联动打孔装置的制作方法
本技术涉及包装袋生产,尤其是涉及联动打孔装置。
背景技术:
1、食品通过挂网成列以在货架上陈列,因此,需要对食品的包装袋进行打孔。相关技术中,现有的打孔设备通常通过圆周布置的多个针辊旋转以实现间隔打孔,需要保证针辊的旋转速度与包装袋的输送速度匹配才能准确打孔,但实际两个速度难以匹配,会造成打孔位置出现偏差,影响包装袋的使用。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一。为此,本实用新型提供联动打孔装置,能够根据铝塑机的成型凸轮的转动信号同步进行打孔,也就是在对一个包装袋成型时,对另一个包装袋在静止状态下打孔,无需严格匹配速度,便于控制,打孔位置精准。
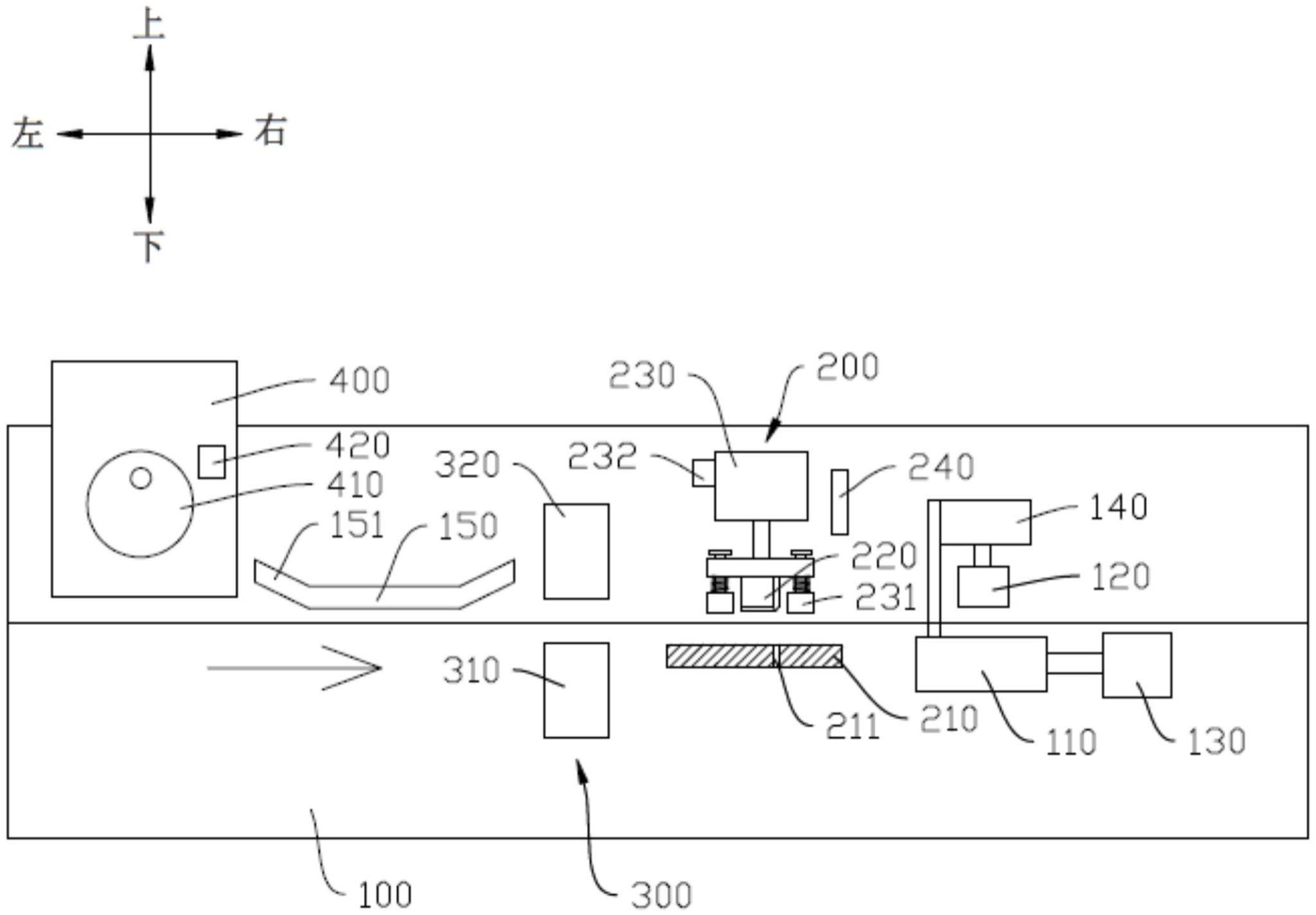
2、根据本实用新型实施例的联动打孔装置,包括:输送平台,设有滑座、压块、第一驱动件和第二驱动件,所述滑座沿输送方向滑动安装于所述输送平台,所述压块设有所述滑座的上方,所述第一驱动件与所述滑座连接以驱动所述滑座沿输送方向来回移动,所述第二驱动件与所述压块连接以驱动所述压块上下移动以夹持包装袋;打孔机构,包括基座、冲头和第三驱动件,所述基座设于所述输送平台并位于包装袋的下侧,所述冲头设于所述基座的上侧并与所述第三驱动件连接,所述第三驱动件用于驱动所述冲头上下移动,所述第三驱动件根据铝塑机的成型凸轮的转动信号动作。
3、上述技术方案至少具有如下有益效果:第二驱动件驱动压块将包装袋夹持于滑座,第一驱动件驱动滑座移动以带动包装袋移动,随后松开并复位,实现间断式输送包装袋,由于第三驱动件与铝塑机的成型凸轮的转动信号配合,铝塑机的成型凸轮进行成型包装袋时,第三驱动件驱动冲头向下移动,实现对另一个已成型的包装袋进行同步打孔,打孔时包装袋为静止状态,打孔速度无需严格匹配包装袋的输送速度,便于控制,且有利于提高打孔精准度。
4、根据本实用新型的一些实施例,所述第三驱动件的驱动端还连接有保持块,所述保持块沿上下方向浮动设置,且所述保持块的下端低于所述冲头的下端,所述保持块适于与所述基座夹持包装袋。
5、根据本实用新型的一些实施例,所述第三驱动件设置为气缸,所述气缸设有电磁阀,所述电磁阀与设于所述成型凸轮的感应器信号连接,所述电磁阀根据所述感应器的信号控制所述气缸工作。
6、根据本实用新型的一些实施例,所述输送平台设有导板,所述导板抵接于包装袋的上侧。
7、根据本实用新型的一些实施例,沿输送方向,所述导板的两端分别设有导向部,所述导向部向上折弯设置。
8、根据本实用新型的一些实施例,还包括保持机构,所述保持机构设于所述打孔机构背离所述滑座的一侧,所述保持机构包括下夹块和上夹块,所述下夹块和所述上夹块配合以夹持包装袋。
9、根据本实用新型的一些实施例,所述基座设有弧形槽,所述冲头与所述弧形槽匹配并能够穿过所述弧形槽。
10、根据本实用新型的一些实施例,所述打孔机构还包括光电检测器,所述光电检测器的检测端朝下,所述光电检测器适于检测包装袋。
11、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.联动打孔装置,其特征在于,包括:
2.根据权利要求1所述的联动打孔装置,其特征在于:所述第三驱动件的驱动端还连接有保持块,所述保持块沿上下方向浮动设置,且所述保持块的下端低于所述冲头的下端,所述保持块适于与所述基座夹持包装袋。
3.根据权利要求1所述的联动打孔装置,其特征在于:所述第三驱动件设置为气缸,所述气缸设有电磁阀,所述电磁阀与设于所述成型凸轮的感应器信号连接,所述电磁阀根据所述感应器的信号控制所述气缸工作。
4.根据权利要求1所述的联动打孔装置,其特征在于:所述输送平台设有导板,所述导板抵接于包装袋的上侧。
5.根据权利要求4所述的联动打孔装置,其特征在于:沿输送方向,所述导板的两端分别设有导向部,所述导向部向上折弯设置。
6.根据权利要求1所述的联动打孔装置,其特征在于:还包括保持机构,所述保持机构设于所述打孔机构背离所述滑座的一侧,所述保持机构包括下夹块和上夹块,所述下夹块和所述上夹块配合以夹持包装袋。
7.根据权利要求1所述的联动打孔装置,其特征在于:所述基座设有弧形槽,所述冲头与所述弧形槽匹配并能够穿过所述弧形槽。
8.根据权利要求1所述的联动打孔装置,其特征在于:所述打孔机构还包括光电检测器,所述光电检测器的检测端朝下,所述光电检测器适于检测包装袋。
技术总结
本技术公开了联动打孔装置,包括输送平台和打孔机构,输送平台设有滑座、压块、第一驱动件和第二驱动件,滑座沿输送方向滑动安装于输送平台,压块设有滑座的上方,第一驱动件与滑座连接以驱动滑座沿输送方向来回移动,第二驱动件与压块连接以驱动压块上下移动以夹持包装袋;打孔机构包括基座、冲头和第三驱动件,基座设于输送平台并位于包装袋的下侧,冲头设于基座的上侧,第三驱动件用于驱动冲头上下移动,第三驱动件根据铝塑机的成型凸轮的转动信号动作。本技术的联动打孔装置能够根据铝塑机的成型凸轮的转动信号同步进行打孔,在对一个包装袋成型时,对另一个包装袋在静止状态下打孔,无需严格匹配速度,便于控制,打孔位置精准。
技术研发人员:徐朋,陈成波,卢展鹏,刘嘉欣,黄肖琼
受保护的技术使用者:广东滨崎食品有限公司
技术研发日:20230524
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!