一种夹持螺丝块组装设备的制作方法
本申请涉及电表零件组装,尤其是涉及一种夹持螺丝块组装设备。
背景技术:
1、智能电表是智能电网数据采集的基本设备之一,承担着原始电能数据采集、计量和传输的任务,是实现信息集成、分析优化和信息展现的基础。智能电表除了具备传统电能表基本用电量的计量功能以外,为了适应智能电网和新能源的使用它还具有双向多种费率计量功能、用户端控制功能、多种数据传输模式的双向数据通信功能、防窃电功能等智能化的功能。
2、夹持螺丝块作为电表的一个重要组成部件,电表通过夹持螺丝块上的螺丝来固定电线。夹持螺丝块组装是将螺丝柱放置在夹块的卡槽内,将螺丝柱上的螺丝扭紧,由此完成组装。目前在生产上夹持螺丝块的组装往往需要人工进行组装,工作重复单一,效率低。
3、因此,亟需一种设备来解决夹持螺丝块组装效率低的问题。
技术实现思路
1、为了解决夹持螺丝块组装效率低的问题,本实用新型提供了一种高效自动化的夹持螺丝块组装设备。
2、本申请提供的一种夹持螺丝块组装设备采用如下的技术方案:
3、一种夹持螺丝块组装设备,包括机台,所述机台上设置有用于输送夹块的输送线,按输送线的输送方向,机台上依次布设有:
4、夹块上料单元,用于将本设备组装的一种夹块推送到输送线上;
5、螺丝柱放置单元,用于将螺丝柱放置在夹块的卡槽内;
6、扭紧单元,用于扭紧螺丝柱上的螺丝。
7、通过采用上述技术方案,本申请组装夹持螺丝块时,夹块上料单元将夹块推送到输送线上,螺丝柱放置单元将螺丝柱放置在夹块的卡槽内,然后扭紧单元将螺丝柱上的螺丝扭紧,从而完成夹持螺丝块的组装。本申请实现了夹持螺丝块自动化组装,提高了组装效率;可选的,所述夹块上料单元按夹块输送方向,依次布设有放置在机台外的夹块振料盘、安装在机台上的夹块轨道和上料部。
8、通过采用上述技术方案,夹块上料单元上料时,夹块振料盘通过夹块轨道把夹块输送到上料部,然后上料部把夹块推送到输送线上,实现了夹块自动化上料。
9、可选的,所述螺丝柱放置单元包括上螺丝柱放置单元与下螺丝柱放置单元,所述上螺丝柱放置单元与下螺丝柱放置单元按螺丝柱输送方向,依次布设有放置在机台外的螺丝柱振动盘,安装在机台上的螺丝柱轨道、转向部、推送部和放置部。
10、通过采用上述技术方案,放置螺丝柱时,上螺丝柱振动盘通过螺丝柱轨道把螺丝柱输送到转向部,转向部把螺丝柱推送到推送部,再由推送部把螺丝柱推送到放置部,最后由放置部将螺丝柱放置在夹块的卡槽内,实现了螺丝柱自动化上料和放置。下螺丝柱放置单元与上螺丝柱放置单元的流程相同,两者分别完成夹块不同位置的螺丝柱放置。
11、可选的,所述扭紧单元包括伺服电机、固接在机台上的滑动气缸和滑槽块、固接在输送线上的稳定块和按压气缸;所述滑动气缸传动连接伺服电机,并驱使伺服电机在滑槽块上滑动,所述伺服电机上设有旋转螺丝刀,用于扭紧螺丝柱上的螺丝;所述按压气缸传动连接有穿过所述稳定块的按压柱。
12、通过采用上述技术方案,扭紧螺丝柱上的螺丝时,按压柱在按压气缸的带动下,向下运动并按压住夹块上的螺丝柱,伺服电机在滑动气缸的带动下,滑动到夹块上的螺丝柱的螺丝处,旋转螺丝刀在伺服电机的带动下,旋转并扭紧螺丝,实现了螺丝自动化扭紧。其中,按压部按压螺丝柱起固定作用,避免在扭紧螺丝时发生偏转;稳定块用于稳定按压柱的按压运动;伺服电机可以精准地控制转矩和转速,从而精准地扭紧螺丝。
13、可选的,所述螺丝放置单元还包括三螺丝柱放置单元,用于将螺丝柱放置在本设备组装的另一种夹块的卡槽内。
14、通过采用上述技术方案,本申请还可以组装另外一种夹持螺丝块,实现在一台设备上可以组装两种夹持螺丝块,增加了设备的功能。
15、可选的,所述输送线上设置有间隔排布的卡块,所述卡块上开设有供夹块放置的开口。
16、通过采用上述技术方案,夹块在输送线上输送时,卡块卡住夹块,夹块不容易发生偏转。
17、可选的,所述放置部包括固接在推送件上的放置气缸和固接在机台下方的升降气缸,所述放置气缸传动连接有用于按压螺丝柱的放置柱,所述升降气缸传动连接有穿过机台并向放置柱方向延伸的承载柱,用于穿过螺丝柱并固定住螺丝柱。
18、通过采用上述技术方案,当螺丝柱推送到推送件时,推送杆将螺丝输送到承载柱上,承载柱在升降气缸的带动下,向螺丝柱方向运动,穿过夹块和螺丝柱并抵在放置柱处,然后放置柱在放置气缸的带动下,向螺丝柱方向按压,同时承载柱向下运动,从而将螺丝柱放置在夹块的卡槽内。本申请中,利用放置柱和承载柱之间的相互配合,可以准确地将螺丝柱放置在夹块的卡槽内,避免了螺丝柱在放置过程中发生翻转。
19、可选的,所述远离夹块上料单元一侧的输送线上还设置有用于检测夹持螺丝块的检测器。
20、通过采用上述技术方案,检测器可以检测夹持螺丝块,检测夹块上的螺丝柱是否安装到位。
21、可选的,靠近所述检测器一侧的机台上还设有排料单元,所述排料单元包括固接在机台上的排料气缸,与排料气缸传动连接的排料轨道,所述排料轨道靠近输送线的一侧固接有次品框,所述机台上设有与次品框相配合的次品口。
22、采用上述技术方案,检测完夹持螺丝块时,检测合格的夹持螺丝块通过排料轨道排出,若检测到不合格的夹持螺丝块,排料导轨上的次品框在排料气缸的带动下,移动到输送线处,不合格的夹持螺丝块通过次品框排到次品口内,避免混入合格的夹持螺丝块中。
23、综上所述,本申请包括以下至少一种有益技术效果:
24、1.本申请组装夹持螺丝块时,夹块上料单元将夹块推送到输送线上,螺丝柱放置单元将螺丝柱放置在夹块的卡槽内,然后扭紧单元将螺丝柱上的螺丝扭紧,从而完成夹持螺丝块的组装。本申请实现了夹持螺丝块自动化组装,提高了组装效率;
25、2.本申请还设置了三螺丝柱放置单元,可以组装另外一种夹持螺丝块,实现在一台设备上可以组装两种夹持螺丝块,增加了设备的功能;
26、3.本申请中,利用放置柱和承载柱之间的相互配合,可以准确地将螺丝柱放置在夹块的卡槽内,避免了螺丝柱在放置过程中发生翻转;
27、4.检测夹持螺丝块时,检测器检测夹持螺丝块上的螺丝是否安装到位,检测合格的夹持螺丝块通过排料轨道排出,若检测到不合格的夹持螺丝块,排料导轨上的次品框在排料气缸的带动下,移动到输送线处,不合格的夹持螺丝块通过次品框排到次品口内,避免混入合格的夹持螺丝块中。
技术特征:
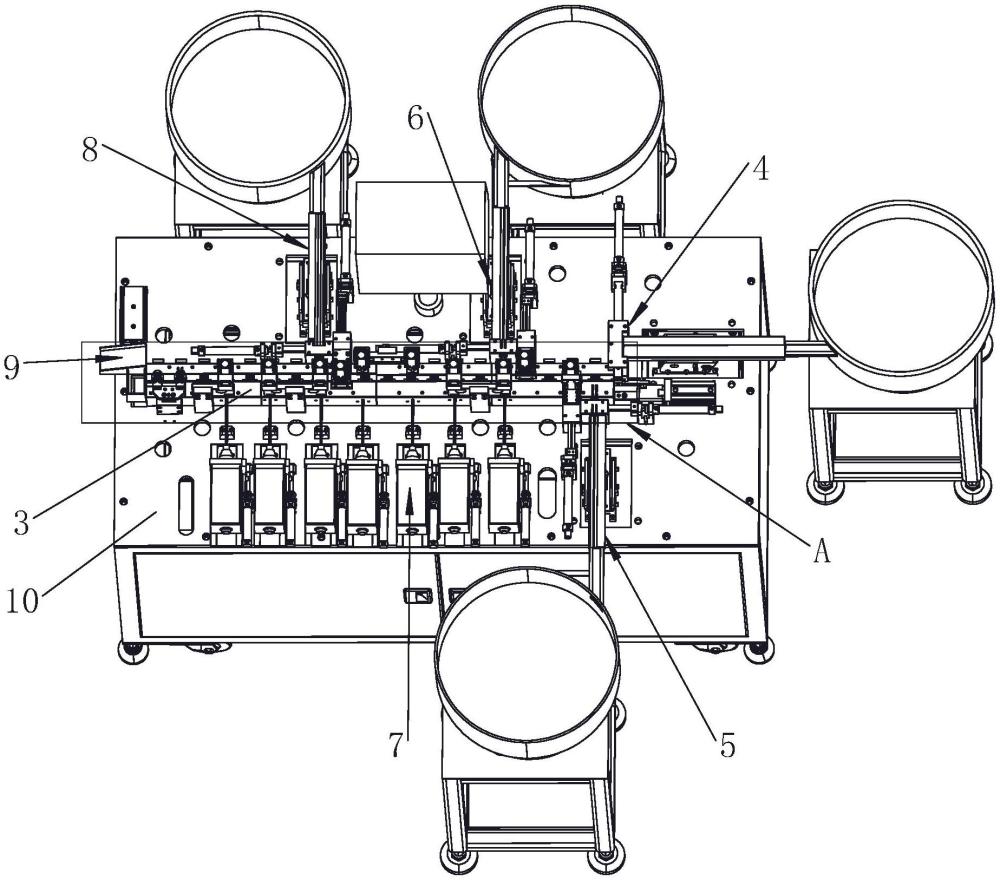
1.一种夹持螺丝块组装设备,包括机台(10),其特征在于,所述机台(10)上设置有用于输送夹块(1)的输送线(3),按输送线(3)的输送方向,机台(10)上依次布设有:
2.根据权利要求1所述的一种夹持螺丝块组装设备,其特征在于,所述夹块上料单元(4)按夹块(1)输送方向,依次布设有放置在机台(10)外的夹块振料盘(41)、安装在机台(10)上的夹块轨道(42)和上料部(43)。
3.根据权利要求1所述的一种夹持螺丝块组装设备,其特征在于,所述螺丝柱放置单元包括上螺丝柱放置单元(5)与下螺丝柱放置单元(6),所述上螺丝柱放置单元(5)与下螺丝柱放置单元(6)按螺丝柱(2)输送方向,依次布设有放置在机台(10)外的螺丝柱振料盘(14),安装在机台(10)上的螺丝柱轨道(15)、转向部(16)、推送部(17)和放置部(18)。
4.根据权利要求1所述的一种夹持螺丝块组装设备,其特征在于,所述扭紧单元(7)包括伺服电机(71)、固接在机台(10)上的滑动气缸(74)和滑槽块(73)、固接在输送线(3)上的稳定块(76)和按压气缸(72);所述滑动气缸(74)传动连接伺服电机(71),并驱使伺服电机(71)在滑槽块(73)上滑动,所述伺服电机(71)上设有旋转螺丝刀(75),用于扭紧螺丝柱(2)上的螺丝(202);所述按压气缸(72)传动连接有穿过所述稳定块(76)的按压柱(79)。
5.根据权利要求3所述的一种夹持螺丝块组装设备,其特征在于,所述螺丝放置单元还包括三螺丝柱放置单元(8),用于将螺丝柱(2)放置在本设备组装的另一种夹块(1)的卡槽内。
6.根据权利要求1所述的一种夹持螺丝块组装设备,其特征在于,所述输送线(3)上设置有间隔排布的卡块(31),所述卡块(31)上开设有供夹块(1)放置的开口。
7.根据权利要求5所述的一种夹持螺丝块组装设备,其特征在于,所述放置部(18)包括固接在推送件(171)上的放置气缸(181)和固接在机台(10)下方的升降气缸(183),所述放置气缸(181)传动连接有用于按压螺丝柱(2)的放置柱(186),所述升降气缸(183)传动连接有穿过机台(10)并向放置柱(186)方向延伸的承载柱(185),用于穿过螺丝柱(2)并固定住螺丝柱(2)。
8.根据权利要求1所述的一种夹持螺丝块组装设备,其特征在于,远离所述夹块上料单元(4)一侧的输送线(3)上还设置有用于检测夹持螺丝块的检测器(11)。
9.根据权利要求8所述的一种夹持螺丝块组装设备,其特征在于,靠近所述检测器(11)一侧的机台(10)上还设有排料单元(9),所述排料单元(9)包括固接在机台(10)上的排料气缸(91),与排料气缸(91)传动连接的排料轨道(92),所述排料轨道(92)靠近输送线(3)的一侧固接有次品框(93),所述机台(10)上设有与次品框(93)相配合的次品口(94)。
技术总结
本申请涉及电表零件组装技术领域,尤其是涉及一种夹持螺丝块组装设备,包括机台,所述机台上设置有输送线,按输送线的输送方向,机台上依次布设有夹块上料单元、螺丝柱放置单元和扭紧单元。本申请组装夹持螺丝块时,夹块上料单元将夹块推送到输送线上,螺丝柱放置单元将螺丝柱放置在夹块的卡槽内,然后扭紧单元将螺丝柱上的螺丝扭紧,从而完成夹持螺丝块的组装。本申请实现了夹持螺丝块自动化组装,提高了组装效率。
技术研发人员:王耀全,文东齐,孟过
受保护的技术使用者:深圳市创仁工业技术有限公司
技术研发日:20230818
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!