一种夹具的制作方法
本技术涉及轧机的,具体地,涉及一种用于安装和拆卸高速线材轧机中辊箱内辊轴上锁紧螺母的夹具。
背景技术:
1、在相关技术中,高速线材轧机需要配合使用不同直径的辊环和锥套的组合体,操作人员通过打压小车将该组合体与高速线材轧机辊箱中的辊轴积压后形成紧密接触。当轧机旋转时,辊轴将转动扭矩传递到该组合体,以使辊环转动。通过辊环转动和挤压,将红钢轧制变形成一定的断面形状,完成轧制变形。
2、该组合体在辊轴安装到位后,为防止该组合体打滑产生轴向位移和径向位移,在辊轴的轴头位置安装锁紧螺母来锁紧该组合体。操作人员在作业时,使用重物敲打锁紧螺母,导致锁紧螺母尽早损坏、失去功能和削弱安装的控制精度。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一,在不影响锁紧螺母锁紧质量的前提下,能够提高锁紧螺母的锁紧效率和锁紧精度。
2、为此,本实用新型的实施例提出一种夹具。
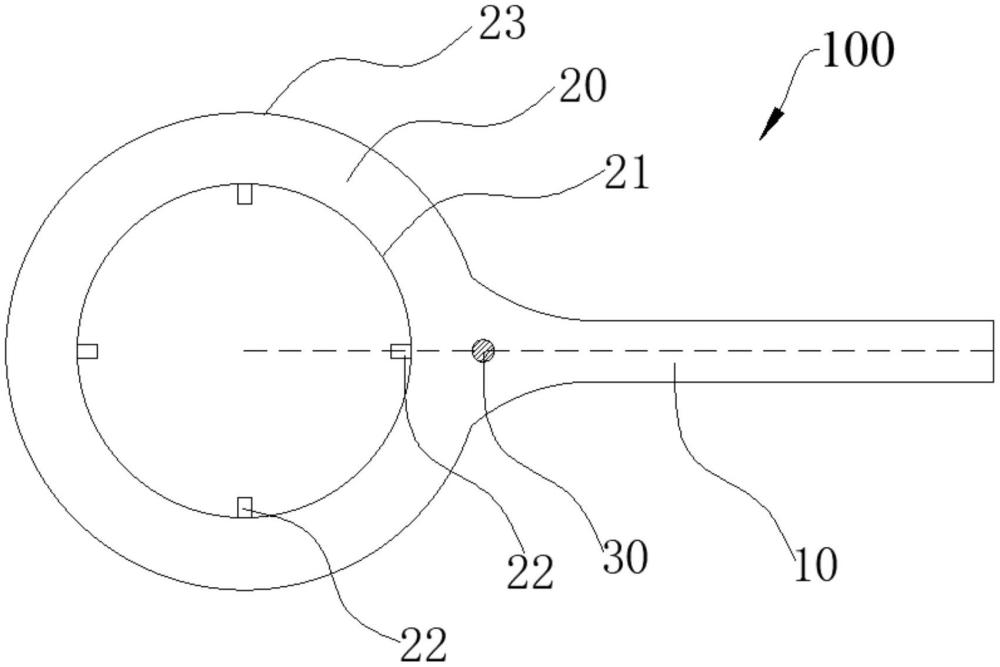
3、根据本实用新型的实施例的夹具,夹具用于安装和拆卸高速线材轧机中辊箱内辊轴上的锁紧螺母,所述夹具包括手柄;夹持件,所述夹持件设置在所述手柄上,所述夹持件能够夹紧套设在锁紧螺母上,以带动锁紧螺母旋转。
4、根据本实用新型实施例的夹具,操作人员通过推动手柄,即可带动锁紧螺母旋转。本实用新型的夹具制作成本低、结构小巧、轻便,且操作方便,在安装和拆卸锁紧螺母时,一个人即可操作,避免多人配合敲击时,容易出现人员失误导致的安全伤害,同时解放了劳动力。
5、在一些实施例中,所述夹持件内设置有内圆部,所述内圆部能够夹紧套设在锁紧螺母上,以带动锁紧螺母旋转。
6、在一些实施例中,所述内圆部上设置有凸起部,锁紧螺母的外周面上设置有卡槽,所述凸起部卡接在锁紧螺母的卡槽内。
7、在一些实施例中,所述凸起部为多个,多个所述凸起部沿所述内圆部的周向间隔设置,锁紧螺母的外周面上设置有多个卡槽,多个所述凸起部卡接在锁紧螺母的多个卡槽内。
8、在一些实施例中,所述夹持件上设置有外圆部,所述手柄设置在所述外圆部上,所述外圆部与所述内圆部的圆心重合,所述手柄的长度方向与所述内圆部的圆心位于同一直线上。
9、在一些实施例中,多个所述凸起部中的至少一个所述凸起部位于所述手柄的长度方向上。
10、在一些实施例中,所述手柄与所述夹持件一体成型,所述手柄与所述夹持件的厚度在10mm-12mm之间,所述手柄的长度在120mm-150mm之间。
11、在一些实施例中,所述手柄与所述夹持件的材质为热作模具钢,所述手柄与所述夹持件的牌号为4cr5mosiv1。
12、在一些实施例中,所述手柄与所述夹持件的材质为35crmo。
13、在一些实施例中,所述夹具还包括水平仪,所述水平仪设置在所述手柄与所述夹持件的连接处。
14、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本公开。根据下面参考附图对示例性实施例的详细说明,本公开的其它特征及方面将更清楚。
技术特征:
1.一种夹具,其特征在于,用于安装和拆卸高速线材轧机中辊箱内辊轴上的锁紧螺母,包括:
2.根据权利要求1所述的夹具,其特征在于,所述夹持件内设置有内圆部,所述内圆部能够夹紧套设在锁紧螺母上,以带动锁紧螺母旋转。
3.根据权利要求2所述的夹具,其特征在于,所述内圆部上设置有凸起部,锁紧螺母的外周面上设置有卡槽,所述凸起部卡接在锁紧螺母的卡槽内。
4.根据权利要求3所述的夹具,其特征在于,所述凸起部为多个,多个所述凸起部沿所述内圆部的周向间隔设置,锁紧螺母的外周面上设置有多个卡槽,多个所述凸起部卡接在锁紧螺母的多个卡槽内。
5.根据权利要求4所述的夹具,其特征在于,所述夹持件上设置有外圆部,所述手柄设置在所述外圆部上,所述外圆部与所述内圆部的圆心重合,所述手柄的长度方向与所述内圆部的圆心位于同一直线上。
6.根据权利要求5所述的夹具,其特征在于,多个所述凸起部中的至少一个所述凸起部位于所述手柄的长度方向上。
技术总结
本技术公开了一种夹具,涉及轧机的技术领域。所述夹具用于安装和拆卸高速线材轧机中辊箱内辊轴上的锁紧螺母,所述夹具包括手柄和夹持件,夹持件设置在手柄上,夹持件能够夹紧套设在锁紧螺母上,以带动锁紧螺母旋转。本技术的夹具制作成本低、结构小巧、轻便,且操作方便,在安装和拆卸锁紧螺母时,一个人即可操作,避免多人配合敲击时,容易出现人员失误导致的安全伤害,同时解放了劳动力。
技术研发人员:马志军,宋洋,郭存涛,陶琦,吕本超
受保护的技术使用者:江苏永钢集团有限公司
技术研发日:20230626
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!