一种装夹装置的制作方法
本技术涉及铸件加工固定,具体涉及一种装夹装置。
背景技术:
1、近年来飞机发动机行业发展快速,发动机重量需大幅度减轻,并且锻件与铸件相比较而言,铸件具有成本低、重量轻、结构复杂等优点,现目前铸件制造替代锻件制造应用越来越广泛。铸件机加工中铸件表面受工艺过程影响尺寸,无法达到冷加工的尺寸精度。
2、铸件表面凹凸不平,位置尺寸精度偏差较大,这给铸件机加工铸件装夹固定带来极大困难。另外,使用固定式装夹方式进行铸件加工后会导致加工质量不稳定。
3、现有技术中,通常使用固定式螺杆装夹顶压铸件表面来固定加工铸件,固定式螺杆装夹端面在垂直方向上不能随铸件表面相接触,导致固定式螺杆装夹端面无法满足与铸件表面法向接触,从而无法精确掌控在接触面上的压紧力,造成铸件加工后尺寸变差,质量良莠不齐。
技术实现思路
1、有鉴于此,本申请的主要目的是提供一种装夹装置,有利于解决现有技术中装夹端面无法满足与铸件表面法向接触的问题。
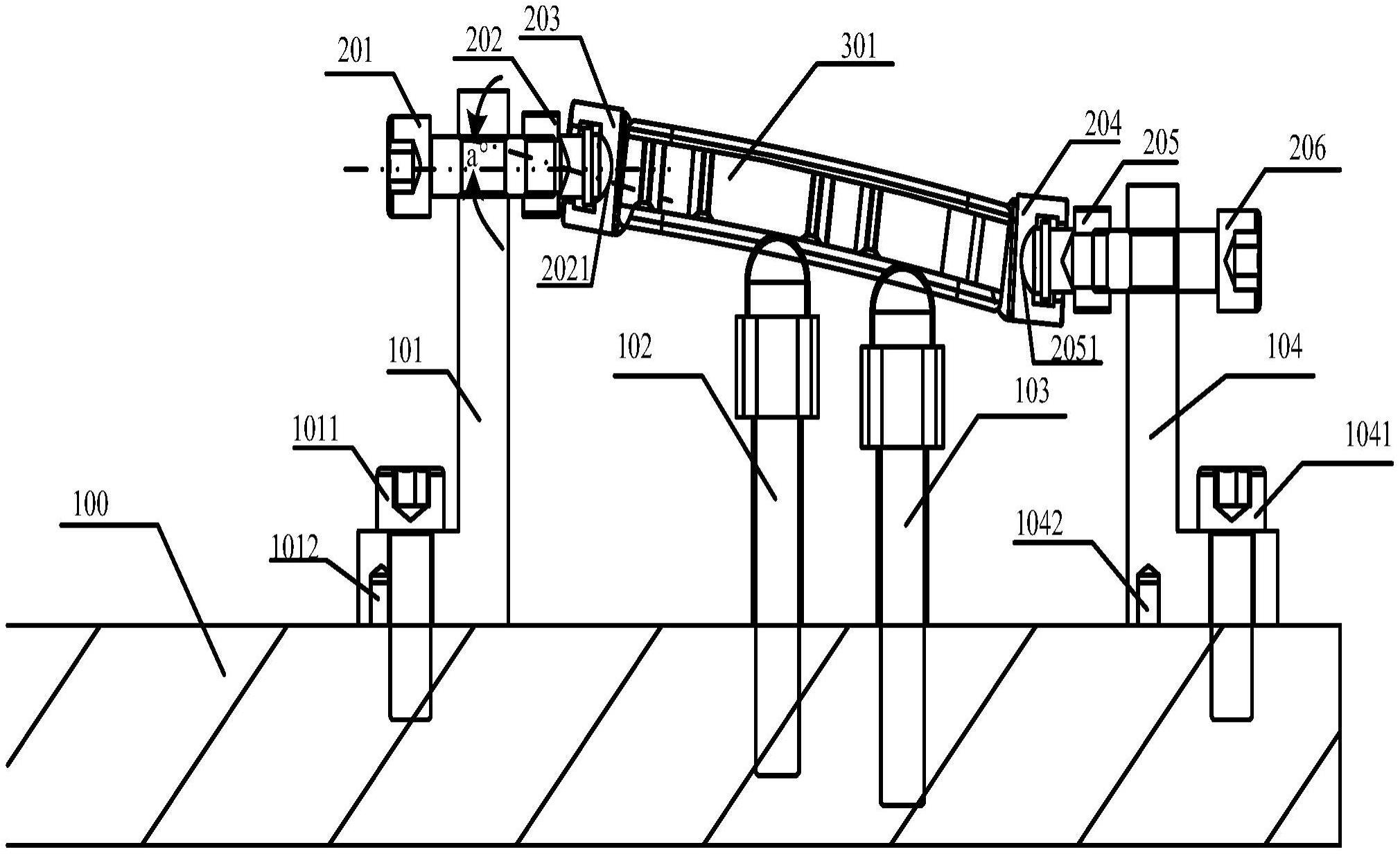
2、本申请提供一种装夹装置,其包括:
3、工装底板,工装底板上间隔设置有朝上的第一支架和第二支架;
4、通过第一支架的第一螺纹孔装配一水平的第一螺栓,第一螺栓的螺帽背向第二支架、第一螺栓的螺杆朝向第二支架设置;
5、第一螺栓的螺杆上螺纹连接第一关节支撑,第一关节支撑万向连接第一活动头,第一活动头背向第一关节支撑的一面具有第一v型槽;
6、通过第二支架的第二螺纹孔装配一水平的第二螺栓,第二螺栓的螺帽背向第一支架、第二螺栓的螺杆朝向第一支架设置;
7、第二螺栓的螺杆上螺纹连接第二关节支撑,第二关节支撑万向连接第二活动头,第二活动头背向第二关节支撑的一面具有第二v型槽;
8、第一v型槽与第二v型槽形成一夹持部。
9、由上,本申请根据万向活动头的原理,通过关节支撑和活动头来增加装夹的空间转动自由度,并在活动头上设置有v型槽,由原来的固定式螺杆的点接触改变为v型槽中的v型接触面的线接触,满足了v型接触面与铸件表面的法向接触,使得铸件装夹固定更加便捷;同样对与铸件表面的接触面上的压紧力更容易把控,稳定铸件质量。
10、可选地,第一关节支撑和第二关节支撑的结构包括:第一关节支撑包括第一螺帽,第一螺帽内设带螺纹的第一中心孔,与第一螺栓的螺杆螺纹连接;第二关节支撑包括第二螺帽,第二螺帽内设带螺纹的第二中心孔,与第二螺栓的螺杆螺纹连接。
11、由上,螺栓的螺杆通过支架的螺纹孔顶紧螺帽带螺纹的中心孔,使得关节支撑在支架上水平固定。
12、可选地,第一关节支撑万向连接第一活动头的结构包括:
13、第一活动头面向第一关节支撑的一面内设第一活动头承接部;
14、第一关节支撑包括与第一螺帽固定连接的第一支撑部,第一支撑部上设置有第一止挡部;
15、第一支撑部与第一活动头承接部万向连接。
16、可选地,第二关节支撑万向连接第二活动头的结构包括:
17、第二活动头面向第二关节支撑的一面内设第二活动头承接部;
18、第二关节支撑包括与第二螺帽固定连接的第二支撑部,第二支撑部上设置有第二止挡部;
19、第二支撑部与第二活动头承接部万向连接。
20、由上,活动头面向关节支撑的一面内设凹陷的承接部,用来承接关节的支撑部,并且在支撑部上设置有止挡部,止挡部在承接部里面防止活动头脱落;支撑部与承接部万向连接保证了活动头的空间转动范围。
21、可选地,工装底板上装配有朝上的第一支撑杆和第二支撑杆,第一支撑杆和第二支撑杆位于第一支架和第二支架之间。
22、由上,支撑杆设置有两根能够增加铸件支撑点,防止铸件在使用该装夹装置夹紧的过程中倾斜移动。
23、可选地,第一支撑杆和第二支撑杆上分别设置有与其固定焊接的螺母,第一支撑杆的高度和第二支撑杆的高度根据铸件的形状调整。
24、由上,支撑杆与螺母是一体固定的,通过拧动螺母能够调整支撑杆在垂直面上的高度,与铸件的下端面更加贴合,使得铸件的固定更加稳固。
25、可选地,第一支架的底端设置有第一定位销,第二支架的底端设置有第二定位销,通过第一定位销和第二定位销分别确定第一支架和第二支架在工装底板的位置。
26、由上,使用定位销来确定支架在工装底板上二维空间的位置,使得定位更加精确。
27、可选地,位于同一竖直平面内的第一支架的第一螺纹孔的高度与第二支架的第二螺纹孔的高度根据铸件的形状设置。
28、由上,当铸件表面是一个空间角度弧形面时,铸件的形状会导致一端的支架的高度与另一端的高度不一致。通过根据铸件的表面形状来设置支架的高度,进而设置好支架的螺纹孔的高度,使得本申请的装夹装置对铸件的适配性更加良好。
29、可选地,第一活动头和第二活动头分别设置有两个自由度,第一活动头和第二活动头的自由度分别在水平方向和垂直方向上的调整角度均为±8°。
30、由上,本申请通过活动头上的v型面贴紧铸件,在水平方向和垂直方向上能够左右、上下移动夹紧铸件。通过关节支撑万向连接的活动头的可调整角度的范围为±8°,这是由于铸件表面是不规则的,铸件表面受铸造变形的影响,空间角度大小在铸件公差范围内会产生一些波动。可调整角度设置过小,活动头转动空间范围小,顶压铸件表面容易卡死;可调整角度设置过大,活动头刚性差。通过将原来的固定式螺杆改变为带v型槽的活动头,由原来的一个自由度改变成现在的两个自由度,增加了空间转动自由度,满足了v型接触面与铸件表面的法向接触。同时,在水平方向上的自由度可以实现铸件左右移动夹紧工作,防止铸件左右窜动;在垂直方向上的自由度可以实现铸件上下移动夹紧工作,防止铸件上下窜动。
31、可选地,工装底板上间隔设置有朝上的第一支架和第二支架,还包括:通过第一支架的第一固定螺纹孔装配一垂直的第一固定螺栓,第一固定螺栓将第一支架固定在工装底板上;
32、通过第二支架的第二固定螺纹孔装配一垂直的第二固定螺栓,第二固定螺栓将第二支架固定在工装底板上。
33、由上,通过固定螺栓将支架固定在工装底板上,使得支架更加稳固。
34、综上所述,本申请提供的装夹装置,根据万向活动头的原理,通过关节支撑和活动头来增加装夹的空间转动自由度,并在活动头上设置有v型槽,由原来的点接触改变为线接触,满足了v型接触面与铸件表面的法向接触,使得铸件装夹固定更加便捷,压紧力更容易把控,铸件质量更加稳定;关节支撑和支架起到更好的支撑作用;使用两根支撑杆可以增加铸件的支撑点,防止铸件在夹紧过程中倾斜移动。
技术特征:
1.一种装夹装置,其特征在于,包括:
2.如权利要求1所述的装夹装置,其特征在于,所述第一关节支撑和所述第二关节支撑的结构包括:
3.如权利要求2所述的装夹装置,其特征在于,所述第一关节支撑万向连接所述第一活动头的结构包括:
4.如权利要求2所述的装夹装置,其特征在于,所述第二关节支撑万向连接所述第二活动头的结构包括:
5.如权利要求1所述的装夹装置,其特征在于,还包括:
6.如权利要求5所述的装夹装置,其特征在于,所述第一支撑杆和所述第二支撑杆上分别设置有与其固定焊接的螺母,所述第一支撑杆的高度和所述第二支撑杆的高度根据铸件的形状调整。
7.如权利要求1所述的装夹装置,其特征在于,所述第一支架的底端设置有第一定位销,所述第二支架的底端设置有第二定位销,通过所述第一定位销和所述第二定位销分别确定所述第一支架和所述第二支架在所述工装底板的位置。
8.如权利要求1所述的装夹装置,其特征在于,位于同一竖直平面内的所述第一支架的第一螺纹孔的高度与所述第二支架的第二螺纹孔的高度根据铸件的形状设置。
9.如权利要求1所述的装夹装置,其特征在于,所述第一活动头和所述第二活动头分别设置有两个自由度,所述第一活动头和所述第二活动头的自由度分别在水平方向和垂直方向上的调整角度均为±8°。
10.如权利要求1所述的装夹装置,其特征在于,所述工装底板上间隔设置有朝上的第一支架和第二支架,还包括:
技术总结
本申请公开了一种装夹装置。该装置包括工装底板上间隔设置有朝上的第一支架和第二支架;通过第一支架的第一螺纹孔装配一水平的第一螺栓;第一螺栓的螺杆上螺纹连接第一关节支撑,第一关节支撑万向连接第一活动头,第一活动头背向第一关节支撑的一面具有第一V型槽;通过第二支架的第二螺纹孔装配一水平的第二螺栓;第二螺栓的螺杆上螺纹连接第二关节支撑,第二关节支撑万向连接第二活动头,第二活动头背向第二关节支撑的一面具有第二V型槽;第一V型槽与第二V型槽形成一夹持部。本申请利用万向活动头原理增加空间转动自由度,满足了铸件表面与固定接触面的法向接触,使得压紧力在合适范围内,解决了铸件加工后铸件尺寸差、质量不稳定的问题。
技术研发人员:樊元智,黄世辉,张启山,王琦,宗召
受保护的技术使用者:北京力威尔航空精密机械有限公司
技术研发日:20230426
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!