吸能盒生产线高精度复合冲孔装置的制作方法
本技术属于冷冲压,涉及一种吸能盒生产线高精度复合冲孔装置。
背景技术:
1、随着汽车技术的飞速发展,轻量化和碰撞安全是整车优化设计的重要指标,越来越多的铝合金材质被应用到整车结构件上。其中铝合金材质防撞梁系统作为主要轻量化手段应用到整车上的比例不断增加。横梁主体和吸能盒是碰撞吸能确保整车安全的主要结构件,尤其吸能盒在发生碰撞时变形吸能以降低撞击对乘客造成的冲击力,保护乘客安全。由于吸能盒在碰撞发生时的起到的关键作用,断面结构由“口”字型优化到“日”、“目”字形,断面结构趋于复杂;同时吸能盒上密布较多特征孔,用来与其它零部件连接,因此其相对位置精度的高低,直接影响与其它部件连接的可靠性,进而影响整车的安全性能。
2、吸能盒特征孔大多分布到外轮廓的四个面,这些特征孔中包含定位检测基准孔和其它特征孔。针对“日”、“目”字形吸能盒断面,由于产品件内腔空间小,综合凹模结构强度和冲切废料排出顺畅因素,现有吸能盒加工工艺,采取先冲切定位基准面上的孔,后以基准孔定位,分序逐工序冲切其它面上的孔。此类方式弊端:基准孔与定位销存在间隙,不可避免的造成不同面孔位置度波动。同时上序冲孔或切筋后外轮廓局部塌陷,也造成定位基准面与基准孔位置度变化,鉴于以上原因,四序冲孔会带来公差累积,进而造成孔相对位置度超差。分序冲切,也会造成工序多,加工效率低。吸能盒冲孔后,冲切部位变形,造成芯子与内壁摩擦力增加;且冲孔后部分内壁毛刺嵌入到凹模刃口内。以上因素造成产品件退料下料困难。
技术实现思路
1、本实用新型提供一种吸能盒生产线高精度复合冲孔装置,针对日字形、目字形吸能盒产品加工工序,实现了顶部侧部孔一序复合及高精度冲切,同时通过了吸能盒自动化辅助退料下料,减少工序,提高工作效率。
2、本实用新型是通过以下技术方案解决技术问题的,
3、一种吸能盒生产线高精度复合冲孔装置,包括上模、上冲孔机构、侧冲孔机构、芯子机构及下模,所述上冲孔机构包括上凸模和连接件,所述上凸模通过连接件固定在所述上模底侧,芯子机构固定在所述下模顶部,所述侧冲孔机构包括侧冲孔组件、上斜楔和下斜楔,侧冲孔组件连接在所述下斜楔左侧,所述侧冲孔组件和下斜楔设置在所述下模上,所述上斜楔固定在所述上模上、并位于所述上冲孔机构的右侧,所述上斜楔与所述下斜楔的斜面配合,上斜楔向下移动可挤压下斜楔的斜面,并使下斜楔向左移动。
4、上述吸能盒生产线高精度复合冲孔装置,所述侧冲孔组件包括侧凸模、固定块、导向槽和复位机构,导向槽固定在所述下模上,所述固定块的底部卡在所述导向槽内,复位机构设置在所述导向槽的左侧、并连接固定块的底部和导向槽,所述侧凸模和下斜楔分别设置在固定块的两侧,所述侧凸模朝向芯子机构。复位机构包括复位弹簧组件和拉杆,导向槽的左端侧壁设有安装孔,拉杆的一端通过复位弹簧组件与安装孔连接,拉杆的另一端与固定块固接,固定块在所述导向槽内往复移动。
5、上述吸能盒生产线高精度复合冲孔装置,所述芯子机构包括芯子内模、支撑座和固定板,芯子内模设有凹槽,所述凹槽与所述上凸模和侧凸模上的冲压块配合,所述支撑座固定在所述下模的顶部,所述固定板底部固定在所述支撑座的后侧,所述芯子内模的后侧与所述固定板固定连接,所述芯子内模横向设置,所述支撑座支撑芯子内模上的吸能盒。
6、上述吸能盒生产线高精度复合冲孔装置,还设有卸料机构,所述卸料机构包括打料杆、连接板和气缸,所述固定板上设有横向的打料孔,打料孔位于所述芯子内模的两侧,所述打料杆穿过所述打料孔到达芯子内模外侧,所述打料杆的另一端与连接板连接,气缸的活塞杆带动连接板往复移动。
7、上述吸能盒生产线高精度复合冲孔装置,所述芯子内模包括多层模块,底层的模块向外延伸形成导向块。
8、上述吸能盒生产线高精度复合冲孔装置,所述上冲孔机构包括上凸模和连接件,所述上凸模通过连接件固定在所述上模上;所述固定块的旁侧设有自润滑片,所述上斜楔和下斜楔的接触面均设有自润滑片。
9、与现有技术相比,本实用新型解决了吸能盒顶部和侧部孔分工序冲切精度低的问题,实现顶部侧部孔同时冲切,避免多工序冲压造成的累积误差,提高了加工效率和精度。本实用新型采用多层芯子配合结构,芯子既有凹模功能,也有内腔撑形及废料导出功能。结构新颖紧凑,复合功能多。设置有辅助卸料机构,解决了产品件下料困难的问题。
10、通过斜楔将向下的冲裁力转为横向力,实现多面同时冲切,上下斜楔设置有润滑片,可实现自润滑功能,使侧冲孔过程顺畅,阻力小。多层芯子内模设计为阶梯形式,最下层的模块长于上两层芯子,上料时起到入料导向作用,上料操作简单可靠。
技术特征:
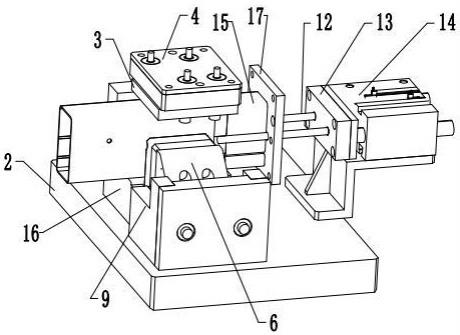
1.一种吸能盒生产线高精度复合冲孔装置,其特征在于,包括上模(1)、上冲孔机构、侧冲孔机构、芯子机构及下模(2),所述上冲孔机构包括上凸模(3)和连接件(4),所述上凸模(3)通过连接件(4)固定在所述上模(1)底侧,芯子机构固定在所述下模(2)顶部,所述侧冲孔机构包括侧冲孔组件、上斜楔(5)和下斜楔(6),侧冲孔组件连接在所述下斜楔(6)左侧,所述侧冲孔组件和下斜楔(6)设置在所述下模(2)上,所述上斜楔(5)固定在所述上模(1)上、并位于所述上冲孔机构的右侧,所述上斜楔(5)与所述下斜楔(6)的斜面配合,上斜楔(5)向下移动可挤压下斜楔(6)的斜面,并使下斜楔(6)向左移动。
2.如权利要求1所述的吸能盒生产线高精度复合冲孔装置,其特征在于,所述侧冲孔组件包括侧凸模(7)、固定块(8)、导向槽(9)和复位机构,导向槽(9)固定在所述下模(2)上,所述固定块(8)的底部卡在所述导向槽(9)内,复位机构设置在所述导向槽(9)的左侧、并连接固定块(8)的底部和导向槽(9),所述侧凸模(7)和下斜楔(6)分别设置在固定块(8)的两侧,所述侧凸模(7)朝向芯子机构;
3.如权利要求2所述的吸能盒生产线高精度复合冲孔装置,其特征在于,所述芯子机构包括芯子内模(15)、支撑座(16)和固定板(17),芯子内模(15)设有凹槽,所述凹槽与所述上凸模(3)和侧凸模上的冲压块配合,所述支撑座(16)固定在所述下模(2)的顶部,所述固定板(17)底部固定在所述支撑座(16)的后侧,所述芯子内模(15)的后侧与所述固定板(17)固定连接,所述芯子内模(15)横向设置,所述支撑座(16)支撑芯子内模(15)上的吸能盒。
4. 如权利要求3所述的吸能盒生产线高精度复合冲孔装置,其特征在于, 还设有卸料机构,所述卸料机构包括打料杆(12)和气缸(14),所述固定板(17)上设有横向的打料孔,所述打料杆(12)穿过所述打料孔到达芯子内模(15)外侧,所述打料杆(12)的另一端与气缸(14)的活塞杆连接。
5.如权利要求4所述的吸能盒生产线高精度复合冲孔装置,其特征在于,所述芯子内模(15)包括多层模块,底层的模块向外延伸形成导向块(18)。
6.如权利要求5所述的吸能盒生产线高精度复合冲孔装置,其特征在于,所述上冲孔机构包括上凸模(3)和连接件(4),所述上凸模(3)通过连接件(4)固定在所述上模(1)上;所述固定块(8)的旁侧设有自润滑片,所述上斜楔(5)和下斜楔(6)的接触面均设有自润滑片。
技术总结
本技术属于冷冲压技术领域,涉及一种吸能盒生产线高精度复合冲孔装置。包括上模、上冲孔机构、侧冲孔机构、芯子机构及下模,所述上冲孔机构包括上凸模和连接件,所述上凸模通过连接件固定在所述上模底侧,芯子机构固定在所述下模顶部,所述侧冲孔机构包括侧冲孔组件、上斜楔和下斜楔,侧冲孔组件连接在所述下斜楔左侧,所述侧冲孔组件和下斜楔设置在所述下模上,所述上斜楔固定在所述上模上、并位于所述上冲孔机构的右侧,所述上斜楔与所述下斜楔的斜面配合,上斜楔向下移动可挤压下斜楔的斜面,并使下斜楔向左移动。实现了顶部侧部孔一序复合及高精度冲切,同时通过了吸能盒自动化辅助退料下料,减少工序,提高工作效率。
技术研发人员:李松,王文彬,徐冀坤,耿晓勇,郭春清,吴玉慧
受保护的技术使用者:凌云工业股份有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!