一种扎带自动检测、冲切、收集自动化设备的制作方法
本技术涉及扎带加工设备领域,尤其是涉及一种扎带自动检测、冲切、收集自动化设备。
背景技术:
1、扎带在生产的过程中,会涉及到扎带原料位置检测、扎带料头的冲切以及扎带、料头的分开收集,目前的扎带加工设备在对扎带原料进行加工时,存在扎带原料位置定位不够精准,扎带料头冲切不到位的问题,而且,传统的扎带加工设备上安装有检测机构,检测机构是随拖链移动的,拖链移动过程中会造成相机抖动,传输画面不稳定;传统的扎带加工设备对扎带原料冲切后,产生的料头需要料头片进行疏导,工作量较大。
技术实现思路
1、本实用新型的目的是为了解决现有技术存在的缺陷,提供一种扎带自动检测、冲切、收集自动化设备。
2、为了实现上述目的,本实用新型采用的技术方案如下:
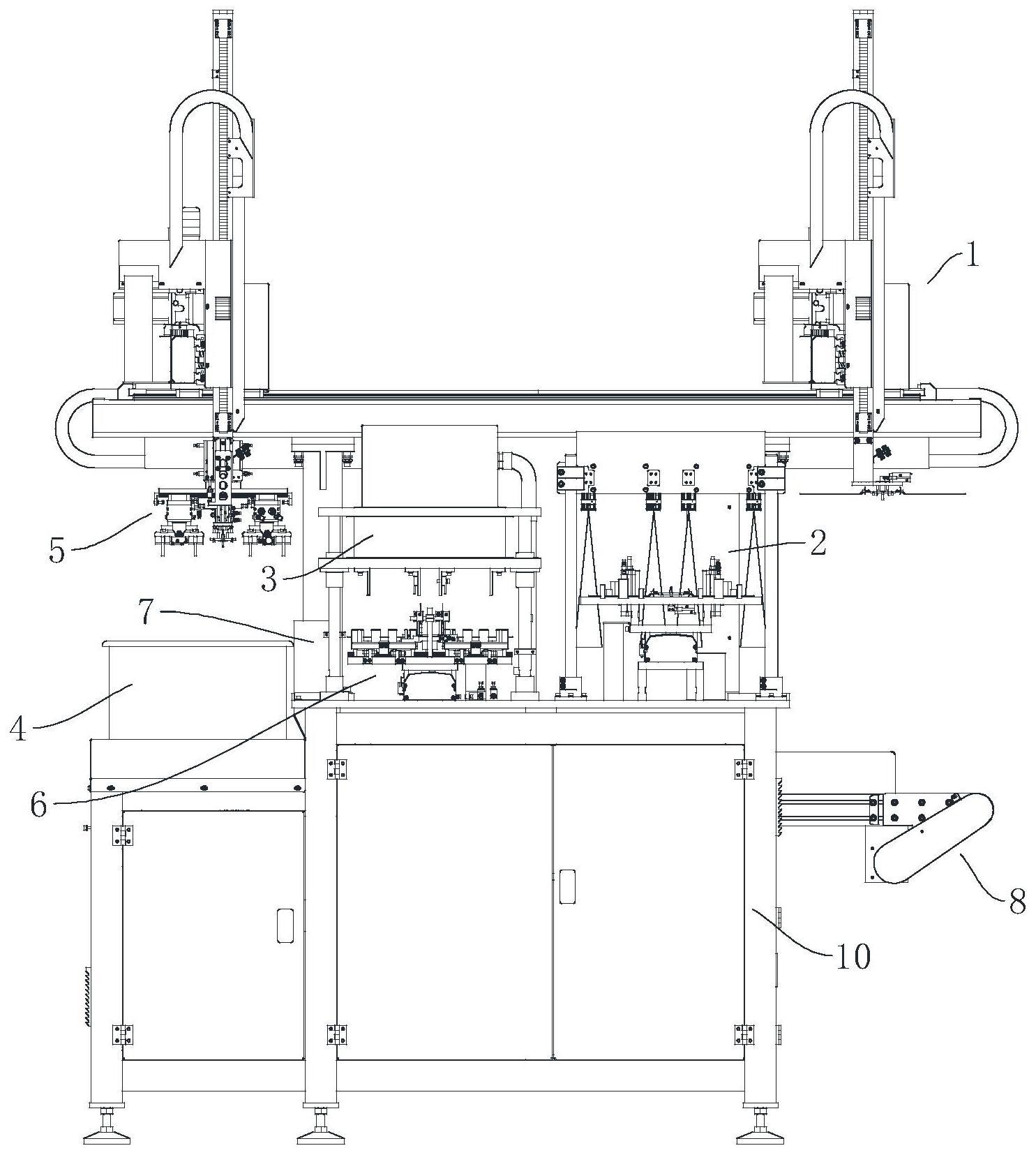
3、一种扎带自动检测、冲切、收集自动化设备,包括机械手,设置在机械手一侧的扎带受料工位,位于扎带受料工位一侧的扎带冲切工位,位于扎带冲切工位一侧的料箱和扎带夹取工装,设置在料箱一侧的扎带冲切定位工位,ccd视觉检测工位以及机架,其中,机械手安装在机架上;
4、扎带受料工位包括扎带两组旋转气缸,压料杆,扎带仿形定位,水口,滑移模组,拖链,支撑,安装面板,底板,支架;
5、支撑设置在安装面板的底部,滑移模组安装在安装面板上;
6、拖链设置在滑移模组的侧面并与底板相连,支架安装在底板上;
7、支架上安装扎带仿形定位,扎带位于两个相邻的扎带仿形定位之间的凹槽内;
8、压料杆位于底板上,压料杆连接旋转气缸。
9、进一步,扎带冲切工位包括压刀,扎带压块,移动板,伸缩风琴罩,电机罩壳以及设置在电机罩壳内的电机;
10、其中,电机罩壳与伸缩风琴罩连接,电机通过传动机构连接移动板,控制移动板升降;
11、扎带压块安装在移动板上,压刀安装在扎带压块的端部。
12、进一步,扎带夹取工装包括两组夹头气缸,两组夹头,料头夹,料头夹气缸,两组摆缸;
13、夹头气缸和夹头连接,料头夹气缸和料头夹连接,摆缸位于夹头上方,夹头用于夹取冲切后的扎带,料头夹用于夹取被冲切后扎带的料头。
14、进一步,扎带冲切定位工位包括第二拖链,第二滑移模组,撑开气缸,仿形定位;
15、其中,仿形定位的底部连接拖链和第二滑移模组,撑开气缸设置在仿形定位的侧面。
16、进一步,ccd视觉检测工位包括ccd安装支架,ccd电荷藕合器件图像传感器,ccd电荷藕合器件图像传感器安装在ccd安装支架上。
17、本实用新型的有益效果为:该设备带有机械手、扎带受料工位、扎带冲切工位、扎带夹取工装、扎带冲切定位工位以及ccd视觉检测工位,可以实现扎带的自动取件,检测,冲切,装箱的自动化操作,提高了加工效率;同时,扎带原料位置定位精准,扎带料头冲切彻底,ccd电荷藕合器件图像传感器传输的画面稳定。
技术特征:
1.一种扎带自动检测、冲切、收集自动化设备,包括机械手(1),设置在所述机械手(1)一侧的扎带受料工位(2),位于所述扎带受料工位(2)一侧的扎带冲切工位(3),位于所述扎带冲切工位(3)一侧的料箱(4)和扎带夹取工装(5),设置在所述料箱(4)一侧的扎带冲切定位工位(6),ccd视觉检测工位(9)以及机架(10),其中,所述机械手(1)安装在所述机架(10)上;
2.根据权利要求1所述的一种扎带自动检测、冲切、收集自动化设备,其特征在于,所述扎带冲切工位(3)包括压刀(301),扎带压块(302),移动板(303),伸缩风琴罩(304),电机罩壳(305)以及设置在电机罩壳(305)内的电机;
3.根据权利要求1所述的一种扎带自动检测、冲切、收集自动化设备,其特征在于,所述扎带夹取工装(5)包括两组夹头气缸(501),两组夹头(502),料头夹(503),料头夹气缸(504),两组摆缸(505);
4.根据权利要求1所述的一种扎带自动检测、冲切、收集自动化设备,其特征在于,所述扎带冲切定位工位(6)包括第二拖链(601),第二滑移模组(602),撑开气缸(603),仿形定位(604);
5.根据权利要求1所述的一种扎带自动检测、冲切、收集自动化设备,其特征在于,所述ccd视觉检测工位(9)包括ccd安装支架(901),ccd电荷藕合器件图像传感器(902),所述ccd电荷藕合器件图像传感器(902)安装在ccd安装支架(901)上。
技术总结
本技术涉及一种扎带自动检测、冲切、收集自动化设备,其包括机械手,设置在机械手一侧的扎带受料工位,位于扎带受料工位一侧的扎带冲切工位,位于扎带冲切工位一侧的料箱和扎带夹取工装,设置在料箱一侧的扎带冲切定位工位,CCD视觉检测工位以及机架,其中,机械手安装在机架上。该设备带有机械手、扎带受料工位、扎带冲切工位、扎带夹取工装、扎带冲切定位工位以及CCD视觉检测工位,可以实现扎带的自动取件,检测,冲切,装箱的自动化操作,提高了加工效率。
技术研发人员:姚文兵
受保护的技术使用者:宁波库玛机器人科技有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!