一种汽车字标定位工装的制作方法
本技术涉及汽配制造加工,特别是涉及一种汽车字标定位工装。
背景技术:
1、汽车字标定位工装是一种在汽车生产和装配过程中使用的工具,它通常用于确保汽车上的品牌标识、车型标志、徽标等元素被准确地安装在车身上的特定位置;这些字标在汽车上起到了识别品牌、车型和商标的重要作用,因此它们的精确定位和安装至关重要;汽车制造商通常会根据各自的品牌要求和车型设计开发定制字标定位工装,以保证每辆汽车都能够精确地展示字标。
2、现有的汽车字标定位工装操作复杂,难度高,导致安装过程变得缓慢,降低生产效率;同时存在定位不准确、误差率高、适用性差等问题,从而影响字标安装过程中的效率和品质。
技术实现思路
1、本实用新型要解决的技术问题是提供一种汽车字标定位工装,简化了字标的定位和安装过程,使主机厂减少装配环节,提高了装配效率。
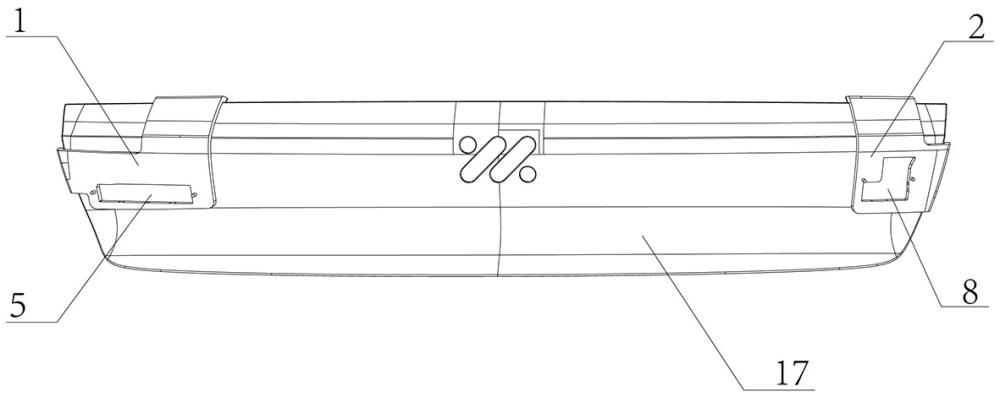
2、为解决上述技术问题,本实用新型的一种汽车字标定位工装,包括有设在尾门饰板总成两端的第一工装主体和第二工装主体,所述第一工装主体的内侧面与尾门饰板总成贴合,所述第一工装主体上端设有第一靠位,所述第一工装主体一侧设有第二靠位,所述第一工装主体上设有用于定位字标的第一字标定位孔;所述第二工装主体的内侧面与尾门饰板总成贴合,所述第二工装主体上端设有第三靠位,所述第二工装主体一侧设有第四靠位,所述第二工装主体上设有用于定位字标的第二字标定位孔。
3、所述第一工装主体包括第一定位部和第二定位部,所述第一定位部和第二定位部的连接处为第一圆弧过渡面,所述第一靠位设在第一定位部上,所述第二靠位在第二定位部上;所述第二工装主体包括第三定位部和第四定位部,所述第三定位部和第四定位部的连接处为第二圆弧过渡面,所述第三靠位设在第三定位部上,所述第四靠位设在第四定位部上。
4、所述第一定位部的宽度小于第二定位部,所述第三定位部的宽度小于第四定位部。
5、所述第一定位部、第二定位部、第一靠位、第二靠位一体成型。
6、所述第三定位部、第四定位部、第三靠位、第四靠位一体成型。
7、所述第一字标定位孔为矩形。
8、所述第二字标定位孔为l形。
9、所述第一字标定位孔两侧设有第一定位销,所述第二字标定位孔两侧设有第二定位销。
10、本实用新型使用时,首先将第一工装主体放置在尾门饰板总成的左上角,将第一靠位和第二靠位紧紧贴合在尾门饰板总成的边缘上,确保第一定位部和第二定位部贴合在尾门饰板总成表面;将第二工装主体放置在尾门饰板总成的右上角,将第三靠位和第四靠位紧紧贴合在尾门饰板总成的边缘上,确保第三定位部和第四定位部贴合在尾门饰板总成表面;将待安装的字标放置在第一字标定位孔和第二字标定位孔中,通过观察第一定位销和第二定位销,确保字标的位置在同一水平线上,并将字标牢固地安装在尾门饰板总成上;接着可以移除工装,检查安装结果,确保字标没有偏移;安装完成后,将尾门饰板总成发给主机厂进行后续的装配。
11、本实用新型带来的有益效果是:
12、本实用新型有助于简化字标的定位和安装过程,减少了安装时的操作步骤,使操作更加便捷。
13、通过精确的定位和标准化的安装,本实用新型可以减少人工定位的错误,提高了定位的精确性和稳定性。
14、通过将字标和尾门饰板装配在一起,再发给主机厂,可以使主机厂减少装配环节,从而提高生产率。
技术特征:
1.一种汽车字标定位工装,包括有设在尾门饰板总成两端的第一工装主体和第二工装主体,其特征在于:所述第一工装主体的内侧面与尾门饰板总成贴合,所述第一工装主体上端设有第一靠位,所述第一工装主体一侧设有第二靠位,所述第一工装主体上设有用于定位字标的第一字标定位孔;所述第二工装主体的内侧面与尾门饰板总成贴合,所述第二工装主体上端设有第三靠位,所述第二工装主体一侧设有第四靠位,所述第二工装主体上设有用于定位字标的第二字标定位孔。
2.根据权利要求1所述的一种汽车字标定位工装,其特征在于:所述第一工装主体包括第一定位部和第二定位部,所述第一定位部和第二定位部的连接处为第一圆弧过渡面,所述第一靠位设在第一定位部上,所述第二靠位在第二定位部上;所述第二工装主体包括第三定位部和第四定位部,所述第三定位部和第四定位部的连接处为第二圆弧过渡面,所述第三靠位设在第三定位部上,所述第四靠位设在第四定位部上。
3.根据权利要求2所述的一种汽车字标定位工装,其特征在于:所述第一靠位、第二靠位、第三靠位、第四靠位为向尾门饰板总成翻折的结构形式,且与尾门饰板总成边缘贴合。
4.根据权利要求2所述的一种汽车字标定位工装,其特征在于:所述第一定位部的宽度小于第二定位部,所述第三定位部的宽度小于第四定位部。
5.根据权利要求2所述的一种汽车字标定位工装,其特征在于:所述第一定位部、第二定位部、第一靠位、第二靠位一体成型。
6.根据权利要求2所述的一种汽车字标定位工装,其特征在于:所述第三定位部、第四定位部、第三靠位、第四靠位一体成型。
7.根据权利要求1所述的一种汽车字标定位工装,其特征在于:所述第一字标定位孔为矩形。
8.根据权利要求1所述的一种汽车字标定位工装,其特征在于:所述第二字标定位孔为l形。
9.根据权利要求1所述的一种汽车字标定位工装,其特征在于:所述第一字标定位孔两侧设有第一定位销,所述第二字标定位孔两侧设有第二定位销。
技术总结
本技术的一种汽车字标定位工装,包括有设在尾门饰板总成两端的第一工装主体和第二工装主体,所述第一工装主体的内侧面与尾门饰板总成贴合,所述第一工装主体上端设有第一靠位,所述第一工装主体一侧设有第二靠位,所述第一工装主体上设有用于定位字标的第一字标定位孔;所述第二工装主体的内侧面与尾门饰板总成贴合,所述第二工装主体上端设有第三靠位,所述第二工装主体一侧设有第四靠位,所述第二工装主体上设有用于定位字标的第二字标定位孔。本技术简化了字标的定位和安装过程,使主机厂减少装配环节,提高了装配效率。
技术研发人员:沈鹏,陈迪松,董旭峰,吴雅琪
受保护的技术使用者:宁波海德欣汽车电器有限公司
技术研发日:20230831
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!