一种储能飞轮大过盈配合快速定心装置的制作方法
本技术涉及燃气轮机装配,具体涉及一种储能飞轮大过盈配合快速定心装置。
背景技术:
1、燃气轮机的盘和轴之间经常采用热装法进行大过盈配合,在装配过程中必须满足3个条件:
2、1、轴与盘的配合面之间保持间隙;
3、2、轴的轴线与盘的轴线平行;
4、3、轴的轴线与盘的轴线同心。
5、轴与盘配合面之间的间隙是通过对盘加热获得的,加热的温度越高,盘的孔径越大,装配间隙越大,装配越容易。但考虑到盘的高温变形和表面氧化,加热温度不能太高。通常,加热温度不超过300℃。一般在室温下进行装配,将盘从炉中移出后,其温度开始下降,孔径逐渐缩小,因此,必须在盘的孔径缩小到与轴的配合面形成0间隙前完成装配。
6、现有技术是对于较轻的轴或盘,采用手工进行装配,很难保证轴与盘的轴线平行,手工装配借助零件的自重自定心,但手工操作很难保证两轴线平行,往往容易发生偏斜卡死现象。对于重量大的轴,则采用通用吊车吊装,采用吊车装配时,吊车的平移速度和位移难于精确控制,被掉装轴的重量大惯性大,导致对心时间很长,不能保证轴的轴线在铅垂线方向,难于保证在有效的装配时间内完成装配;放置盘的平台未精确调平,也不能保证盘的轴线在铅垂线方向。导致不能保证轴的轴线与盘的轴线保持平行状态。轴与盘的轴线不平行,装配过程中很容易发生盘轴偏斜卡死的现象。只有在轴与盘的同心度误差小于配合间隙时,才能正常装配;上述传统的装配方法存在一定风险的同时,还需要装配人员的经验,及其盘和轴的重量及结构有很大关系。导致装配质量不稳定,报废损失经常发生。一些企业采用了先进的自动装配技术和装配,但这种装备投资太大,很难普遍推广。因此,探索经济、实用、且可靠的装配方法很有必要。
技术实现思路
1、有鉴于此,本实用新型为解决燃气轮机轴的轴线与盘的轴线难于保持平行和同心的问题,提供一种储能飞轮大过盈配合快速定心装置,其缩短了装配时间,大幅提高了装配成功率。
2、本实用新型所采用的技术方案为:一种储能飞轮大过盈配合快速定心装置,其特征在于,包括装配工作台和吊具,吊具设置于装配工作台上部并轴向设置于一条直线上。
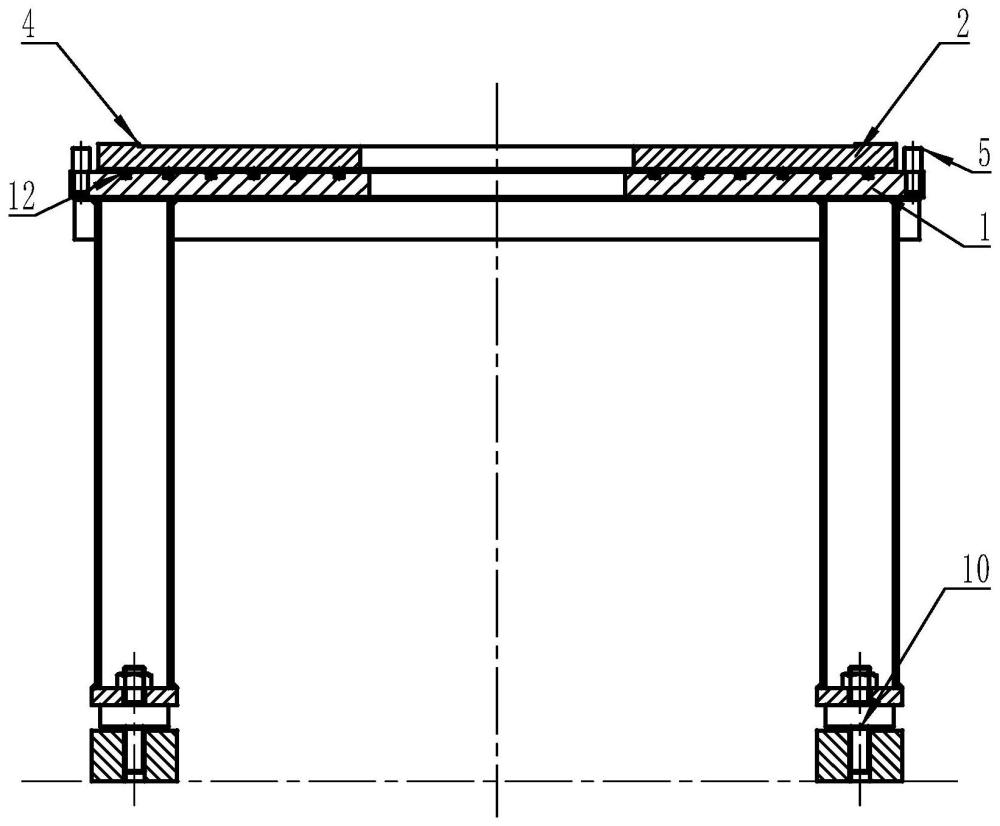
3、进一步,装配工作台包括下台面和上台面,上台面的直径小于下台面的直径,上下台面之间设置有若干个钢球,上台面的上表面设置有定位止口。
4、进一步,吊具包括吊环和拉杆,吊环和吊具拉杆通过螺纹连接。
5、进一步,下台面和上台面为圆环形,下台面的圆周上设置有挡销。
6、进一步,定位止口为环形。
7、进一步,下台面的底部均布设置有支柱,每个支柱下设置有调节机构。
8、进一步,吊环的螺纹上还设置有压板。
9、进一步,拉杆为倒t型,与轴的小径端相卡合。
10、与现有技术相比,本实用新型具有如下优点和效果:
11、1.本实用新型采用夹带钢球的装配工作台将盘托起,使盘可在较小的水平力作用下发生平移,且平移过程中,盘的轴线始终保持在铅垂线上。
12、2、本实用新型采用专用吊具吊装轴,使轴的轴线处于铅垂线方向。
13、3、本实用新型保持轴不动,克服了吊车吊装轴找同心的过程中轴线的偏摆,使轴的轴线始终保持在铅垂线上。
14、4、本实用新型移动盘找同心,移动过程中盘和轴的轴线始终处于平行状态,找正过程省力、省时,大幅降低了调整难度,提高了装配的成功率。
15、5、本实用新型方法盘、轴重量越大,优越性越显著。
技术特征:
1.一种储能飞轮大过盈配合快速定心装置,其特征在于,包括装配工作台和吊具(3),吊具设置于装配工作台上部并轴向设置于一条直线上;
2.根据权利要求1所述的一种储能飞轮大过盈配合快速定心装置,其特征在于,所述的下台面(1)和上台面(2)为圆环形,下台面的圆周上设置有挡销(5)。
3.根据权利要求1或2所述的一种储能飞轮大过盈配合快速定心装置,其特征在于,所述的定位止口(4)为环形。
4.根据权利要求3所述的一种储能飞轮大过盈配合快速定心装置,其特征在于,所述的下台面(1)的底部均布设置有支柱,每个支柱下设置有调节机构(10)。
5.根据权利要求4所述的一种储能飞轮大过盈配合快速定心装置,其特征在于,所述吊环(7)的螺纹上还设置有压板(8)。
6.根据权利要求5所述的一种储能飞轮大过盈配合快速定心装置,其特征在于,所述的拉杆(9)为倒t型,与轴(6)的小径端相卡合。
技术总结
本技术涉及燃气轮机装配技术领域,具体涉及一种储能飞轮大过盈配合快速定心装置。为解决燃气轮机轴的轴线与盘的轴线难于保持平行和同心的问题。本技术装置包括装配工作台和吊具,吊具设置于装配工作台上部并轴向设置于一条直线上;装配工作台包括下台面和上台面,上台面的直径小于下台面的直径,上下台面之间设置有若干个钢球,上台面的上表面设置有定位止口,其通过一下步骤实现装配:1)调平装配工作台上台面;2)吊装轴;3)调整轴与工作台同心;4)加热盘;5)轴与盘对心进行装配;6)恢复常温。
技术研发人员:李科,贾小勇,吴勇,魏广生,高相毅,吕帅,陈伟
受保护的技术使用者:中科航星科技有限公司西安分公司
技术研发日:20230828
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!