一种轴类零件推力轴承快速预紧装置的制作方法
本技术涉及一种推力轴承预紧装置,具体涉及一种轴类零件推力轴承快速预紧装置。
背景技术:
1、轴类零件装配时需要抑制其轴向窜动,通常需要在安装时预加载,即预先在轴承中产生内应力,让轴承在负间隙下运行。轴承的预紧力过小则零部件刚性不足,精度达不到要求;轴承的预紧力过大会导致轴承异常发热,增加摩擦扭矩,降低疲劳寿命。轴承预紧力由轴承的游隙和机械零部件的加工尺寸误差来决定,预紧力过大或过小都会影响轴承的使用寿命,是影响轴承使用寿命的重要技术指标。
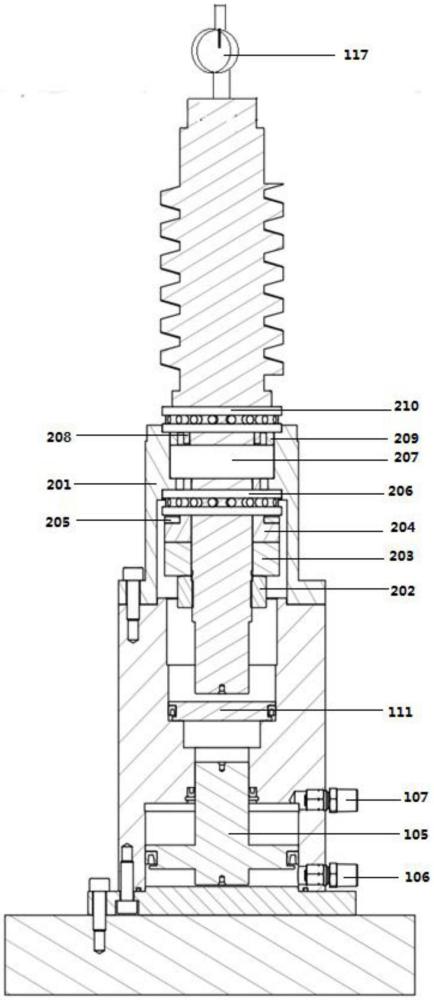
2、如图1所示,为现有蜗杆部件,推力轴承206通过推力轴承座204套设在蜗杆上,推力轴承206与推力轴承座204之间设置有调整垫片205,装配前确定调整垫片205厚度尺寸时需精准测量7个相应的长度,根据蜗杆部件装配尺寸,可知l1+l2+l3+l7=l4+l5+l6+l8,推出l3=l4+l5+l6+l8-l1-l2-l7,这些尺寸测量难度大,测量误差不可控。因此在工作中通常是先直接安装,通过打表测试,装配后的蜗杆部件存在轴向窜动则为推力轴承206和210预紧力不足,需磨削推力轴承座204上端面以减小l4尺寸来提高推力轴承预紧力。由于磨削量不能精准测量往往需要多次装配、拆卸、磨削才能将蜗杆部件装配成功。
技术实现思路
1、本实用新型的目的是解决现有的调整轴承预紧力装置因调整垫片或推力轴承座的磨削量不能精准测量,需要多次装配、拆卸、磨削才能将蜗杆进行装配的技术问题,而提供一种轴类零件推力轴承快速预紧装置。
2、为解决上述技术问题,本实用新型提供的技术解决方案如下:
3、一种轴类零件推力轴承快速预紧装置,其特殊之处在于:
4、包括固定平台、气液缸和测量件;
5、所述气液缸固定在固定平台上;
6、所述气液缸包括设置在固定平台上的气缸盖、设置在气缸盖上方的气液缸体以及设置在气液缸体内的气缸活塞和油缸活塞;
7、所述气液缸体的下端面与气缸盖密封连接,其上端面用于与轴类零件的固定法兰下端面连接;
8、所述气液缸体内壁中部设置有沿径向凸出的隔离环体,将气液缸体内腔由下而上分为第一腔体和第二腔体;所述气缸活塞的一端设置第一腔体内,且将第一腔体分为第一下腔体和第一上腔体;气缸活塞的另一端设置在隔离环体内,且可沿隔离环体的内壁上下密封滑动;
9、所述气液缸体的外壁上设置有与第一下腔体连通的第一气缸接头以及与第一上腔体连通的第二气缸接头;
10、所述油缸活塞设置在第二腔体内,且将第二腔体分为第二上腔体和第二下腔体;第二下腔体内充满压力油;油缸活塞的上端面用于在预紧时与轴类零件的下端面抵接;
11、所述测量件用于在预紧时置于轴类零件的上端面,用于测量轴类零件推力轴承的游隙。
12、进一步地,所述气缸活塞轴向截面为十字型;所述第二腔体的结构为台阶孔,油缸活塞位于大端内底部。
13、进一步地,所述气缸盖和气液缸体之间设有第一密封圈,气缸活塞和第一腔体之间设有第二密封圈,油缸活塞和第二腔体之间设有第四密封圈,第一下腔体和隔离环体内壁之间设有第三密封圈。
14、进一步地,所述第三密封圈靠近第一上腔体一侧设有内档圈。
15、进一步地,所述测量件为百分表,所述轴类零件为蜗杆。
16、进一步地,所述气液缸体和气缸盖通过螺栓连接,所述气缸盖和固定平台通过螺栓连接。
17、本实用新型的有益效果:
18、1、本实用新型提供的一种轴类零件推力轴承快速预紧装置,通过气缸活塞和油缸活塞位移,推动蜗杆运动,采用百分表精确测量推力轴承座的窜动量,通过修磨推力轴承座上端面来消除轴向窜动,达到蜗杆预紧的目的。
19、2、本实用新型提供的一种轴类零件推力轴承快速预紧装置,通过设置气缸活塞和油缸活塞增加推力,使气缸活塞的行程受制于油缸活塞,实现以设计者设定的力度推动蜗杆,避免了各个零件损坏,提高使用寿命。
20、3、本实用新型提供的一种轴类零件推力轴承快速预紧装置,将气缸活塞的轴向截面设计为十字型,对其活塞面与气缸盖之间进行限位,并在第一腔体内预留第一下腔体的空间,可在工作时通入较少的压缩空气,即可使气缸活塞向上运动。
21、4、本实用新型提供的一种轴类零件推力轴承快速预紧装置,多处设置密封圈,防止出现漏油、漏气、污染环境的现象。
技术特征:
1.一种轴类零件推力轴承快速预紧装置,其特征在于:
2.根据权利要求1所述的一种轴类零件推力轴承快速预紧装置,其特征在于:
3.根据权利要求2所述的一种轴类零件推力轴承快速预紧装置,其特征在于:
4.根据权利要求3所述的一种轴类零件推力轴承快速预紧装置,其特征在于:
5.根据权利要求4所述的一种轴类零件推力轴承快速预紧装置,其特征在于:
6.根据权利要求5所述的一种轴类零件推力轴承快速预紧装置,其特征在于:
技术总结
本技术涉及一种推力轴承预紧装置,具体涉及一种轴类零件推力轴承快速预紧装置,目的是解决现有的调整轴承预紧力装置中调整垫片或推力轴承座的磨削量不能精准测量,需要多次装配、拆卸、磨削才能将蜗杆进行装配的技术问题。本技术包括固定平台、气缸盖、气缸活塞、第一腔体、第二腔体、第一气缸接头、第二气缸接头、内档圈、油缸活塞、气液缸体、螺栓、百分表、第一密封圈、第二密封圈、第三密封圈、第四密封圈和内档圈,隔离环体将气液缸体分为第一腔体和第二腔体,气缸活塞将第一腔体分为第一下腔体和第一上腔体,油缸活塞将第二腔体分为第二上腔体和第二下腔体,百分表用于测量轴类零件推力轴承座的间隙。
技术研发人员:卢刚,李峰,卢阳,陈彪,李龙龙
受保护的技术使用者:宝鸡法士特齿轮有限责任公司
技术研发日:20230815
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!