,设计贴合缸体以及曲轴结构的安装板,将安装板固定于缸体后,可保证固定在第一板部的第一导向条能够近距离的与安装在缸体上的连杆大头相抵。同时,在第一导向条上设置磁性件,利用磁性件吸附连杆大头,使得连杆大头相对于缸体保持固定,从而避免了缸体安装曲轴时与连杆大头发生碰撞的问题,且便于曲轴的顺利安装,可提高产线质量保证能力。
技术研发人员:朱洪磊,赵文豪
受保护的技术使用者:深蓝汽车科技有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!