一种恒力矩弹簧打标定位工装的制作方法
本技术属于恒力矩弹簧加工,尤其是涉及一种恒力矩弹簧打标定位工装。
背景技术:
1、恒力矩弹簧安装于星网极轨铰链上,作用与平面涡卷弹簧相似,主要用来控制铰链的摩擦阻矩和驱动力矩来达到设计要求,恒力矩弹簧是一种开口类工件,在给定的运动范围内施加恒定驱动力矩。
2、恒力矩弹簧成形后,存在一定的形状误差,同时因其结构中空,没有可靠有效的定位基准,电切削工序要求在工件圆角末端标刻零件序号标号,现有的作业打标工序中缺少定位工装,导致打标位置不能统一,影响恒力矩弹簧的产品质量。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种恒力矩弹簧打标定位工装,以期解决上述部分技术问题中的至少之一。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
3、一种恒力矩弹簧打标定位工装,包括:
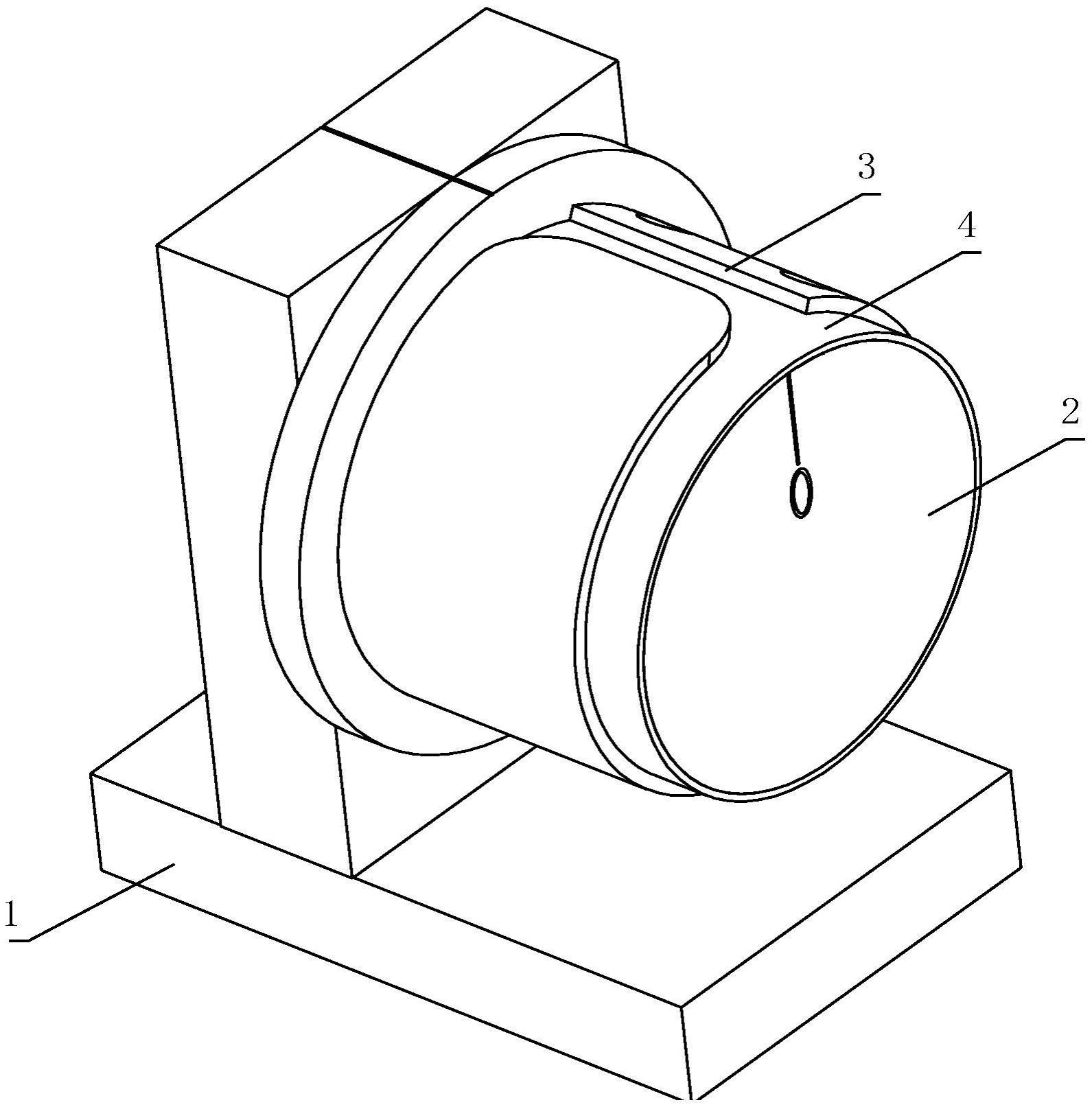
4、定位柱,所述定位柱的直径大于待加工恒力矩弹簧的内径,所述定位柱的侧壁上设有定位标识一,所述定位标识一的数量为多个,多个所述定位标识一沿定位柱的轴线呈周向均匀设置;
5、底座;所述定位柱与底座配合安装,所述底座的上端面设有定位标识二,所述定位标识二的投影与定位柱的轴线重合,所述定位标识二的投影与其中一个定位标识一重合。
6、进一步的,所定位柱临近底座的一端固设有限位板,所述限位板的直径大于待加工恒力矩弹簧的直径。
7、进一步的,所定位柱临近底座的端面上开有螺纹孔,所述底座包括底板、与底板固定连接的竖板,所述竖板与底板固定连接,所述竖板上开有与螺纹孔相对应的通孔,所述通孔内设有安装螺栓,所述安装螺栓贯穿通孔与定位柱螺纹连接。
8、进一步的,所定位柱临近竖板的一端固设有多棱柱,所述竖板上开有与多棱柱相匹配的多边形定位槽,所述多棱柱安装于多边形定位槽的内侧。
9、进一步的,所多棱柱为四方柱,所述多边形通孔为方形的定位槽。
10、进一步的,所定位柱的外侧固设有护套,所述护套为透明材质的结构件。
11、进一步的,所护套为亚克力材质的结构件。
12、相对于现有技术,本实用新型所述的一种恒力矩弹簧打标定位工装具有以下有益效果:
13、(1)本实用新型所述的一种恒力矩弹簧打标定位工装,首先将定位柱上最左侧的定位标识一对齐底座上的刻度标识二,标记有“0”的刻度标识一就是定位柱的最高点,记录此时待加工恒力矩弹簧尾端对齐的定位标识一,此后的待加工恒力矩弹簧的尾端对齐该定位标识一,每个待加工恒力矩弹簧的打标位置均为标记有“0”的刻度标识一的位置,提高了产品的一致性,进而保证产品质量。
14、(2)本实用新型所述的一种恒力矩弹簧打标定位工装,定位柱的外侧固设有护套,护套为透明材质的结构件,护套为亚克力材质的结构件,亚克力材质的护套,质地较软可以防止磕伤恒力矩弹簧的内侧壁,且透明的材质便于观察待加工恒力矩弹簧的尾端与指定的定位标识一对齐
技术特征:
1.一种恒力矩弹簧打标定位工装,其特征在于,包括:
2.根据权利要求1所述的一种恒力矩弹簧打标定位工装,其特征在于:所述定位柱(2)临近底座(1)的一端固设有限位板(201),所述限位板(201)的直径大于待加工恒力矩弹簧(3)的直径。
3.根据权利要求1所述的一种恒力矩弹簧打标定位工装,其特征在于:所述定位柱(2)临近底座(1)的端面上开有螺纹孔(204),所述底座(1)包括底板(101)、与底板(101)固定连接的竖板(102),所述竖板(102)与底板(101)固定连接,所述竖板(102)上开有与螺纹孔(204)相对应的通孔(105),所述通孔(105)内设有安装螺栓(5),所述安装螺栓(5)贯穿通孔(105)与定位柱(2)螺纹连接。
4.根据权利要求3所述的一种恒力矩弹簧打标定位工装,其特征在于:所述定位柱(2)临近竖板(102)的一端固设有多棱柱,所述竖板(102)上开有与多棱柱相匹配的多边形定位槽(103),所述多棱柱安装于多边形定位槽(103)的内侧。
5.根据权利要求4所述的一种恒力矩弹簧打标定位工装,其特征在于:所述多棱柱为四方柱(203),所述通孔(105)为方形的定位槽(103)。
6.根据权利要求1所述的一种恒力矩弹簧打标定位工装,其特征在于:所述定位柱(2)的外侧固设有护套(4),所述护套(4)为透明材质的结构件。
7.根据权利要求6所述的一种恒力矩弹簧打标定位工装,其特征在于:所述护套(4)为亚克力材质的结构件。
技术总结
本技术提供了一种恒力矩弹簧打标定位工装,包括:定位柱,定位柱的直径大于待加工恒力矩弹簧的内径,定位柱的侧壁上设有定位标识一,定位标识一的数量为多个,多个定位标识一沿定位柱的轴线呈周向均匀设置;底座;定位柱与底座配合安装,底座的上端面设有定位标识二,定位标识二的投影与定位柱的轴线重合,定位标识二的投影与其中一个定位标识一重合。本技术有益效果:首先将定位柱上最左侧的定位标识一对齐底座上的刻度标识二,记录此时待加工恒力矩弹簧尾端对齐的定位标识一,此后的待加工恒力矩弹簧的尾端对齐该定位标识一,每个待加工恒力矩弹簧的打标位置均为同一位置,提高了产品的一致性,进而保证产品质量。
技术研发人员:成建霞,刘通,孙广宇
受保护的技术使用者:天津航天机电设备研究所
技术研发日:20230508
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!