一种泡沫板刨平设备的制作方法
本技术属于聚氨酯生产设备,具体是涉及一种泡沫板刨平设备。
背景技术:
1、聚氨酯板是指完全由pu制成,主要用于工业、民用建筑外保温系统,已成为pu使用最广泛的产品体系。聚氨酯板在生产加工过程中,通常是在定型模具中进行涨发得到组要的尺寸,但靠自然涨发得到的板材表面较为粗糙,同时为了得到要求厚度的板材,通常需要对板材的表面进行打磨刨平,现有的刨平作业过程中,由于板材较厚,加工过程中,由于板材体积较大,工人无法实时对板材的厚度进行监测,从而导致加工后的板材精度不高。
技术实现思路
1、本实用新型主要是解决上述现有技术所存在的技术问题,提供一种泡沫板刨平设备。
2、本实用新型的上述技术问题主要是通过下述技术方案得以解决的:一种泡沫板刨平设备,包括刨平机构、吸尘机构与两组输送机构,所述吸尘机构设于刨平机构的上方,所述刨平机构包括两块安装板,所述安装板的中间位置上下设有两条刨平滑槽,上侧的所述刨平滑槽的前后两侧各设有一条监测滑槽,两条所述刨平滑槽对应的安装板外侧面上各设有一组电机滑轨,两块所述安装板之间架设有两组刨平辊组与两组监测辊组,两组所述刨平辊组上下反向设置,所述刨平辊组包括一条刨平辊轴、驱动组件与两组微调组,所述刨平辊轴的两端分别设有一个第一滑块,两个所述第一滑块分别滑动连接于两块安装板上同一高度的刨平滑槽中,同时所述刨平辊轴与两个第一滑块转动连接,所述微调组包括一个与安装板固定连接的第一安装插架,所述第一安装插架上设有一个微调电缸,所述微调电缸的伸出端上设有一个第一套环套于刨平辊轴上,所述第一套环与刨平辊轴转动连接,所述驱动组件滑动连接于对应位置的电机滑槽中,同时所述驱动组件与刨平辊轴连接;
3、所述监测辊组包括一条监测辊轴与监测组件,所述监测辊轴的左右两侧各设有一个第二滑块,两个所述第二滑块分别滑动连接于两块安装板的监测滑槽中,同时所述监测辊轴与两块第二滑块转动连接,所述监测组件包括一个与安装板固定连接的第二安装插架,所述第一安装插架上设有一个微位移传感器,所述微位移传感器的伸出端上设有一个第二套环套于监测辊轴上。
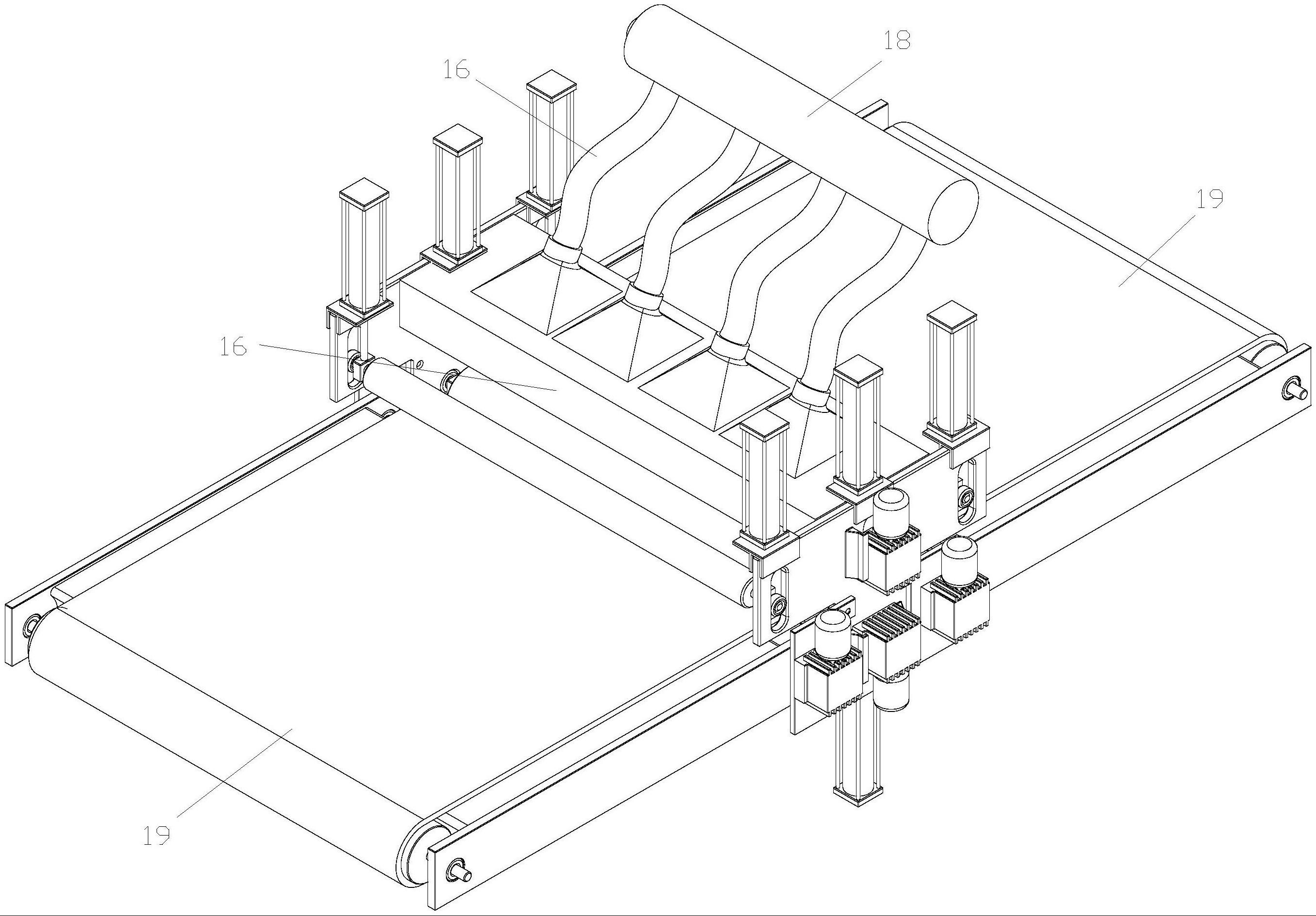
4、作为优选,所述吸尘机构包括一个吸尘箱,所述吸尘箱架设于刨平机构上方的两块安装板之间,所述吸尘箱上连接有多条出风管。
5、作为优选,多条所述出风管上连接有一条总管。
6、作为优选,两组所述输送机构设于刨平机构的前后两侧。
7、本实用新型具有的有益效果:通过设置监测辊组,在刨平机构对板材进行加工的过程中,前侧监测机构中的监测辊轴会在未加工的板材上进行滚动,后侧监测机构中的监测辊轴会在加工后的板材上进行滚动,两者之间的起伏差则为加工量,两条辊轴在滚动的过程中的上下起伏量均会被微位移传感器进行监测,从而实现对板材厚度的实时监测控制,配合刨平机构中的微调组控制刨平辊轴进行微小调控,可以进一步的将板材的加工精度提高至±0.25mm。
技术特征:
1.一种泡沫板刨平设备,包括刨平机构、吸尘机构与两组输送机构(19),其特征在于:所述吸尘机构设于刨平机构的上方,所述刨平机构包括两块安装板(1),所述安装板(1)的中间位置上下设有两条刨平滑槽(2),上侧的所述刨平滑槽(2)的前后两侧各设有一条监测滑槽(3),两条所述刨平滑槽(2)对应的安装板(1)外侧面上各设有一组电机滑轨(4),两块所述安装板(1)之间架设有两组刨平辊组与两组监测辊组,两组所述刨平辊组上下反向设置,所述刨平辊组包括一条刨平辊轴(5)、驱动组件(6)与两组微调组,所述刨平辊轴(5)的两端分别设有一个第一滑块(7),两个所述第一滑块(7)分别滑动连接于两块安装板(1)上同一高度的刨平滑槽(2)中,同时所述刨平辊轴(5)与两个第一滑块(7)转动连接,所述微调组包括一个与安装板(1)固定连接的第一安装插架(8),所述第一安装插架(8)上设有一个微调电缸(9),所述微调电缸(9)的伸出端上设有一个第一套环(10)套于刨平辊轴(5)上,所述第一套环(10)与刨平辊轴(5)转动连接,所述驱动组件(6)滑动连接于对应位置的电机滑槽中,同时所述驱动组件(6)与刨平辊轴(5)连接;
2.根据权利要求1所述的一种泡沫板刨平设备,其特征在于:所述吸尘机构包括一个吸尘箱(16),所述吸尘箱(16)架设于刨平机构上方的两块安装板(1)之间,所述吸尘箱(16)上连接有多条出风管(17)。
3.根据权利要求2所述的一种泡沫板刨平设备,其特征在于:多条所述出风管(17)上连接有一条总管(18)。
4.根据权利要求3所述的一种泡沫板刨平设备,其特征在于:两组所述输送机构(19)设于刨平机构的前后两侧。
技术总结
一种泡沫板刨平设备,属于聚氨酯生产设备技术领域;通过设置监测辊组,在刨平机构对板材进行加工的过程中,前侧监测机构中的监测辊轴会在未加工的板材上进行滚动,后侧监测机构中的监测辊轴会在加工后的板材上进行滚动,两者之间的起伏差则为加工量,两条辊轴在滚动的过程中的上下起伏量均会被微位移传感器进行监测,从而实现对板材厚度的实时监测控制,配合刨平机构中的微调组控制刨平辊轴进行微小调控,可以进一步的将板材的加工精度提高至±0.01mm。
技术研发人员:李克迪,楼万富,张立影,孟佳丽
受保护的技术使用者:浙江中科恒泰新材料科技有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!