一种适用于马达制造的定位工装的制作方法
本技术涉及马达制造工装,尤其涉及一种适用于马达制造的定位工装。
背景技术:
1、在马达制造过程中,通常需要进行定位和固定工序以确保马达的精确组装和安装,传统的定位工装通常存在一些问题,如定位不准确、安装固定复杂等,为了解决这些问题,提出了一种适用于马达制造的定位工装技术方案。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种适用于马达制造的定位工装。
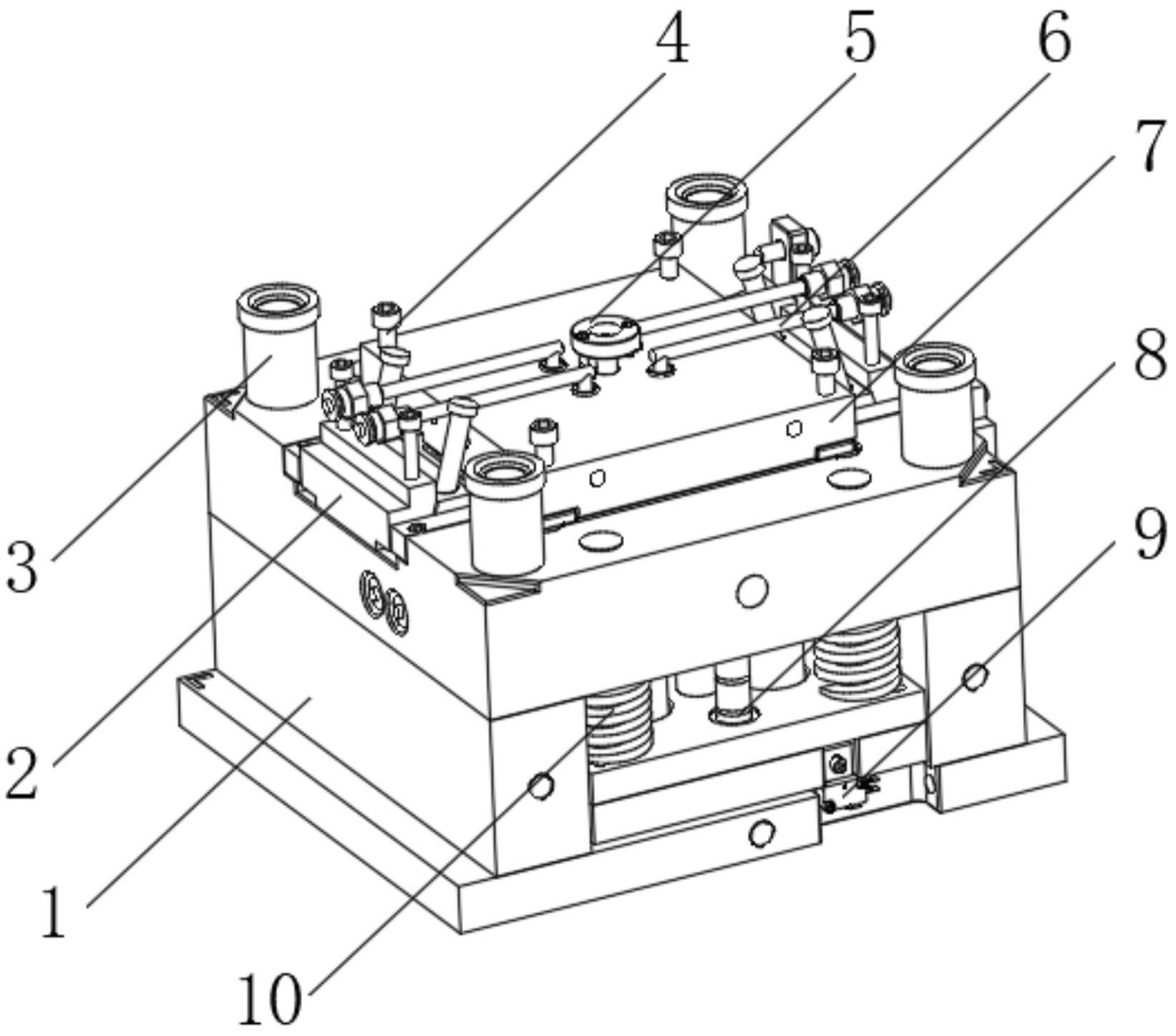
2、为了实现上述目的,本实用新型采用了如下技术方案:一种适用于马达制造的定位工装,包括工装基座,所述工装基座的顶部设有工装上板,所述工装基座和工装上板之间设有支撑导杆和减震器,所述工装上板的中部设有工装盖板,所述工装盖板和工装上板的侧面之间设有固定卡座,所述工装上板的顶面四个拐角均设有定位支柱,所述工装上板的中部设有定位中轴,所述工装上板的四个拐角均设有锁紧栓。
3、优选的,所述工装上板的顶部和固定卡座之间设有导向杆,且工装上板和固定卡座之间设有10-15mm间隙。
4、优选的,所述工装基座的侧面设有辅助定位销,且辅助定位销和减震器的安装底板之间相互连接。
5、优选的,所述减震器包括液压杆和套接在液压杆上的弹簧构成,且减震器的两端分别和工装基座和工装上板之间相互接触,在接触位置开设有浅槽。
6、优选的,所述定位支柱和工装上板之间采用l型卡槽定位,且定位支柱的顶面贴合有胶套。
7、优选的,所述支撑导杆的顶部和工装上板之间间隙配合,且最大间隙不超过0.2mm,且支撑导杆的另一端和工装基座之间插接定位。
8、优选的,所述工装基座和工装上板的接触面边缘均设有短销和对应的凹槽。
9、有益效果
10、本实用新型中,通过定位支柱、导向杆和辅助定位销等多重定位方式,实现工装上板的精确定位,确保马达的正确安装和组装精度,减震器的设置和液压杆与弹簧的结构,能够有效减少工装的振动和冲击,提供稳定的工作环境,避免马达在制造过程中的误差和损坏。
11、本实用新型中,工装盖板的存在可以保护工装上板内部结构和部件,防止灰尘和异物进入,同时提供额外的固定支撑,增强工装的稳定性,工装基座和工装上板之间的短销和凹槽设计,简化了工装的安装过程,提高了安装效率和方便性,支撑导杆和减震器的精确设计和连接方式,确保工装上板的高精度定位和稳固性,提高了马达制造的精度和质量。
技术特征:
1.一种适用于马达制造的定位工装,包括工装基座(1),其特征在于:所述工装基座(1)的顶部设有工装上板(11),所述工装基座(1)和工装上板(11)之间设有支撑导杆(8)和减震器(10),所述工装上板(11)的中部设有工装盖板(7),所述工装盖板(7)和工装上板(11)的侧面之间设有固定卡座(2),所述工装上板(11)的顶面四个拐角均设有定位支柱(3),所述工装上板(11)的中部设有定位中轴(5),所述工装上板(11)的四个拐角均设有锁紧栓(4)。
2.根据权利要求1所述的一种适用于马达制造的定位工装,其特征在于:所述工装上板(11)的顶部和固定卡座(2)之间设有导向杆(6),且工装上板(11)和固定卡座(2)之间设有10-15mm间隙。
3.根据权利要求1所述的一种适用于马达制造的定位工装,其特征在于:所述工装基座(1)的侧面设有辅助定位销(9),且辅助定位销(9)和减震器(10)的安装底板之间相互连接。
4.根据权利要求1所述的一种适用于马达制造的定位工装,其特征在于:所述减震器(10)包括液压杆和套接在液压杆上的弹簧构成,且减震器(10)的两端分别和工装基座(1)和工装上板(11)之间相互接触,在接触位置开设有浅槽。
5.根据权利要求1所述的一种适用于马达制造的定位工装,其特征在于:所述定位支柱(3)和工装上板(11)之间采用l型卡槽定位,且定位支柱(3)的顶面贴合有胶套。
6.根据权利要求1所述的一种适用于马达制造的定位工装,其特征在于:所述支撑导杆(8)的顶部和工装上板(11)之间间隙配合,且最大间隙不超过0.2mm,且支撑导杆(8)的另一端和工装基座(1)之间插接定位。
7.根据权利要求1所述的一种适用于马达制造的定位工装,其特征在于:所述工装基座(1)和工装上板(11)的接触面边缘均设有短销和对应的凹槽。
技术总结
本技术提供一种适用于马达制造的定位工装,涉及马达制造工装技术领域,包括工装基座,工装基座的顶部设有工装上板,工装基座和工装上板之间设有支撑导杆和减震器,工装上板的中部设有工装盖板,工装盖板和工装上板的侧面之间设有固定卡座,工装上板的顶面四个拐角均设有定位支柱,工装上板的中部设有定位中轴,工装上板的四个拐角均设有锁紧栓,通过定位支柱、导向杆和辅助定位销等多重定位方式,实现工装上板的精确定位,确保马达的正确安装和组装精度,减震器的设置和液压杆与弹簧的结构,能够有效减少工装的振动和冲击,提供稳定的工作环境,避免马达在制造过程中的误差和损坏。
技术研发人员:胡国清
受保护的技术使用者:深圳市意创兴业科技有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!